
BAKER PERKINS IN THE BAKERY INDUSTRY
INDEX
- A SHORT HISTORY OF BREAD MAKING
- THE BEGINNINGS OF BAKER PERKINS’ INVOLVEMENT IN THE BAKERY BUSINESS
- THE PERKINS FAMILY AND BREAD MACHINERY
- THE BAKER FAMILY – FROM SMALL BEGINNINGS
- BREAD MAKING MACHINERY DEVELOPMENT
- WERNER, PFLEIDERER & PERKINS IN PETERBOROUGH
- THE IMPACT OF WORLD WAR ONE
- THE MERGER – THE BIRTH OF BAKER PERKINS
- BETWEEN THE WARS
- WORLD WAR TWO
- POST-WW2 DEVELOPMENTS
- THE SIXTIES - A DECADE OF CHANGE
- The Holding Company
- Divisionalisation
- American Developments in the 1960s
- Expansion in Australasia
- Developments in the United Kingdom in the 1960s
- THE SEVENTIES – THE MARKETING ERA
- THE EIGHTIES
- THE MERGER WITH APV
- THE BAKERY MACHINERY BUSINESS IN SUMMARY
- POST SCRIPT
- NEW OWNERS AND A RETURN TO “BAKER PERKINS”
- TYPES OF BREAD AND BREAD CONSUMPTION
- PROCESS AND MACHINERY DEVELOPMENT
(PLEASE NOTE: This history is still in the drafting stage and there are many incomplete areas - some with comments and "aide-memoirs" which will be removed later. Many illustrations remain to be added)
A SHORT HISTORY OF BREAD MAKING
In around 8000 BC, grain was being crushed by hand with pestle and mortar and a simple grinding stone (quern) was developed in Egypt. All bread was unleavened, with no raising agents and made from a variety of grains, similar to today’s Indian chapattis and Mexican tortillas. Between 5000 and 3700 BC. grain production was developed along the fertile banks of the Nile and grain became a staple food, spreading to the Balkans and throughout Europe,
Around this time, tougher wheat varieties were developed with the baking of bread becoming a skill along with brewing beer. In Egypt’s warm climate wild yeasts were attracted to multi-grain flour mixtures and bakers experimented with leavened doughs. The Egyptians invented the closed oven and bread assumed great significance, being used instead of money - the workers who built the pyramids were paid in bread.
Grain cultivation began along the Indus valley, circa 2300 BC and by 1050 BC, the south of England had become a centre of agriculture with barley and oats being grown freely; By 1000 BC, risen, yeasted bread had become popular in Rome and by 500 BC a circular quern was developed - a circular stone wheel turned on another which was fixed - the basis of all milling until the industrial revolution in the 19th century and still the way stoneground flour is produced today.
Circa 150 BC, rich Romans were insisting on the more exclusive and expensive white bread - a preference that persists in Europe and English speaking countries to this day. A Roman invented the first mechanical dough-mixer, powered by horses and donkeys. With the Roman invasion of Britain in 55BC, the Romans’ more sophisticated bread-making techniques replaced wheat crushed by hand and baked over open fires. When, some 500 years later, the Saxons and Danes settled in Britain, they introduced rye - which thrived in their cold northern climate - and dark rye bread became a staple, lasting into the Middle Ages.
Baking technology changed little between Roman times and 1800. Mixing
was carried out by hand in wooden bins - a tedious and exhausting task.
The manufacture of yeast had become a separate trade, no longer being
obtained from the brewer, and the fermentation process was very lengthy
- the 'first proof' for the 'sponge' being for twelve hours, with a further
hour and a half for the 'second proof' after more flour and salt had been
added to the fermented 'sponge'. The dough pieces were inserted into the
beehive shaped oven with a wooden peel. The oven would have been pre-heated
by building a fire inside it, the ashes being raked out when the oven
was evenly hot. Inevitably, cinders stuck to the bottom of the loaf and
these, combined with the millstone grit inside the bread, had a rather
deleterious effect on the consumer's teeth.
By 1830, the beehive oven had been superseded by the side-flue oven -
a brick-built arched structure with a flat tiled floor. The flue from
a furnace at the side of the oven fed the oven, the hot air traversing
through the oven chamber before passing into a vertical funnel built over
the oven mouth.
Mechanical dough mixing had been experimented with towards the middle
of the eighteenth century but with little success. The first British dough
mixer, driven by a belt and pulleys by a steam engine outside the bakery,
was patented in 1858. It was not until Paul Pfleiderer's introduction
of the two-bladed "Universal" mixer in 1879, (see History
of Werner & Pfleiderer (London) Ltd and The
European Limited Partnership), that an efficient dough mixer was available
to the baker.
THE BEGINNINGS OF BAKER PERKINS’ INVOLVEMENT IN THE BAKERY BUSINESS
See also:Origins of the Founders.
History of A.M. Perkins and Son Ltd
History of Joseph Baker’s Ltd, Brantford
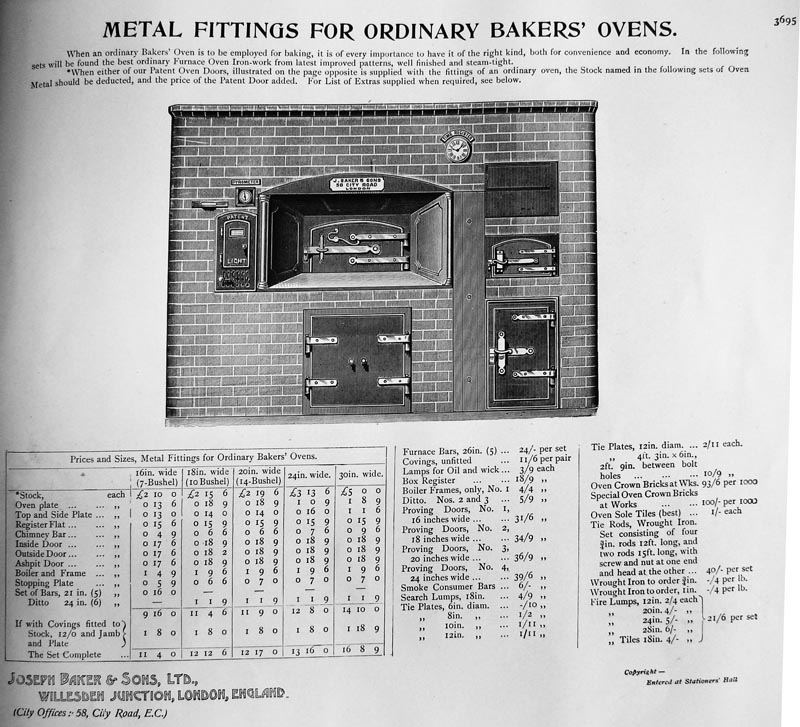
History of Joseph Baker & Sons Ltd
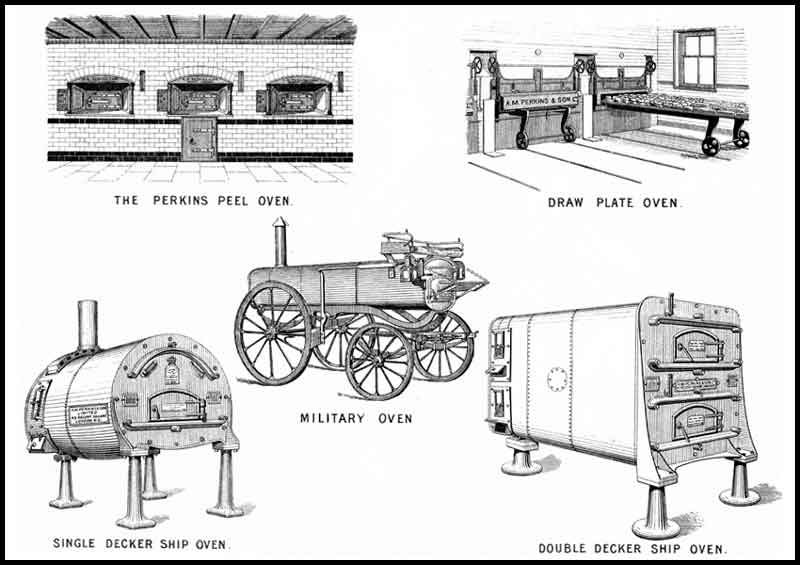
The involvement of Baker Perkins in the Baking industry can be traced back to two significant events. The first took place in 1851 when the son of Jacob Perkins – Angier March Perkins – began to construct a baking oven. The reason behind this venture was a simple geographical one. A new bakery opened up next door to his premises in Francis Street, to the north of Regent Square, and the owner asked Angier, as an engineer, to install the necessary equipment. Angier expended nearly £700 in labour and materials, studied the problems of oven building, adapted some of his father’s ideas and took out a patent for a wrought-iron tubular system for circulating hot water in ovens. (See also History of A.M. Perkins & Son Ltd)
Augustus Muir, in his book “The History of Baker Perkins”, points out that – “Over the long centuries, since mankind first began to bake bread in ovens, their basic design has changed very slowly. Bread baking had been largely domestic; and bakers’ premises, where one could buy a loaf made from dough other than the customer’s own, came surprisingly late on the scene. In the cities of Glasgow and Manchester, early last century, there was hardly a baker’s shop to be found. The old brick oven, which baked the countryman’s loaves, was heated by burning faggots inside it; the housewife then raked out the embers and ‘scuffled’ round a bundle of wet cloths on a pole before she pushed in her unbaked bread and clanged the metal door shut – glad, one may be sure, that the eye-smarting task was over. In the advances from this rustic simplicity, there seems to have been no satisfactory way of controlling the oven’s temperature until the hot water method was devised”.
Despite some difficulty in finding other customers, Angier Perkins decided to go ahead with this line of business and it paid its way without bringing in much profit. Most of the ovens were bought for baking bread for the army at home and overseas, more than seventy per cent of sales being to the military authorities. In these early days of oven manufacture, Perkins helped to feed more soldiers than civilians.
The second seminal event was the patenting by Joseph Baker in Canada in 1870, of a small combined flour scoop and sifter for use by housewives. The success of this invention led to Joseph travelling to England in 1876 to seek new markets for his product. (See also History of Joseph Baker & Sons Ltd)
From these two unrelated events developed the business that a century and a half later still produces equipment for the world’s bakeries from its premises in Paston, Peterborough, England and Goldsboro, North Carolina, USA.
THE PERKINS FAMILY AND BREAD MACHINERY
Let us stay with the Perkins side of the story for a while.
Angier’s son, Loftus Perkins, had inherited the family’s engineering ability and, in 1865, crowned his father’s achievement by taking out a patent for what he called the stopped-end steam tube. This resolved many of the oven heating problems, providing a steadier heat then was possible with wrought-iron tubes.
In Loftus’s patent, each tube contained a fixed amount of distilled water and both ends were hermetically sealed. Two rows of tubes, independent from each other, traversed the whole length of the oven, one row above the loaves, the other below the bread plate. All protruded slightly downwards form the baking chamber into the furnace. Each tube was, in effect, an individual boiler, its upper part filled with high-pressure steam. These ovens, with their steady heat that could bake batch after batch of loaves, cakes and pastry, were sold to some of the most important bakeries in the country. Stopped-end steam tube ovens were developed to become, in later years, the mainstay of Baker Perkins.
Stopped-end tubes were still being produced at Westwood Works nearly one hundred years later. Gordon Hennis recalls testing tubes for peel ovens in the ‘new’ Experimental Department in the 1950s. (See The Experimental Department). The tubes were taken to the air-raid shelter near to the Pattern Shop, (See Westwood Works in WW2 – Air Raid Shelters), thermocouples were placed along the length and one end placed in a gas burner before vacating the area very quickly. Yes, the tubes, on occasion, did blow up!
 |
Perkins Ovens |
Loftus Perkins went on, in 1874, to design a horse-drawn steam oven to feed troops on the march. Fifty-six of these ovens, known to the British Tommy as the ‘Polly Perkins’ had been supplied to the British Army, others being purchased by the Prussian and Spanish governments. They served in the Ashanti Wars, the Sudan campaign and the Boer War.
The late 1870s saw a concerted effort to increase oven sales with letters to potential customers all over the world, extolling the virtues of the design – "freedom from sulphur, gas and dirt of any kind; continuous baking and uniformity in the loaves; adaptability of the ovens for high-class confectionery since the heat could be so easily regulated; etc.".
Paul Pfleiderer and Werner, Pfleiderer & Perkins
See also:History of Werner & Pfleiderer (London) Ltd
History of Werner, Pfleiderer & Perkins Ltd
The Perkins family were prolific inventors (see also Early Inventions) but, by the time of Loftus Perkins’ death in 1891, the control of the business had slipped from Perkins’ hands and it fell to Paul Pfleiderer, a naturalised German who had come to London to sell ‘engineering specialities’ to move the bakery machinery business forward. (See also Before Westwood).
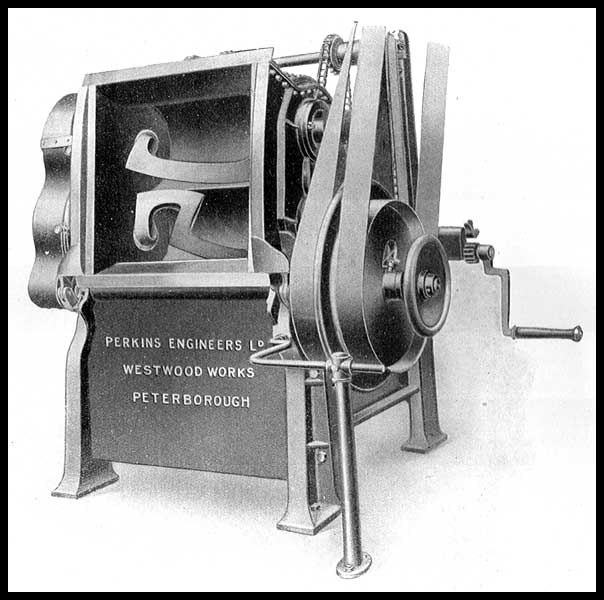
Paul Pfleiderer sold the equipment produced in Cannstatt, Germany by Werner & Pfleiderer with selling rights within the British Empire for “kneading, mixing, masticating, sifting, straining, stirring, crushing and baking, also of machine tools, troughs, ovens, appliances for baking, confectionery and the chemical trades”. One of the products sold was the Wieghorst oven, imported from Hamburg, and advertised as being a great improvement on the Perkins ovens. He also took out an English patent for the ‘Universal’ Mixer, said to be “ a very successful imitation of the highly dexterous hands of a clever and skilled man”. This machine was, in fact, invented by a German named Freyburger, who sold the” world rights for all time” to Paul Pfleiderer for 900 marks (about £45).
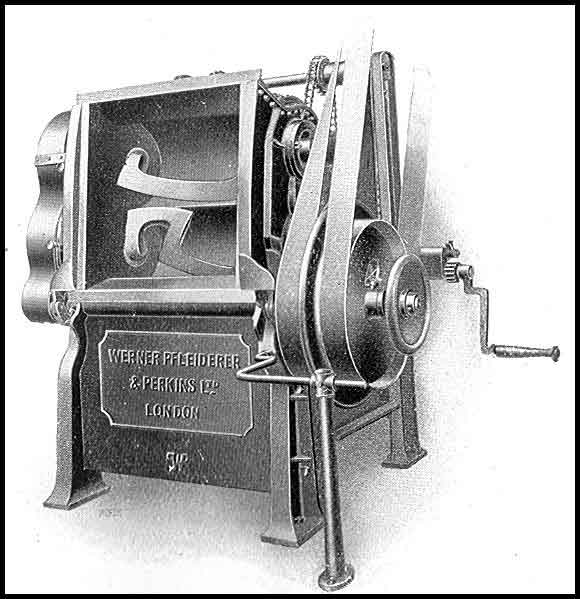 |
WP&P “Universal” Mixer |
Pfleiderer’s London business did not prove a great success and he approached the Perkins directors with the intention of negotiating a union between the two companies. Werner, Pfleiderer & Perkins Ltd was registered on 2nd June 1893 and Paul Pfleiderer soon became the dominating element in its management. He took out a new patent for an ‘improved’ stopped-end tube boiler, superseding Loftus Perkins’ stopped-end tube design, as a result of which, after a bitter dispute, the two sons of Loftus Perkins, Loftus Patton Perkins and Ludlow Perkins, severed their connections with the company.
Pfleiderer, a man of great charm and persuasive ability, did much to keep the products of the company in the public eye at a time when there was much talk of the unsavoury places where bread was made and the unhygienic methods used. He attended every trade show (see also Trade Exhibitions) and, for the Bakers’ and Confectioners’ Exhibition at the Royal Agricultural Hall, Islington in 1897, he agreed to supply, gratis, a complete Werner, Pfleiderer & Perkins baking plant.
It is interesting to note the range of equipment in use before the end of the nineteenth century – on show were the ‘Universal’ and Single Blade Doughing machines, ‘Universal’ cake machines, Spiral Brush sifters, dough trucks, bread racks, water measuring and tempering vessels, dough brakes and dividers, hoists, a Perkins’ steam-pipe peel oven and a draw-plate oven. For confectionery, there was a sponge divider, cake mixer, sponge whisk, hot plate, peel cutter and ice freezer.
INSERT – As many contemporary photographs/drawings of relevant machinery as possible. Also describe the difference between the various sorts of ovens – peel, drawplate, etc. and describe how they are loaded/unloaded. Talk about the development of ovens up until this time
The Pointons and the Dough Divider
At about this time another very important character came on the scene. In 1896, Paul Pfleiderer (see History of Werner, Pfleiderer & Perkins Ltd) received a leaflet from a company in Wellington, Shropshire describing the merits of a new dough divider that had been developed by a father and son – the Pointons. A description by the son, John Pointon, of how the machine was developed can be found in The Pointons. It is no exaggeration to say that with this machine, which he followed by designing other innovative dough handling devices, John Pointon laid the foundations for the long-term success and prosperity of Baker Perkins. Indeed, if it were possible for John to visit the modern Baker Perkins factory in Paston, Peterborough, he would have no difficulty recognising the bread forming equipment made today, the basic principles of which John established in the late 19th and early 20th centuries. See Bread Making Machinery Development below for illustrations of Pointon machines.
Prior to Paul Pfleiderer’s death in 1903, there had been no moves to bring the Pointon firm into any closer association with Werner, Pfleiderer & Perkins Ltd, who had been sole selling agents for the Pointon machinery. F.C. Ihlee now considered that a union of the two firms would benefit both businesses. Both father and son welcomed the merger with Werner, Pfleiderer & Perkins enthusiastically.
It was a newcomer to the scene, F.C. Ihlee – an able engineer, shrewd businessman and a natural leader - who steered the business through the next series of traumatic events - the move from London to Peterborough in 1904 and the fierce local antagonism towards the company, which existed at the start of World War One (See History of Perkins Engineers).
Regent Street to Peterborough
(See also History of Werner, Pfleiderer & Perkins and Before Westwood)When in 1903, Hermann Werner decided that the Regent Square works should discontinue the manufacture of ‘Universal’ kneading machines and the Perkins Domestic Oven in favour of imports of ‘Universals’ and other machines from Cannstatt, the German equipment represented more than half of the output of Regent Square and occupied the whole of the top floor of the building. With no suitable premises available in the vicinity, Ihlee was forced to seek a solution in an area where wages and general expenses were less and were there was room for expansion.
After a long search, he settled on a ten-acre plot close to the London to Scotland railway line on the west side of Peterborough. The deal with the Church Commissioners was settled on 22nd December 1903 and construction of the new Westwood Works was begun in 1904 – see www.westwoodworks.net.
THE BAKER FAMILY - FROM SMALL BEGINNINGS
See also:Origins of the Founders
History of Joseph Baker & Sons Ltd.
We now return to developments by the Baker family.
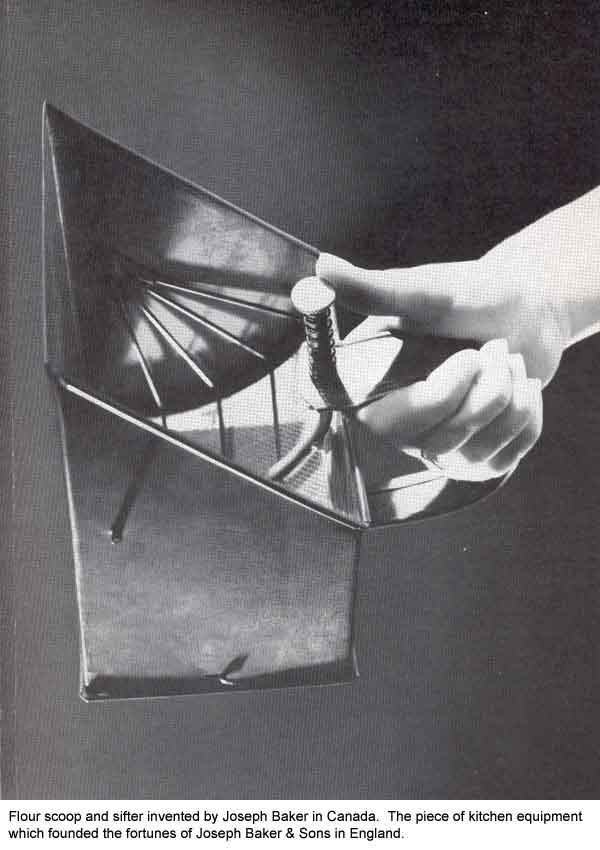 The
flour scoop/sifter was an undoubted success and the workshop in Trenton,
Ontario grew into a busy little factory. The sifters were made in different
sizes and with different attachments for handling other products –
jellies, catsup, and homemade wines - and for washing dried currents and
dried fruits. A prodigious order was received from a dealer in Newfoundland
that, they calculated, represented enough devices to last Newfoundland
for a hundred years!
The
flour scoop/sifter was an undoubted success and the workshop in Trenton,
Ontario grew into a busy little factory. The sifters were made in different
sizes and with different attachments for handling other products –
jellies, catsup, and homemade wines - and for washing dried currents and
dried fruits. A prodigious order was received from a dealer in Newfoundland
that, they calculated, represented enough devices to last Newfoundland
for a hundred years!
In 1876, following the threat of a lawsuit for patent infringement by two Americans, Joseph Baker planned a trip to England with his son, Joseph Allen Baker, to test the market for his product in the ‘Old Country’. On his father’s return, Joseph Allen was left to attempt to sell the sifter and travelled to Scotland, where he not only took many orders but also met his future wife, Elizabeth Balmer Moscrip.
INSERT – Photographs of some of the characters
Early the following year, he cabled an order for 2,000 sifters and asked that his brother William be allowed to come over to help. An office was opened in Liverpool and, by the middle of the year, wrote home to suggest that he would be able to sell ‘at least 100,000 and clear upwards of £30,000 above manufacturing costs and expenses’.
After the marriage of Joseph Allen and Elizabeth, they settled in London where they were joined by Joseph Baker and his wife and their two younger sons, George and Philip. A modest factory was opened in Tabernacle Walk (see also Before Westwood) and began trading as Joseph Baker & Son. The factory employed only half a dozen workmen – the coppersmith and two tinsmiths being important craftsmen in those early days in the manufacture of food machinery, all iron surfaces having to be coated with tin to avoid being affected by salt or sugar.
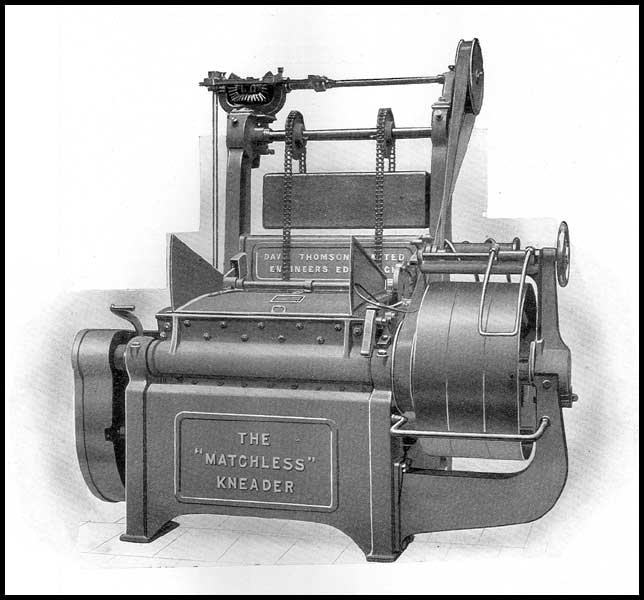
Joseph Baker, now in his middle fifties, continued to evolve other machines, particularly for the *biscuit industry, that he showed at the 1881 exhibition in the Agricultural Hall, Islington. Also, in the 1880’s, the company was an agent for Perkins’ steam ovens and for some of the peel-cutters and mixing and kneading machines made by the Edinburgh firm of David Thomson, of which more later. Soon, George, Joseph’s third son, who had inherited his father’s engineering genius, began to add his own ideas. Successful experiments were made with powered large-scale sifting and mixing machinery and they found that England offered an almost unlimited field for such equipment. J. Allen Baker visited many bake houses and was horrified by what he witnessed: "Night baking with intolerably long hours, the workers sleeping in their kneading-troughs, the kneading done with bare feet, no proper ventilation or sanitary arrangements, cockroaches, mice and sometimes even rats in untold numbers". He saw these things as being as dangerous to the public as they were to the workers and resolved to improve conditions by introducing machinery into the confectionery and baking industry. (*NOTE: See History of Baker Perkins in the Biscuit Business)
In 1881, increased business volume forced a move to more spacious premises in City Road. The company began to sell an increasing range of products connected with the food industry, issuing detailed catalogues at frequent intervals. The thirty-fourth edition had appeared by 1886, was said to look like a small pulpit bible and weighed five pounds. Anything that the food producer or grocer might need was on offer – including shop and bakery fittings, restaurant tables, a hand cart or bread van and even a Lancashire boiler! These products had a value beyond the modest profit derived from their sale, helping to bring in potential customers to their young, growing business. It was not long before they outgrew even these premises and, in 1890, moved to a three-acre site in Hythe Road, Willesden. (See also Before Westwood).
The Bakers in the Export Market
The Bakers were much more export minded than the management of Werner, Pfleiderer & Perkins and saw North America as a key market for their products and made their local headquarters in Brantford, Ontario. At that time there was no intention of establishing a new factory in Ontario and all machinery for sale in North America was imported from England. Every opportunity was made to exhibit equipment at exhibitions at both home and overseas and at the 1889 International Exhibition in Paris, they had their own Boulangerie Anglaise, described as ‘the most complete exhibit of modern bread, cake and biscuit making machinery, and continuous baking ovens, in the world’.
Developing the Australian Market
Following the successful exhibition of bakery machinery in Melbourne, Australia in 1889, the Bakers opened an office there. (For a history of this development, see History of Baker Perkins in Australasia). A variety of equipment was exported from Willesden ranging from chocolate-making machinery and travelling ovens to refrigerating equipment and gas plant for lighting and heating. Philip Baker and Walter Leitch ran the new office until Philip Baker returned to England on the death of his father. Walter Leitch was appointed manager and went on to become one of the outstanding citizens of Melbourne. The Bakers exhibited in New Zealand for the first time in 1890.
In contrast, the Perkins business had never been much interested in exporting but F.C. Ihlee had seen the possibilities of Australia as a market before World War One and in 1912 sent W.H. Lawrence to be a permanent representative in Sydney. He set up office next to the boardroom of the Master Bakers' Association and soon local bakers were calling in on him. The outbreak of war, after only two years of trading, cut off practically all of his supplies and, with the company name evoking similar hostile reaction in Australia as in England, F.C. Ihlee suggested that Lawrence should return home. However, Lawrence remained convinced of the opportunities and. In 1916, in spite of the war, he opened a second office in Melbourne – which he considered a more central situation.
In later years, the Australian business played its part as one of the three key resources of bakery equipment design and manufacture in the Baker Perkins Group’s strategy to serve the world’s bakery industry - the other two being Baker Perkins Ltd, Peterborough, England and Baker Perkins Inc. Saginaw, USA.
BREAD MAKING MACHINERY DEVELOPMENT
It is worth breaking into the story of how the two founding families of the Baker Perkins group developed in the bakery machinery business, to look at how the mechanisation of the bread making process evolved at around the beginning of the twentieth century.Bread Dough Mixing and Forming Equipment
Mention is made above of the major contribution that John Pointon and his father made to the development of bread dough dividing and moulding technology. While the Pointons were working on their new ideas, Joseph Baker & Sons were putting together their ‘Patent “New Process” Bread Making System’.Dough mixing machines were adaptations of the “Universal” mixer principle originally introduced into the UK by Paul Pfleiderer in 1873. Usually powered by belts from overhead line-shafts, in 1901 Joseph Baker & Sons was offering them coupled direct to an electric motor.
 |
WP&P - “Universal” Dough Mixer |
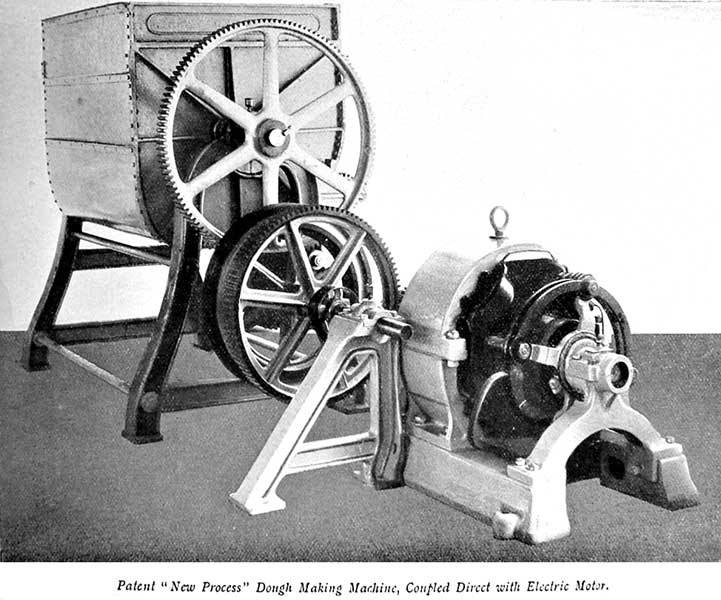 |
J. Baker & Sons Direct-Coupled Dough Mixer |
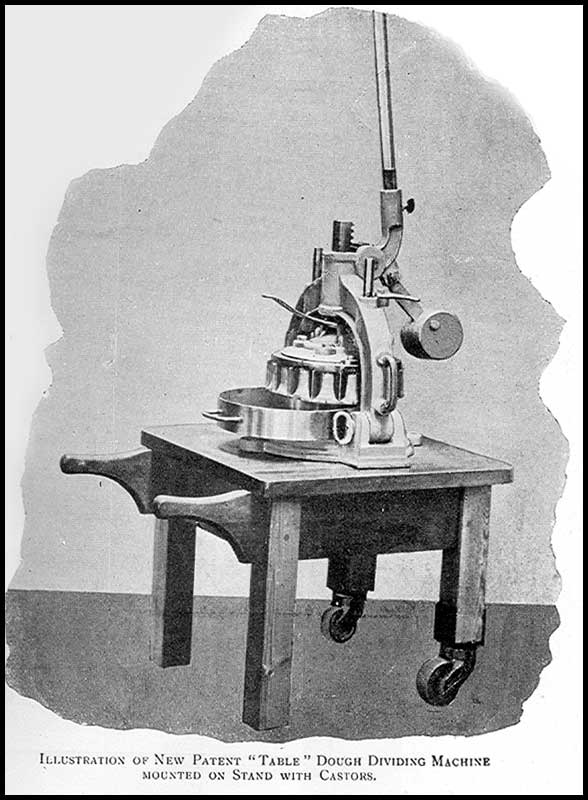
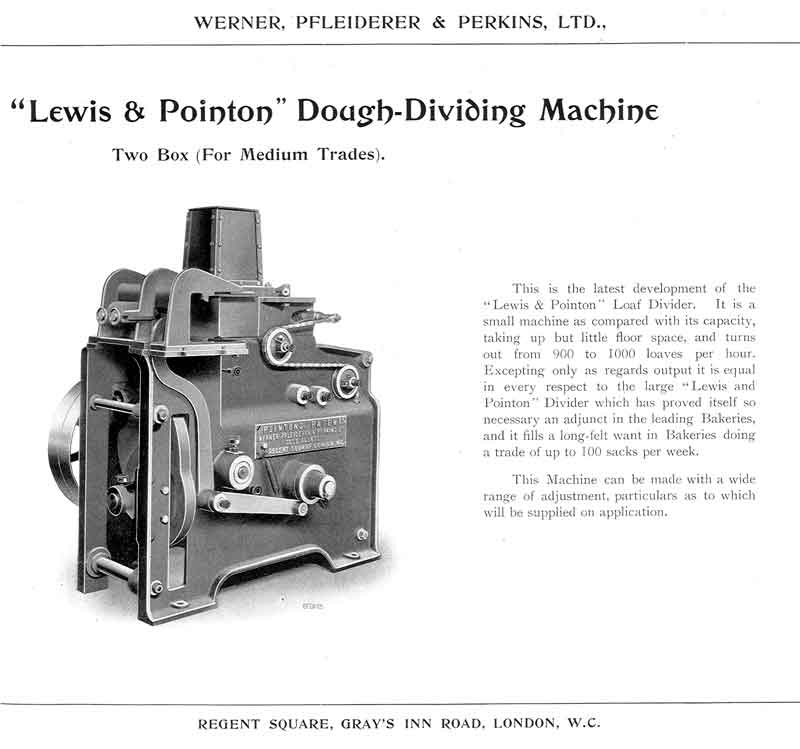
Comparison of the equipment available from Werner, Pfleiderer & Perkins with that from Joseph Baker &Sons at the time serves to illustrate the importance of John Pointon’s break through with his dough divider. Prior to the introduction of the “Century” Dough Dividing and Weighing Machine, Joseph Baker had been marketing the simple hand-operated dough dividing machines illustrated below.
 |
 |
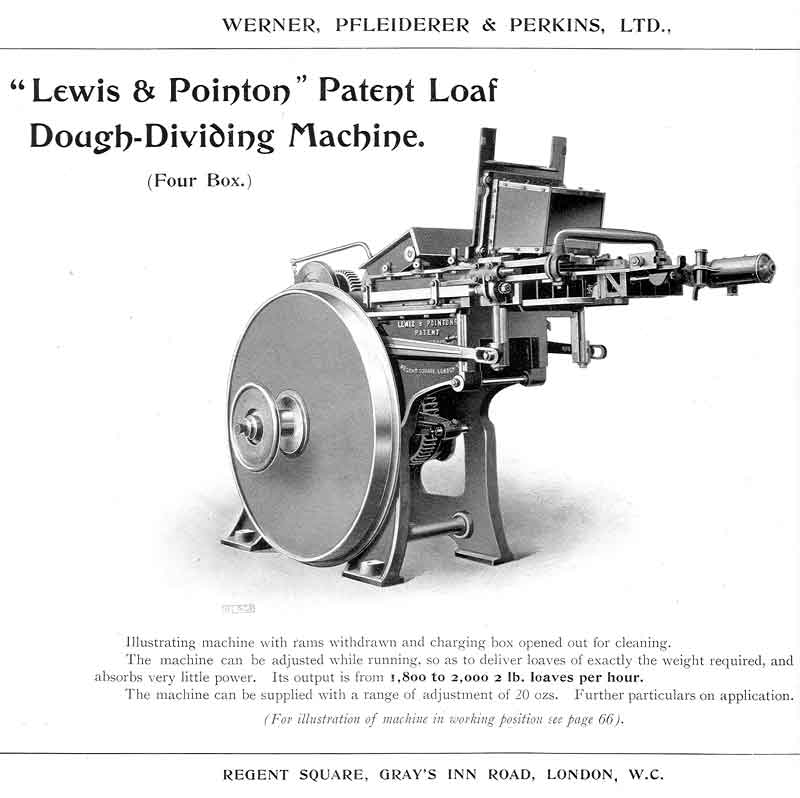 |
| Hand-operated Dough Dividing Machine | 1902 - Pointon Dough Dividers. | |
Joseph Baker’s 1901 sales catalogue shows the rest of his “New Process” bread making system:
 |
Flour handling/Mixing/Dough tub system |
 |
“Century” Dough Moulding Machine sold by J. Baker & Sons |
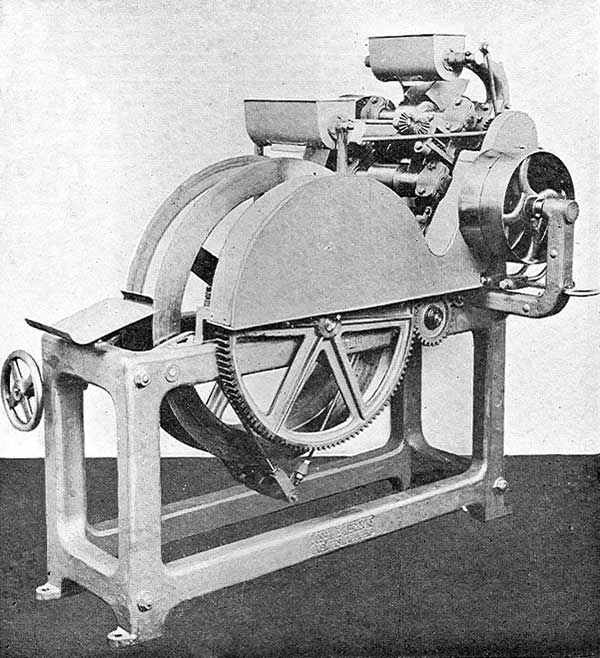
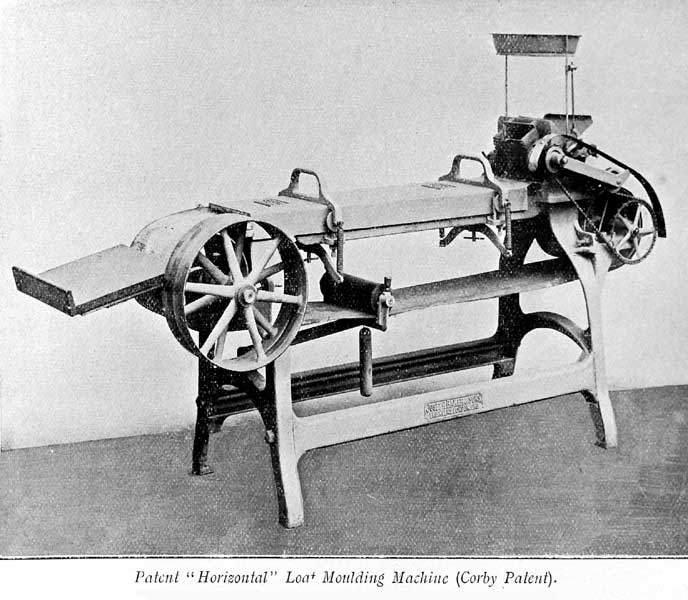 |
"Horizontal” dough-moulding machine |
John Pointon and John Callow
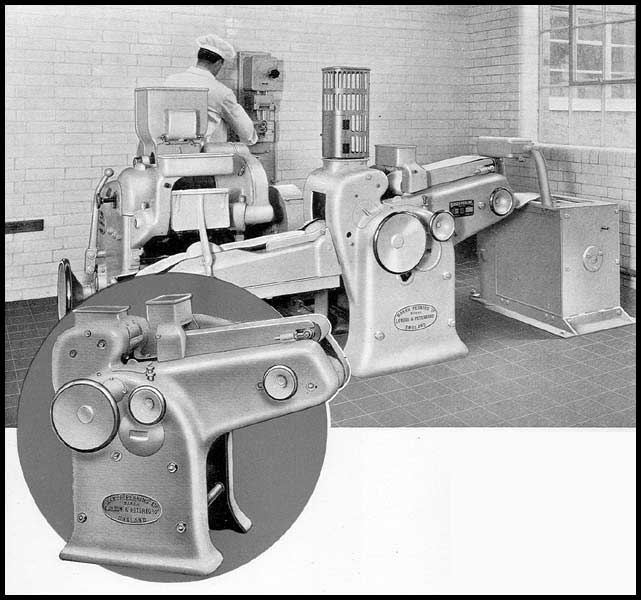
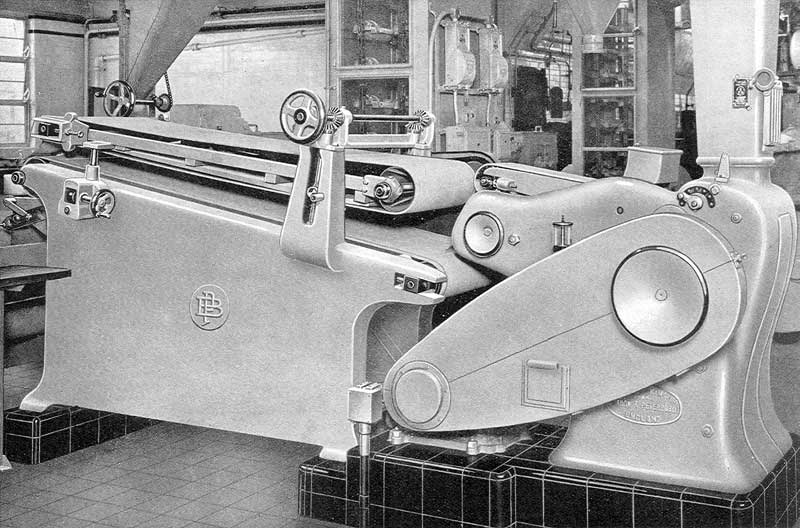
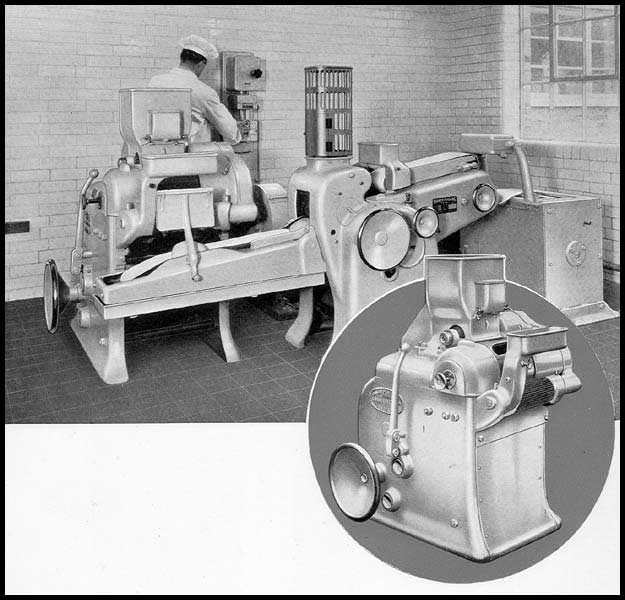
By 1903, the Pointons had designed a machine to mould dough for bread making that put the centre in a state of compression and the outer surface in tension. The development of a device to mechanise the rest period required by the dough to recover and rise following its battering by the kneading and moulding machines took much longer and resulted in a swinging tray prover. This formed the link between the ‘Universal’ mixer and kneader and the steam oven.
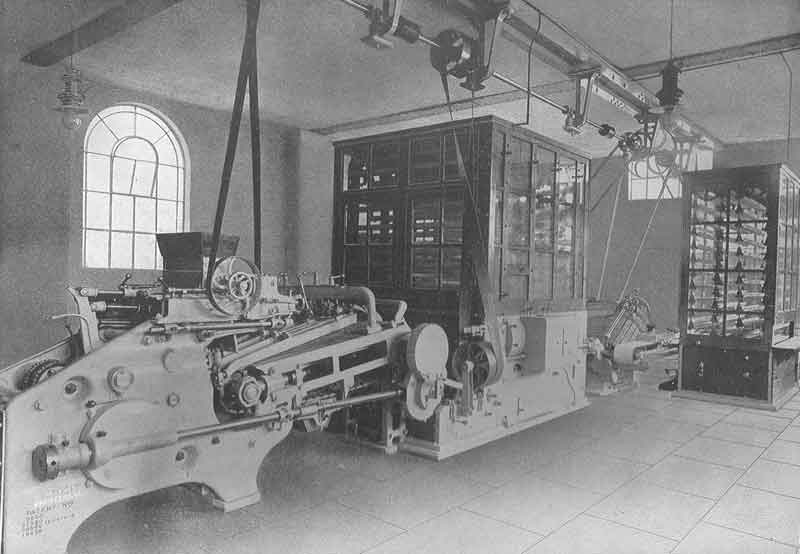 |
1919: Pointon Bread Plant |
 |
1919: Pointon Dough Divider |
 |
1919: Pointon Bread Moulding Machine |
The 1915 issue of Joseph Baker’s sales catalogue illustrates that they too had developed their range of dough handling machinery – in co-operation with John Callow. (See reference to patent infringement in WERNER, PFLEIDERER & PERKINS IN PETERBOROUGH below).
John Callow, a man who, like John Pointon, was driven to improving the lot of the baker in the second half of the 1800s by solving the problem of mechanising bread production, was a native of Laxey in the Isle of Man. After some experience of his trade in Douglas, he went toLiverpool in 1883 where he joined the famous firm of Messrs: George Lunt, Sons, & Co. Two years later he introduced the " straight dough" method, by means of which it became possible to abandon the process of fermenting and sponging which had been in operation for hundreds of years, and to perform in five hours what had previously occupied sixteen or eighteen, one immediate result being that bakers were enabled to spend the whole Sunday clear of work. Years later, after much experimentation, Mr. Callow was able to develop a process of automatic dough-dividing.
Some of this work was carried out in co-operation with Joseph Baker & Sons, whilst John Pointon continued his work with Werner Pfleiderer & Perkins. The application of the genius of both John Pointon and John Callow to solving this problem led to a period of intense cut-throat price competition between the two companies, during which the Baker company was accused on two occasions by F.C. Ihlee of patent infringement - the offending developments being a dough divider and dough moulder offered to the Bakers by their inventor, John Callow, and marketed under the name of Baker-Callow. The ramifications of this dispute were both prolonged and far-reaching (see "The Background to the Merger" and "Patent Infringements").
In 1908, John Callow joined Joseph Baker, Sons, & Perkins, Ltd., where he worked alongside John Pointon until his death in 1929.
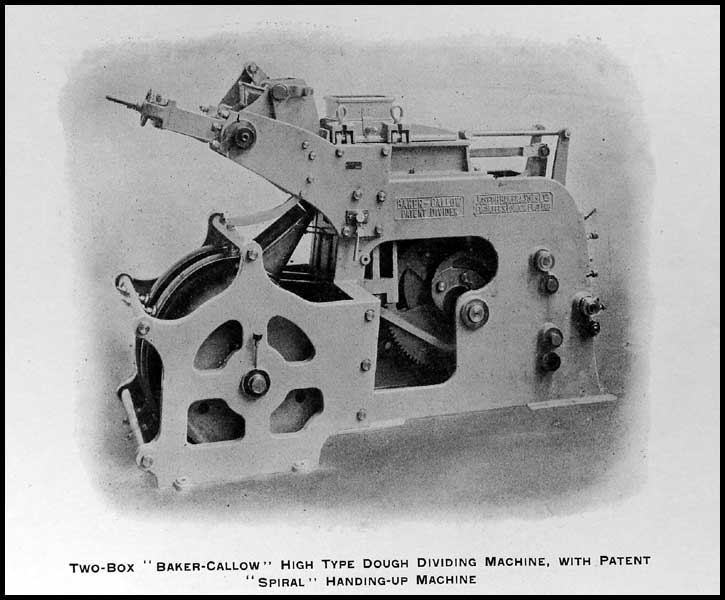 |
“Baker-Callow” Dough Dividing machine |
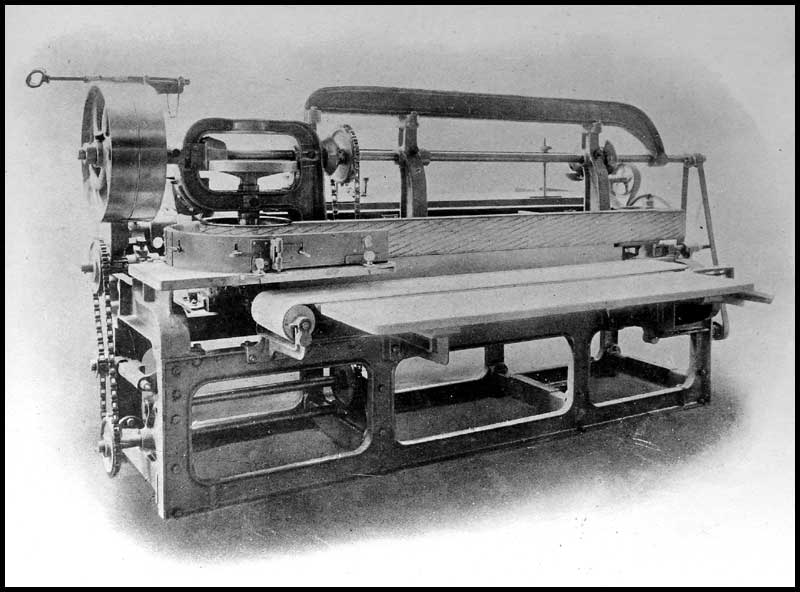 |
“Baker-Callow” Dough Moulding Machine |
With the merger of the two companies in 1919, both ranges of dough forming equipment were being offered in Joseph Baker Sons and Perkins Ltd’s catalogue.
Bread Oven Technology
Augustus Muir tells us:
"Over the long centuries, since mankind first began to bake bread in ovens, their basic design had changed very slowly. Bread baking had been largely domestic; and bakers' premises, where one could buy a loaf made from dough other than the customers' own, came surprisingly late on the scene. In the cities of Manchester and Glasgow, early last century, there was hardly a baker's shop to be found. The old brick oven, which baked the countryman's loaves, was heated by burning faggots inside it; the housewife then raked out the embers and 'scuffled' round a bundle of wet cloths on a pole before she pushed in her unbaked bread and clanged the metal door shut – glad, one may be sure, that the eye-smarting task was over. In the advances from this rustic simplicity, there seems to have been no satisfactory way of controlling the oven's temperature until the hot water method was devised".
In 1851, Angier Perkins, Jacob Perkins’ son, also applied his system of circulating water in a sealed system, heated up to a steam pressure of 2000 psi – see here to the heating of bakers' ovens. The involvement of Baker Perkins in the Baking industry can be traced back to this significant event. The reason behind this venture was a simple geographical one. A new bakery opened up next door to his premises in Francis Street, to the north of Regent Square, and the owner asked Angier, as an engineer, to install the necessary equipment. Angier expended nearly £700 in labour and materials, studied the problems of oven building, adapted some of his father's ideas and in 1851 took out a patent for a wrought-iron tubular system for circulating hot water in ovens.
Despite some difficulty in finding other customers, Angier Perkins decided to go ahead with this line of business and it paid its way without bringing in much profit. Most of the ovens were bought for baking bread for the army at home and overseas, more than seventy per cent of sales being to the military authorities. In these early days of oven manufacture, Perkins helped to feed more soldiers than civilians.
The Stopped-end Steam Tube
It was in 1865 that Angier Perkins’ son. Loftus Perkins. took out a most important patent – for what he called the "stopped-end steam tube". This invention transformed the baking of bread in ovens. Each tube was partially filled with distilled water and both its ends were hermetically sealed. Independent from one another, they traversed the whole length of the oven in two rows, one of which lay above the loaves and the other beneath the bread plate, all of them protruding slightly downward from the baking chamber into the furnace. Each tube was in effect an individual boiler, its upper part filled with high-pressure steam.
The Steam-Tube Peel Oven started as a competitor to the original side flue, solid fuel oven. Originally a single deck design, a two-deck version was soon introduced. The tubes were straight, the bottom row acting as fire bars, there being three rows of tubes for two-deck ovens. In all the ideas on bread oven design the emphasis had been on what was called “solid heat”, which was in effect radiated heat as opposed to convected heat, and led to brick oven construction. These Steam Tube ovens, though mainly of brick construction, were also built as portable ovens with all-metal cases.
At a later date, it was felt that more flexibility was required between the upper and lower deck and W. H. Beanes had the idea of bending the tubes so that they were more or less bunched in the furnace. In doing so, he was able to separate the furnaces for top and bottom decks and so achieve a considerable measure of separate chamber control. This concentration of tubes and separate furnaces was one of the most important advances in steam tube oven design. Up to this time, steam tube ovens were solid fuel fired. Use could now be made of oil and gas as fuel relatively easily and many ovens of this type were sold.
As Augustus Muir puts it:
"These ovens, with their steady heat that could bake batch after batch of loaves, cakes and pastries, were sold to some of the most important bakeries in the country – Nevill, the London Cake Company, the Golden Grain Bakeries, Huntley & Palmers, and to a large number of other customers. The Army installed them in barracks at home and overseas. Medals were won at exhibitions in London, Manchester, Paris and Philadelphia. In the years that followed, bakers' ovens based on the stopped-end steam tube principle were developed with the finest ingenuity and skill that could be brought to bear on them, and were to be among the chief products which in later years became the mainstay of Baker Perkins".
One shorter term result was that the manufacture of this oven gradually gained greater importance for A. M. Perkins & Son than the heating and ventilating business, although space heating continued as part of the company's business until late 1961 (See also The Heating and Ventilation Department).
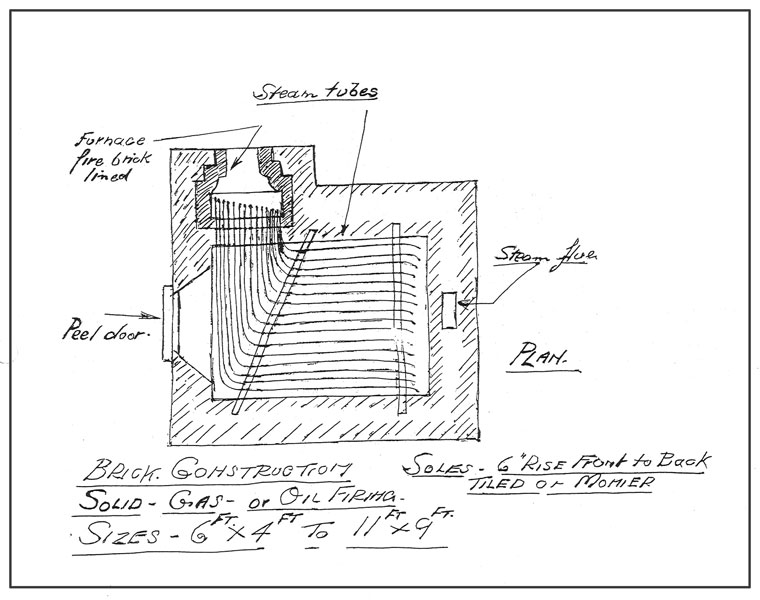 |
Sketch Plan of a Steam Tube Peel Oven showing the number of bends required in each oven tube. |
Oven tubes were made at first from iron strip with a longitudinal butt-welded seam. Inevitably, as each tube was then bent in several planes to suit the configuration of the oven and furnace, leaks did occur under pressure in operation leading to loss of water and burning-off of the tube in the furnace. It is perhaps surprising that it was not until just before WW1 that solid drawn steel tubes were used.
Steam Tube Ovens were manufactured at Westwood Works long after WW2. Derek Exton - ex-service engineer - joined Baker Perkins in March 1947 (he was not 16 in until May 1947) and claims to be the last apprentice to be trained on the Perkins High Pressure system. He recalls how the steam tubes were manufactured:
The Tube Shop was part of Peter Jackson's section and was situated between the Main Fitting Shop and the Steel Stores. It stretched from the Railway to the main road which separated the Main Factory from the Plate Shop. It was in two sections, the first being the Blacksmiths and their forges and the Tube Shop proper.
The profile of a Drawplate Peel Ovens was drawn on the floor with French Chalk. Tubes were cut to length with the Blacksmiths sealing over one end. Peter Jackson would then measure out the correct amount of distilled water for each tube. The other end was then sealed. Tubes were shaped to the profile chalked on the floor.
Baker Perkins did design and build a special machine to seal the tubes. The machine set the tubes at an angle and a chuck would clamp the tube. When the machine was switched on, the tube would rotate at very high speed - noise was horrendous. A friction tool (imported from Germany) was applied to the rotating tube until it became white hot and then forced round to seal the tube.
Gordon Hennis who worked in the Experimental Department recalled testing tubes for peel ovens. These would have been "stopped-end steam tubes" to Loftus Perkins' 1865 patent, (see History of A.M. Perkins & Son Ltd). The tubes were taken to the air-raid shelter near to the Pattern Shop, (See – Westwood Works in WW2 – Air Raid Shelters), thermocouples were placed along the length and one end placed in a gas burner before vacating the area very quickly. The tubes, on occasion, did blow up!
It is interesting to note that a "Google" through the Internet shows that many of the current producers of unit baking ovens have a "steam tube" oven in their range for which baking benefit claims are made exactly as were made by Loftus Perkins in his Patent of nearly 150 years ago.
Perkins’ main oven heating effort was with steam tubes and it had a very substantial business. They had for years collaborated on the design with their pre-war partners Werner & Pfleiderer of Germany, who also had a substantial business in steam tube oven installations.
Bailey-Baker Ovens
It had been thought that Perkins dominated the bread oven sphere but this was not the case. J. Baker & Sons owned the patent rights (approx. 1890) of the Bailey-Baker Hot Air System as applied to Peel and Vienna Ovens - and did a substantial business in them. In principle, these ovens heated a separate hot air duct system from a furnace chamber, thus eliminating the products of combustion from the baking chamber. Solid fuel was used - coal or coke. In the side flue oven, which held sway for many years, the fire (coal or wood) passed the products of combustion directly into the baking chamber. Despite this apparent advantage, the steam tube ovens finally won the competitive struggle as the Bailey- Baker ovens were very complicated, and therefore expensive to build.
At the same time as J. Baker & Sons was selling the Bailey-Baker oven (pre-WW1), attempts were made to enter the steam tube oven market, without much success, although they did supply a number of ovens, both peel and drawplate.
Claude Dumbleton joined Joseph Baker & Sons Ltd at Willesden in 1919, retiring from Baker Perkins as Technical Director in 1956. His treatise – “The Oven Game” is the definitive record of oven development at Baker Perkins and much of what follows is drawn from his work.
Peel Ovens
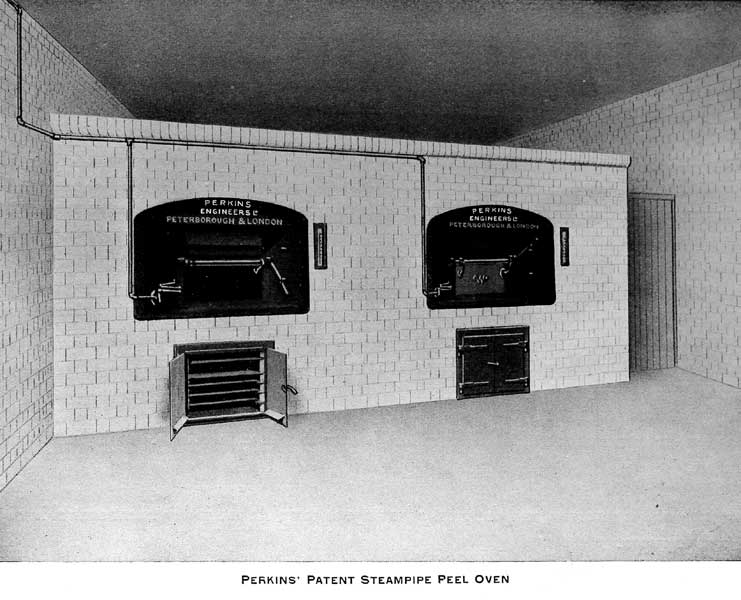 |
1919 Steampipe Peel Oven |
Drawplate Ovens
The Drawplate oven, as the name suggests, had a large steel plate as a baking hearth that could be withdrawn from the oven on wheels for loading and unloading.
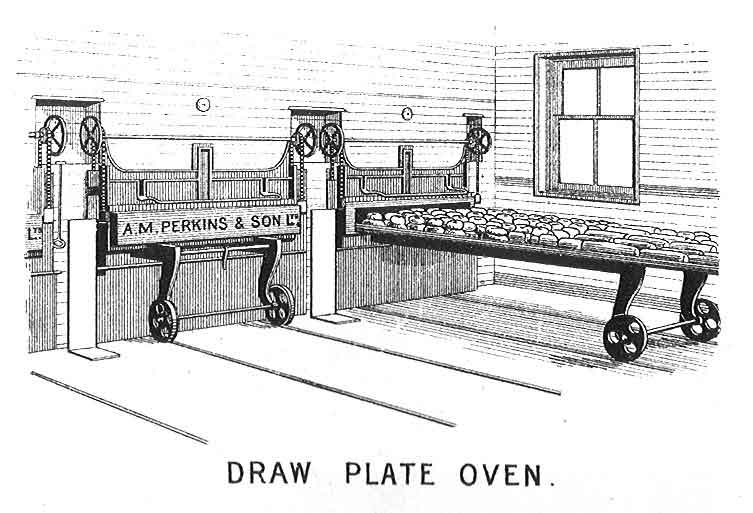 |
1892 Drawplate Oven |
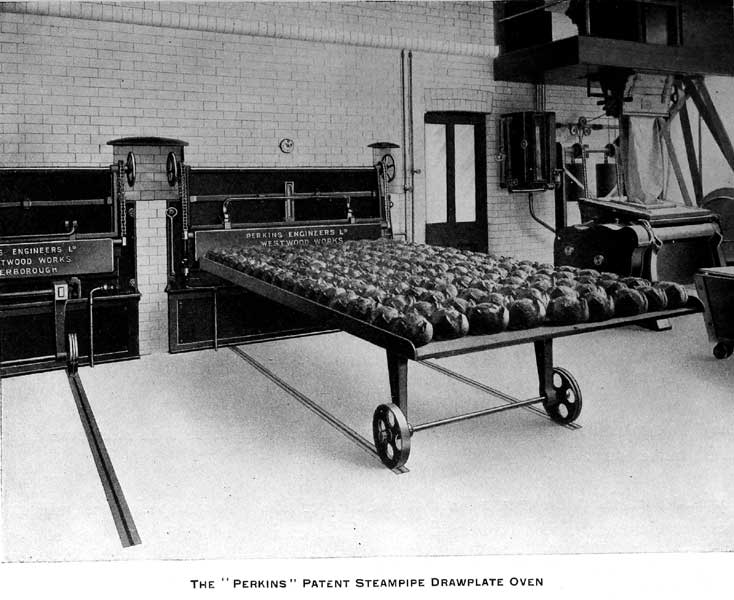 |
1919 Steampipe Drawplate Oven |
Development of this type of oven had begun by Werner & Pfleiderer, Germany before WW1. It was generally steam tube heated, solid fuel, gas or oil fired and built of brick in various sizes. The Drawplate had many advantages over the Peel Oven – it was more easily loaded and was more flexible in the products that it could bake. Popular in the UK, to a considerable extent in Germany and a little in France, it found some favour in South Africa, Australia and New Zealand.
Again, prior to WW1, David Thomson Ltd. of Edinburgh had developed a Drawplate oven with what was known as a circulating loop steam tube, as opposed to the stopped-end Perkins tube. The object of the loop tube was to even out the temperatures from back to front of the oven and obtain more even baking of products requiring long baking times or low temperatures, such as Scotch and Irish batch bread. Baker Perkins acquired David Thomson Ltd in 1922, the personnel and assets were absorbed into the company and David Thomson Ltd was liquidated in 1932.
The Development of the Travelling Bread Oven
The travelling oven – not to be confused with the ‘portable’ oven produced in great quantities by Perkins Engineers and, later Baker Perkins, in both world wars for feeding the troops in the field – was, essentially a conveyor belt passing through a long, heated tunnel. The conveyor could be steel plates on chains, grids on chains or a steel or wire mesh band.
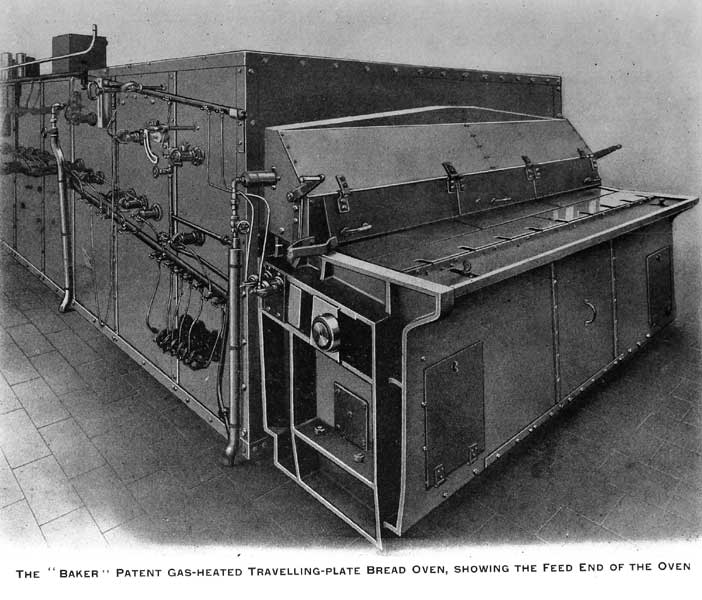 |
Gas-heated Travelling Plate Oven |
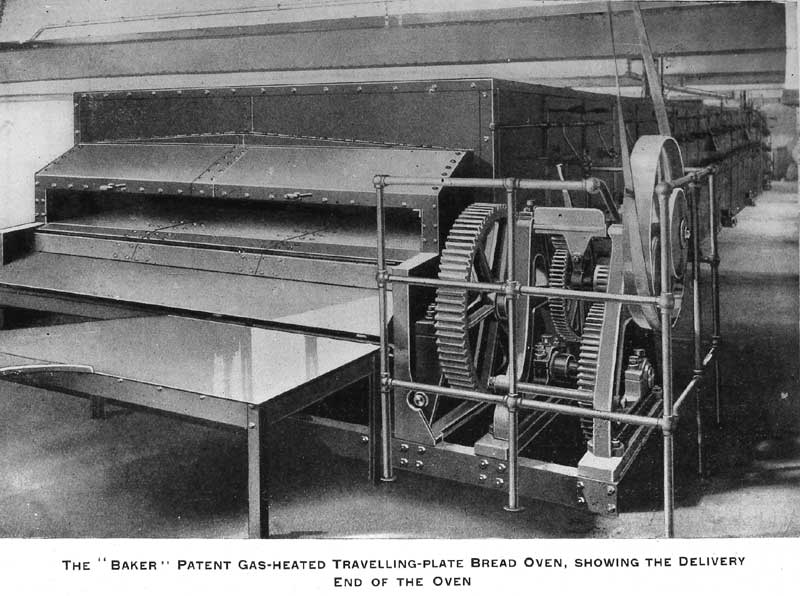 |
Drive end of the Travelling Plate Bread Oven (Health and Safety at Work act?) |
 |
Brick-built Travelling Plate Oven |
The Bakers had never specialised in bread ovens to the same extent as their smaller rivals, Werner, Pfleiderer & Perkins but they were pioneers in one important respect. Travelling ovens had been used for baking biscuits for some time but it was the Bakers of Willesden who proved that travelling ovens could also be used for baking bread. The first travelling plate oven for baking bread was sold to Harrison Brothers of Montreal in 1908 and visitors from all over the USA went to see it in operation. Fed by hand, the oven at only fifty feet long and small by modern day standards, delivered bread onto a conveyor from which it was stacked on cooling racks by hand. This application had been discussed by Joseph Edward Baker with Harrison Brothers during 1908 and it fell to his son, R.Elmer Baker, newly returned from training at Willesden, to complete the contract. (See also - History of Joseph Baker's Ltd, Brantford and here. It proved so successful that Harrisons installed another.
Many years later, Elmer Baker was to write:
"The travelling oven supplied to Harrison was revolutionary for the baking of bread, and visitors from all over the United States came to Montreal to see it in operation. It was fed by hand, and it delivered the bread on to a conveyor, from which it was stacked on cooling trays by hand. The oven looked enormous - for, although only fifty feet long (small by today's standards), it held much more bread than any stationary oven. The new oven proved so successful that Harrisons installed another one"..
In 1912, the Ward Baking Company of Chicago ordered a travelling oven for bread, together with a pre-oven unit so that the whole plant could be automatic. Recognising this as one of the greatest challenges put to the staff at Willesden, George Baker and his son Ralph devoted all their energies to the project and went over to Chicago to supervise its installation. There were significant teething troubles and the two Bakers were at the Ward factory for many months. That they succeeded in their task – aided by the persuasive Joseph Allen Baker, is demonstrated by the fact that the Ward directors ordered two more plants before the original installation was in satisfactory working order. Claude Dumbleton, a pupil of George Baker and later a director of Baker Perkins, is on record as saying – “ Electrical and pneumatic techniques for synchronisation and transfers are the only advantages which modern counterparts have over George Baker’s original design”.
Immediately following WW1, the amalgamation between J. Baker & Sons and Perkins Engineers, virtually spelled the end of J. Baker & Sons’ bread oven development. However, a last venture was made with Perkins Engineers to design and construct an all metal 75ft x 9ft direct gas fired travelling plate bread oven of which about a dozen were built. Around 1918 to 1920, Perkins Engineers installed one or two brick-built plate ovens but the design was not pursued.
Long Serving Bread Ovens
It is worth digressing at this point to look at some ovens that have had surprisingly long working lives. It is not claimed that these examples are the oldest still in daily production - an exercise is underway to confirm this - but for any machine to be in constant use for well over 100 years is rather amazing. (See also here).
INDEX:
- The first example is from Ireland
- The second oven was found in Australia
- More old A.M. Perkins ovens in England
- Is this the last David Thomson oven in England
- A Cook's Matchless Drawplate oven in Northern Ireland
- A Brick Oven in Canada

In the heart of Ireland, just outside the town of Roscrea near Tipperary, lies Mount St Joseph's Cistercian Abbey, a beautiful building of local grey limestone on the traditional monastic plan. Founded in 1878 by a group of 32 monks from Mount Melleray, Co. Waterford, the property was acquired for the monks by Count Arthur Moore, M.P. for Tipperary, and given to them for a third of the purchase price. The church was opened for worship in 1883.
 |
The Monastery Bakery |
 |
Brother John on left - Brother Oliver on right |
 |
A new batch ready for the oven |
Thirteen years after the monastery was founded, A.M. Perkins & Son Ltd. installed one of its turf fired Patent Steam Ovens. One hundred and thirteen years later, that oven is still in daily use. Two monks - Brother John (77) and Brother Oliver (82) - have worked in the monastery bakery for some forty years. Brother Oliver tends the fire every morning before the prayer of vigils at 4.00 am. Brother John, like any good artisan, is very proud of the tools of his trade and having spent his working life feeding his Perkins Oven, is particularly attached to same! Both Brothers are still very hale and hearty, making a half batch of loaves daily meeting the needs of monastery and guest house. Brother John is anxious to know whether his oven is the oldest still in daily use - an investigation is in progress.
When the College opened in 1905 there were four bakers making bread for the 300 boys at the College and approximately 100 monks. This required around seventy 3lb loaves (Coburg type) per day - more on Saturday to allow them a day off on Sundays. The oven capacity dictated that the loaves were baked in three batches. The monks also used to bake Barm Bracks (an Irish fruit loaf), rolls and, sometimes, Christmas cakes.
It is understood that their sister community in Mount Melleray, Co Waterford used a similar Perkins oven - but a drawplate version - however, it is no longer in use.
 |
 |
 |
| Brother Oliver with baking book | Baking gude book | Today's white Coburgs |
Today, the Coburg loaves are made to a simple recipe of flour, water, yeast and salt. The flour, including stone-ground wholemeal, used to be supplied by the monasteries own mill. This has since been sold off. They have always made a mixture of white and wholemeal loaves - the small daily volumes now mean they make each on alternate days. Brother John's 40 -year experience of using this oven is supplemented when necessary by reference to a 1934 publication - "Modern Baker, Confectioner and Caterer" by John Kirkland.
 |
 |
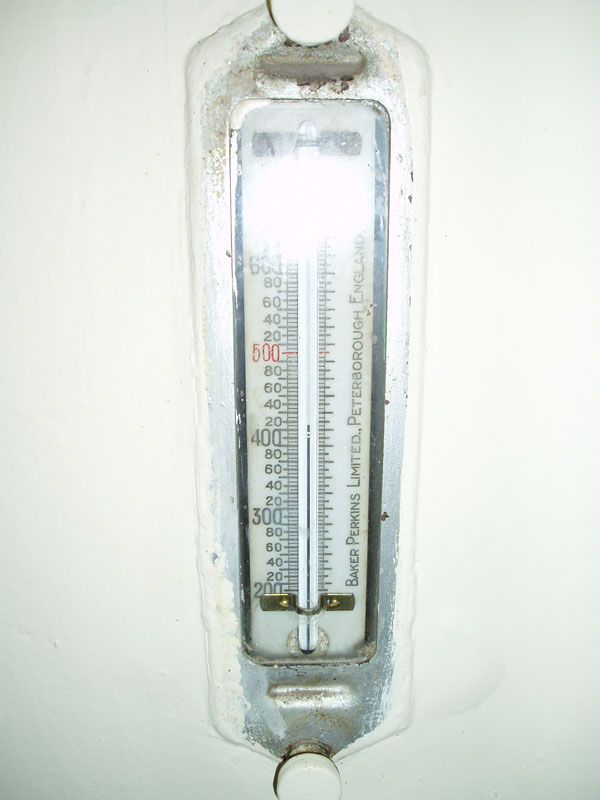 |
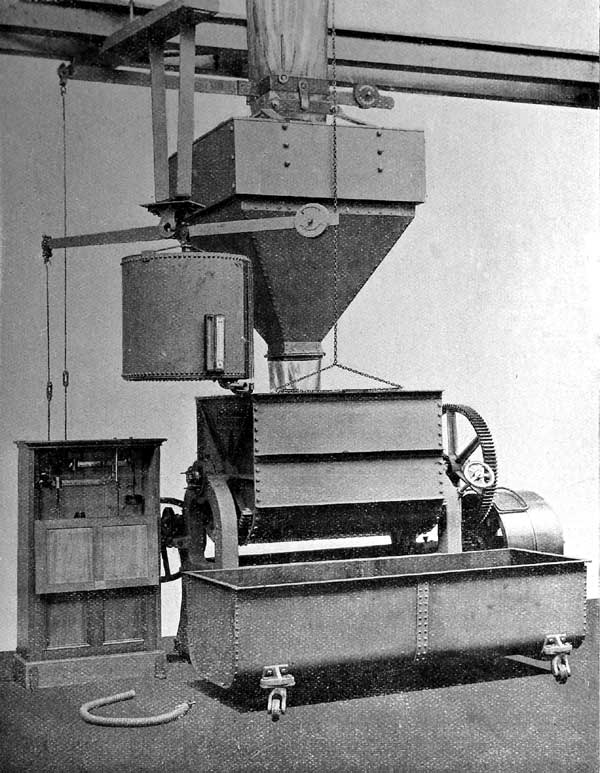
| Mixer | Temp Gauge on Oven (not in use) | Current Oven Temp. Gauge |
Dough is mixed in a belt and drum driven, open mixer. It is then tipped onto a table to rest for 60 to 90 minutes depending on yeast level (this used to be done in a large, wheeled wooden trough that is still there), then knocked back, hand divided and hand shaped. Following a further 40 minute proof the dough is loaded onto the oven plate using traditional wooden peels. The Coburg loaves are baked at 500 degrees F (believed to be the oven’s maximum rated temperature) for up to an hour, Barm Bracks at 400 degrees and cakes were baked at lower temperature while the oven was cooling down.There used to be a large ornate wall-mounted thermometer to give oven temperature read-out, but this was broken by an over-enthusiastic brother wielding a peel, so now the smaller thermometer pictured is used (the door mounted round dial was a temporary solution that doesn’t really work!).
 |
 |
|
| Furnace door LH and fuel pile | Fuel pile - peat and new briquettes |
The oven fire is damped in the evening, but left glowing. In the past Brother Oliver rose at 2.00am to stoke the fire, but this has now slipped to 4.00am with the lower demand for bread! Mixing starts at 8.00am and baking at around 10.00am.
The fuel is local turf/peat which can be problematic during the winter when the fuel tends to be damp. Approximately 1 tonne of fuel is used each week. More recently this has been supplemented by briquettes (which the bakers consider could have contributed to the cracked steam tube, if the furnace reaches higher temperatures as a result?).
 |
 |
| Ash removal flap (middle) | Ash removal flap (right hand side) |
The oven deck is scraped clean weekly to remove crumbs, using the peels. The ashes are emptied twice a week. The only maintenance carried out over the years, other than thermometer replacement, is the addition of an aluminium ‘skirting’ along the back of the baking chamber where the surface of the brick wall had begun to break up a little.
 |
 |
| Steam Tubes LH furnace end | Steam Tubes RH high end |
The oven at Mount St Joseph's Abbey is a single deck Steam Tube peel oven, turf fired, with two furnaces at the left hand side. Two sets of steam tubes - one in the roof of the oven, the other beneath the sole plate - run from right to left across the oven before being bent down to enter the relevant furnace.
 |
 |
 |
 |
| Furnace side room to left of oven door | Furnace door | Furnace door | Main damper |
The furnace doors are accessed through a narrow side room to the left of the baking chamber peel door. Below these are three hatches for ash removal. Above them and centrally is the main damper - a simple sliding device with a straight handle. Two cavities exist just above the furnace doors where side dampers were once situated.
Despite the difficulties created by the bursting of at least one of the steam tubes, Brother John is still able to manage the oven heat obtainable and continues to bake acceptable loaves on a daily basis. Considering that the oven has had little or no maintenance for at least 40 years, its reliability is amazing and a tribute to Loftus Perkins and his revolutionary steam-tube.
If the installation date of the Irish oven is not in doubt, that of the Australian oven is something of a mystery.
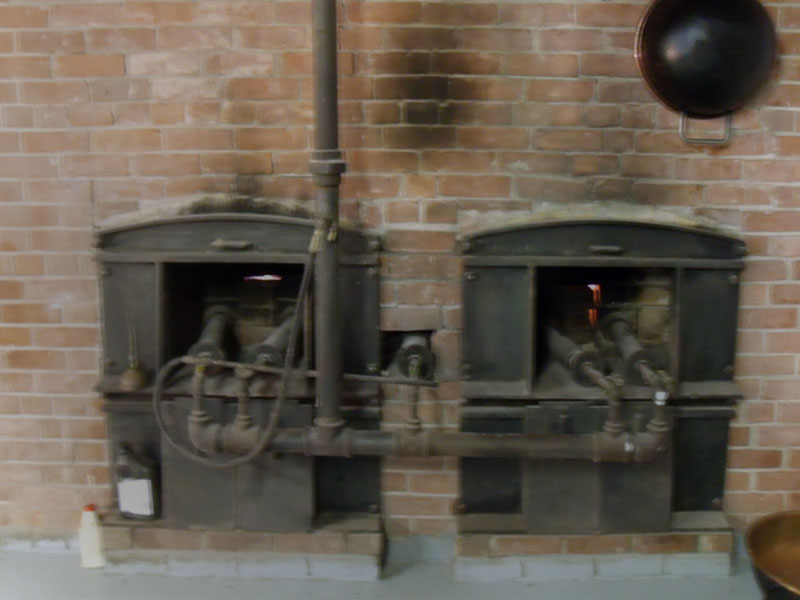
In early 2009, a lady living in a small gold rush town in NE Victoria (Australia) began renovating an old property consisting of a couple of old cottages (which have been joined into one building) and a bakery with oven still intact and in working condition. The oven has markings on it for J Baker and Sons, Melbourne. Eldorado had been a large goldrush town in its time (1851 to 1860), with a population of tens of thousands and now there are still several hundred people living in the reforested hills and surrounding area. It is thought that the people who built the original bakery emigrated from the UK to Adelaide before heading up to Eldorado in around 1860 to build the bakery, when Eldorado had begun to settle down as a tin mining town.
Clearly, although Joseph Baker & Sons must have sold equipment into Australia before the 1889 Exhibition it could not have sold this oven in 1860 as Joseph Baker & Sons did not become established in England until the move of Joseph Baker and his family from Canada in 1878.
It is assumed that the oven would have been imported and then carried up to Eldorado by ox cart from Melbourne. It is known that the oven has been used as little as 5 years ago although the bakery closed for business around 1950. There are very few records in the area as much was lost in the various fires and floods that have befallen the town over the many years.There are many local bakers who are desperate to have a go at baking in it and a local college want to make use of the oven as part of their training course for local bakers apprentices (as a comparison with modern wood fired ovens).
There is still the problem of confirming when the oven was built. In the absence of any relevant Customer History Cards - a little bit of history:
Joseph Baker & Sons had always been interested in exporting. "In 1889 they also exhibited machinery in Melbourne, Australia, with such success that it was decided to open an office there. A variety of equipment was exported from Willesden ranging from chocolate-making machinery and travelling ovens to refrigerating equipment and gas plant for lighting and heating". However, the oven ironwork carries the name - Joseph Baker & Sons, MELBOURNE - perhaps surprising as one might have expected it to say something like - "Joseph Baker & Sons , Willesden and Melbourne". Indeed, the mention of Melbourne at all comes as a surprise. The Melbourne office was not opened until 1890 and " J. Baker & Sons, Melbourne" suggests that the oven iron work was manufactured in Australia rather than being shipped from England. As it would have taken the new Melbourne office some time to get organised enough to manufacture parts locally, it is possible that the oven was not made until after the turn of the century. However, all this can only be conjecture but , regardless of the above, the oven is still likely to have been baking bread for more than 100 years.
 |
 |
 |
 |
The photographs show that the oven is integral to the building. It is not known if an earlier oven was installed just after the family moved to Eldorado but we are told that the house itself doesn't show signs of a re-build. The configuration of the oven does appear to be somewhat non-standard. It is fired from the side and the oven is about the same size again as the bakery room. The oven is brick built and topped with a thick layer of river sand for insulation.
It is possible that the oven was built to suit the location - and the original baker's personal requirements - from a 'kit of parts' that was featured in Joseph Baker & Sons' catalogue of the period.
 |
Kit of parts for an oven. |
This is how the oven might have looked when first installed.. Customers could have almost any size and configuration they wished.
 |
 |
 |
 |
 |
 |
We have heard from someone who is negotiating the purchase of The Old Bakery in Headbourne Worthy, Winchester, which dates back to c1590. Two very old A.M. Perkins Peel ovens still exist in the Bakery but it is not known when they last baked bread. We can be certain that they were not installed at the time that the Bakery was built as A.M. Perkins did not begin to manufacture baking ovens until 1851. The brand - "A.M. Perkins" was used up until 1893 when the amalgamation with Werner & Pfleiderer occurred. One of the photos shows the W-P-P logo which might suggest that it was installed after that date.
[NOTE: The new owners have found some old deeds and paperwork suggesting that a Mr George Lewington (believed to be a baker), lived in the house around 1890 and probably purchased the ovens from A.M. Perkins Ltd around the time (1893) of its merger with Werner & Pfleiderer. Unfortunately, the new owners also confirm that all that remains of the ovens are the front doors].
 Another
for our collection of old ovens, this one is in Fakenham, Norfolk in
a bakery - the town's oldest family business - that has recently
closed its doors after being in the same family for about 140 years.
The oven was installed in around 1910 by Thomson
of Edinburgh with a peel top oven and drawplate lower
deck. It is thought to be the last one left in England.
Another
for our collection of old ovens, this one is in Fakenham, Norfolk in
a bakery - the town's oldest family business - that has recently
closed its doors after being in the same family for about 140 years.
The oven was installed in around 1910 by Thomson
of Edinburgh with a peel top oven and drawplate lower
deck. It is thought to be the last one left in England.
The H & J Moore bakery was opened in 1866 by Henry Moore, who had previously worked as a baker in Tittleshall, a village six miles south of Fakenham. It is now run by his great-grandson, Harry Moore, 54, and his half-brother, David Boley, 66, who have both worked in the bakery since leaving school. Henry Moore never retired and continued working in the bakery until he was 96, shortly before he died in 2002. Mr Boley said: “We use a Thompson of Edinburgh oven. I believe we are the only bakery in Britain to still be using an oven like this, and it’s not as efficient as modern ovens. But the sort we would need would cost between £17,000 and £20,000 and it just seems like the right time for us to move on".
During the First World War the bakery would be in use 24 hours a day, with the Moore family running the business during the day time and the army taking it over at night and baking bread for some two hundred soldiers of an army horse unit used to break horses,stationed in tents in a large field nearby. (For more information on feeding the troops in WW1 see here).
 A Cook's/David Thomson oven in Crossmaglen
N.I.
A Cook's/David Thomson oven in Crossmaglen
N.I.
The kindness of people out there whom we have never met and, as far as we know have never worked for Baker Perkins, continues to amaze us. Frank Hay, a member of the Queensferry (Edinburgh) History Group, was on holiday in Crossmaglen, N.I. recently and dropped into McNamee's Bakery for a cup of coffee. Prominently retained in the cafe as a decoration was the beautifully preserved front end of a Cook's Matchless (David Thomson, Edinburgh) drawplate oven and Frank took the time to send us some photographs.
The David Thomson business was started in 1870, later a factory site was purchased in Slateford Road, Edinburgh and William Cook & Sons was purchased just before WW1. Severe financial problems were experienced after the War and it was bought in 1922 by Joseph Baker & Sons and Perkins Ltd - a precursor of Baker Perkins. The human assets of the business (and later part of the plant) were moved to Peterborough and the premises sold to Garfield Weston, later chairman of Allied Bakeries, who began his first venture in the UK, in the Slateford Road factory. The David Thomson business was liquidated in 1932.
We understand that the McNamee's Bakery business was started in 1939, seven years after the David Thomson company was liquidated. We are attempting to discover more about the working life of this oven.
We were contacted recently by a baker in Canada who is refurbishing a brick oven, originally installed in 1920, seeking a supplier of stopped-end steam tubes. The oven was built by "The Brantford Oven and Rack Company". When we first saw the photo of the oven's maker's plate it was thought there might have been some connection between the oven and Baker Perkins, Canada, and the Brantford area in particular, is the birth place of one of our founders (see HERE).
A few minutes spent "Googling" on the Internet soon confirmed that "The Brantford Oven and Rack Company" did exist in Brantford but ceased trading in 1964.It also confirmed that the company was in the business of supplying all the ironwork necessary to turn a pile of bricks into a working oven.( An example of a kit of parts for an oven offered by Joseph Baker & Sons, is shown at the end of the section entitled -"The second oven was found in Australia" above.) Does this suggest that the smaller, local company beat the larger, international business to the order for this oven?
 |
 |
 |
 |
 |
 |
 |
 |
Bread Slicing and Wrapping Machinery
“The best thing since sliced bread”
The man that set the target to be met by other inventors was Otto Rohwedder, an American of German extraction living in Iowa and originally a jeweller, who began work in 1912 on a bread slicing machine. The machine worked well enough but after many setbacks, filed a patent on a machine that both sliced bread and wrapped it to keep the moisture in. His difficulties were not confined to mechanical matters however; it took another 15 years for his machine to become accepted by bakers.
Rohwedder’s machine was first exhibited at an American Trade Fair
in 1928. In the same year, the Continental Bakery of New York introduced
Wonder Bread – an unsliced loaf wrapped in waxed paper to conserve
moisture. This gave the impetus for bakeries to adopt Rohwedder’s
invention. Sliced bread appeared in Britain under the Wonder Bread label
in 1930. By 1933 around 80% of bread sold in the US was pre-sliced and
wrapped. Americans loved it and it is thought that the expression "the
best thing since sliced bread" was coined at around this time. Rohwedder
was not alone in developing a bread-wrapping machine. In September 1920,
Joseph Baker Sons & Perkins had taken over the British business of
Savy Jeanjean, Paris, (see History of
Baker Perkins in the Packaging Business). It was through this trading
agreement that Baker Perkins also became agents for the Sevigne bread-wrapping
machines – a product of the National Bread Wrapping Company, USA.
Baker–Sevigne bread wrapping machine
In 1929, Baker Perkins Inc. bought a 60% share in the National Bread Wrapping Company of America and the Package Machinery Company of Springfield, Massachusetts held a minority (40%) share. At about the same time, Baker Perkins had suggested to the Package Machinery Company that it would be to their mutual advantage if Baker Perkins were appointed selling agents for Package machines in Britain. Thus, Forgrove, of which Baker Perkins had acquired around one-third of the equity, were also able to enter into a reciprocal trade agreement with Package.
The National Bread Wrapping Company's bread-wrapping machines were considered to be the best on the American market but, unfortunately soon afterwards, a competitor designed a machine that could wrap sliced bread the sales of which soon beat those of the National Bread Wrapping Co's machine. Despite this setback, the National Bread Wrapping Co. continued to develop new products and the designs for their 'National' wrapping machine were passed on to Forgrove in 1949.
In 1939, arrangements had been made between the Forgrove Machinery Co. Ltd and Baker Perkins for the design and production of a Bread Wrapping and slicing unit and one had been produced before the War. The Forgrove slicer was retained but the company’s wrapping machine was discarded in favour of the “National” machine.
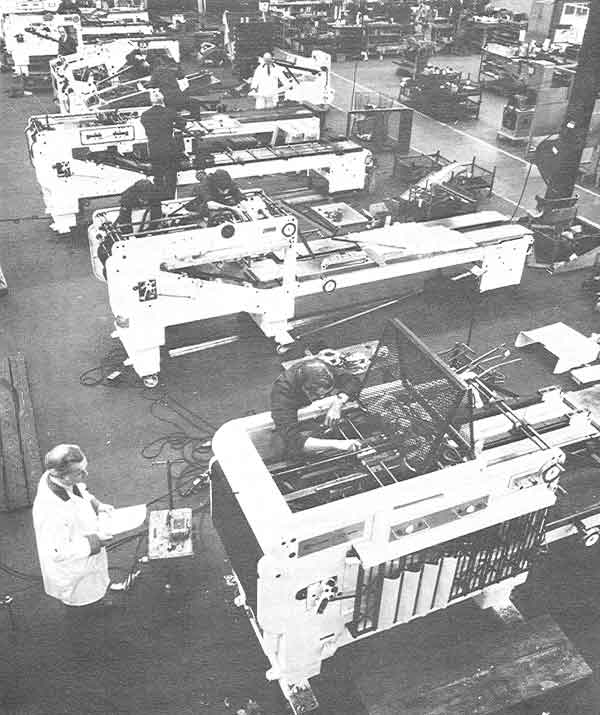
With Forgrove Machinery Co. Ltd’s introduction of the BW5 bread wrapper in 1949 - a National Bread Wrapping Machine Company design, (see History of the National Bread Wrapping Co) - it quickly became an industry standard. By the time that it was superseded, thirty years later in 1979, over 2,300 machines had been sold worldwide and it was in use in over 40 countries wrapping hundreds of varieties of bread. Its successor, the Rose Forgrove RF300 could handle the same wide variety of bread at speeds up to 55 loaves a minute. Automatic feeding from a Rose Forgrove slicer was standard.
 |
Forgrove BW5 bread wrapper |
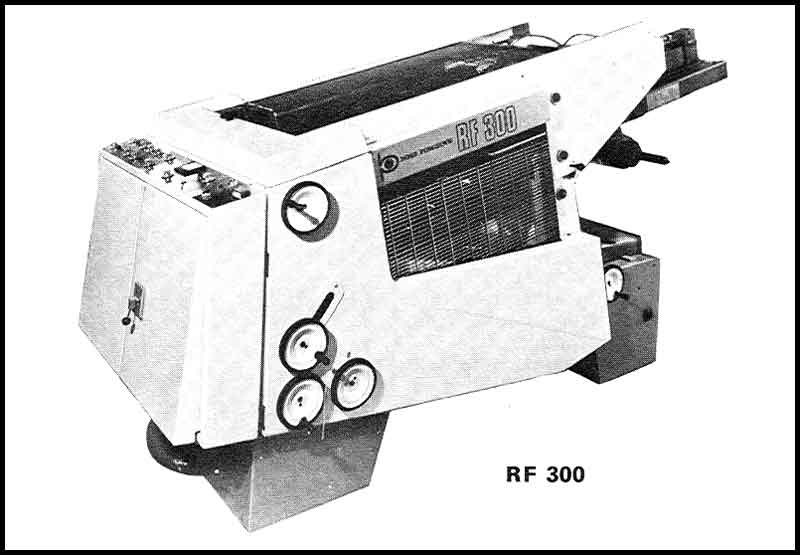 |
Rose Forgrove RF300 bread wrapper |
1950 saw the reintroduction of slicing and wrapping loaves that was prohibited during World War II as an economy measure.
(Forgrove produced its 2,500th 'National' BW wrapping machine from its Seacroft factory in 1965. The machine, with its self-measuring paper feed, became an important product, more than a thousand being sold in nearly thirty countries, wrapping not only loaves of bread but also other food and non-food products).
New Zealand was the first country to request a bread slicing frame for a Forgrove reciprocating slicer to give two thicknesses of slice in one loaf, The object was to provide some thick slices for toast and the remainder of a thickness suitable for the thin sandwiches used in New Zealand. This also produced a sliced loaf that could not be produced an band slicers offered by competitors.
Memories of a Customer
At the beginning of the 20th century, Charles Green was the manager of the three Royal Arsenal Co-operative Society bakeries in London at Woolwich, Brixton and Brockley. Charles was also the maternal grandfather of Jim Deboo, well known for his important role in the development of the Baker Perkins Apprenticeship Scheme. In a letter dated 25/10/1958, Charles describes his experiences with equipment supplied by both Werner Pfleiderer & Perkins and Joseph Baker & Sons. He recalls;
"My knowledge of Perkins goes back to 1896, when we installed two Perkins Drawplates at Stratford Co-op. I can also tell you Stratford bought No.1. Lewis & Pointon’s Dough Divider from the Bakers Exhibition in 1896 and when I left Stratford in 1916 to go to Dover for the Navy and Army Canteen Board it was still working at Stratford Bakery in Maryland Road. If I remember right, it was timed at 1200. My contact with Joseph Baker & Son commenced in 1906 when they built the New Bakery in Maryland Road. 8 Joseph Baker S.P. ovens and the 2 Perkins ovens transferred from the old Bakery plus 2 Double Decker Hot air ovens fired from the back for Confectionery. We also had 2 Baker dough mixers and 1 Werner’s. The old No.1. Lewis & Pointon’s divider was also put in as a standby and very handy it was. In starting up, we had heaps of troubles. I believe this was one of the first large bakeries Joseph Baker built. All the tubes in the ovens just fused, not exploded, as they should have done. You see, they could not get Lowmoor Iron and my Hot air ovens gave me a lot of trouble. The top ones were grand but the lower ones burnt bottom on all the stuff we put in over the furnace which was underneath.
I complained pretty strongly about it and my General Manager told me I did not know how to work them. Of course, I went off the deep end at that and at last, Bakers sent a man to me to see what could be done. I suggested taking out the tiles over the furnace and removing 3 or 4 inches of sand and filling in with slag wool, which as you know is a bad conductor of heat and this turned out to be successful. When I took over Royal Arsenal Co-op in 1919, we had 16 side flue coal ovens and 4 Melvin Drawplates and a Traveller oven in 1922. Derby Co-op installed an automatic plant. I went to Derby with several of our Committee and saw it at work and decided that it was what I needed at Woolwich and I got it. My plant was the first of its kind in the London area and I was a bit nervy when the push off got near. The Engineer who erected, advised me to write to Mr Aitchison of Gateshead as he had been going about 9 months. I did this, and Mr Aitchison replied with full instructions for which I was very grateful.
I visited Woolwich a few weeks ago and the old oven is still running well. Not bad from February 23rd 1923, which was the date we pushed off. When I took over Woolwich the output was 589 sacks for my first week. I worked it up to 1000 sacks and they had to transfer 200 sacks to one Brixton Bakery. I soon got it back to 1000 sacks again and so they built Brockley Bakery to ease me and again I got it up to a 1000 sacks when I left. I think you will agree with me that my success was largely mixed up with Baker Perkins"
WERNER, PFLEIDERER & PERKINS IN PETERBOROUGH
By now, Werner, Pfleiderer & Perkins were well established in their new factory at Westwood Works, Peterborough (See also How it Started and Outside Views) and 1913 saw a letter from Werner, Pfleiderer & Perkins to the Baker directors at Willesden accusing them of infringing certain Pointon patents. This was not for the first time as Bakers were already paying a 5% royalty to the Pointons on a dough divider and a dough moulder that had been offered to the Bakers by their inventor, John Callow, and marketed under the name of Baker-Callow. (See Bread Dough Mixing and Forming Equipment above).
Although Willesden had led in the development of automatic bread plant, WP&P had recently caught up and both were in fierce competition, cutting prices until little or no profit was left. F.C. Ihlee saw this latest infringement row as an excuse to talk to the Baker Board about the possibility of some form of closer co-operation between the two companies and it was agreed that a third party should carry out a valuation of the assets of the two companies. The result was such that it was decided to put off further talks until ‘more favourable weather’.
THE IMPACT OF WORLD WAR ONE
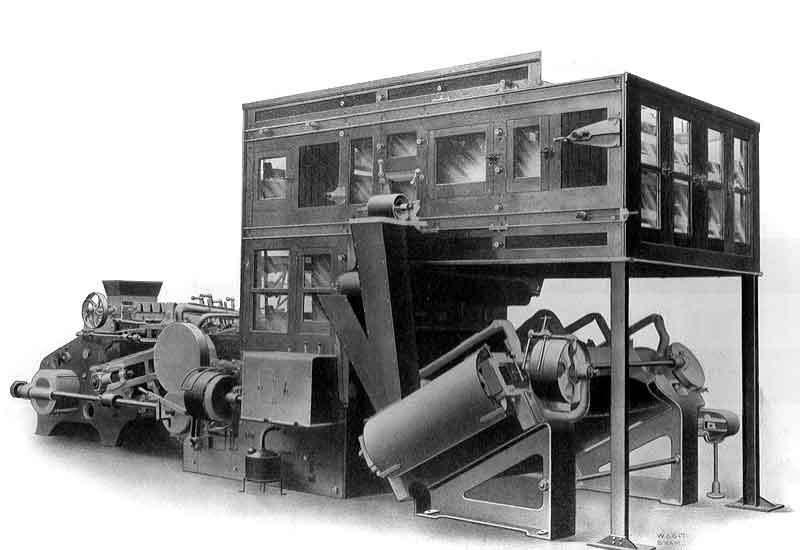
See also: The History of Perkins Engineers‘More favourable weather’ was not experienced for a number of years as World War 1 intervened. However, the conflict gave an un-expected opportunity for closer co-operation. Normal work was suspended at both Westwood and Willesden and both factories were turned over to war work. However, not many months after the outbreak of hostilities, the directors at Willesden (Bakers) had tried to persuade the War Office to undertake, on a big scale, the mechanical preparation of dough and baking of loaves to feed the troops on active service. E.H. Gilpin explained to War Office officials that the old field ovens used in every campaign for half a century and more were tying down men who ought to be fighting. But it seemed impossible to break down the good old military prejudice. When Gilpin got his foot in the door, it was not easily dislodged but it took a long time to find the right door. He had claimed that if large automatic bread-baking equipment were used, 20,000 men would be released for fighting. Gilpin was asked to set up a demonstration as soon as possible and, for speed, the Baker directors decided to invite Ihlee to come in: he jumped at the chance of collaboration.
The new plant, made partly at Willesden and partly at Peterborough, was ready in twelve weeks for the officials from Whitehall to inspect. A contract was drawn up between the War Office and Joseph Baker & Sons, and the Bakers entered into a sub-contract with Peterborough. The two firms divided the manufacture, Perkins being allotted the mixing machines, final moulders and draw-plate ovens, while the dividers, the first moulders and provers were turned out at Willesden. The complete unit was named the Baker Perkins Standard Army Bread Plant.

GERMAN STATIC FIELD BAKERY IN WW1
(A Baker Perkins "Standard Army Bread Plant" of WW1 would have appeared similar to this. Unfortunately we have been unable to locate a relevant image)
 |
Baker Perkins Standard Army Bread Plant nameplate |
Installations were made in England and at the base bakeries at Rouen and Boulogne. Eventually, the whole of the British Army on the Western Front was dependent on these bakeries for bread. The Americans in France became interested and soon Baker and Perkins were erecting for them, at Dijon, baking plant that turned out a million rations of bread per day. Herbert Kirman thus found himself in charge of all of the military bread plant on the Western front. After recovering from his wounds, Major Joseph S. Baker was appointed Inspector of all military baking equipment.
This coming together of the two firms in their war effort could not have been more propitious. If any single step could be called the crucial one in the union of the two firms, it was the request from the Baker board that Ihlee would collaborate in the Army bread plant.
THE MERGER – THE BIRTH OF BAKER PERKINS
See also:History of Joseph Baker Sons & Perkins Ltd
History of Perkins Engineers Ltd
History of Baker Perkins Ltd
In 1919, the two companies finally came together and reorganisation of both factories began. Willesden was to concentrate on machinery for biscuit and chocolate and sugar confectionery, Peterborough on machinery for the bakery and chemical industries.
The Acquisition of Saginaw
See also: The History of SaginawJust after the merger, an opportunity arose to purchase the Werner & Pfleiderer factory in Saginaw, Michigan. The full story of this can be found in The History of Saginaw. It had been clear fro some time that equipment designed in England did not necessarily meet the requirements of the Americans – within the USA, the varieties of bread were many and the equipment used on the Eastern seaboard would not have provided the types of bakery products demanded by consumers on the Pacific coast. The opportunity now arose for bakery equipment to be designed and manufactured specifically for the American market.
 |
A Baker Perkins Automatic travelling bread oven of the 1920s with automatic final prover located above the oven. This is thought to be a Joseph Baker & Sons design built in Saginaw. |
The Acquisition of David Thomson of Edinburgh
See also: The History of David Thomson of Edinburgh.It has been mentioned previously that Joseph Baker & Sons acted as agents for some of the products of David Thomson of Edinburgh. This business, started in 1870, began with making machines for cutting up peel for cakes and confectionery but progressed to making dough mixers and dividers. It is credited with designing the first drawplate oven for Scotch bread. It took over William Cook & Sons, makers of circulating tube ovens with a basket furnace and coke-fired hotplates for baking cakes and bannocks. After WW1, the company ran into financial difficulties and was acquired by Joseph Baker Sons & Perkins, being absorbed into Westwood Works in 1922.
INSERT – Details of Scotch bread and other Scottish bakery products.
BETWEEN THE WARS
(For a history of the business environment within which these developments took place see History of Baker Perkins Ltd)British Arkady
Augustus Muir in his "History of Baker Perkins" states – "Some experiments, carried out at Willesden by Hinman Baker, son of W. King Baker, resulted in the discovery of a combination of chemicals that enhanced the action of yeast in bread. To market this 'bread-improver', the British Arkady Company Ltd. was formed, and the firm retained a financial interest in it until the time came when the directors decided that its products were outside their traditional range, and they sold the holding to the Ward Baking Company of America".
Baker Perkins Annual Reports begin to mention British Arkady in 1923. and its shareholding was finally disposed of in 1953 for a sum "which exceeded the cost to the company by £113,338".
Dough Machinery development between The Wars
Dough Mixers
The Baker Perkins sales catalogue of the late 1920s/early 1930s featured a number of different types of dough mixing machines, each having a different parentage from within the group.
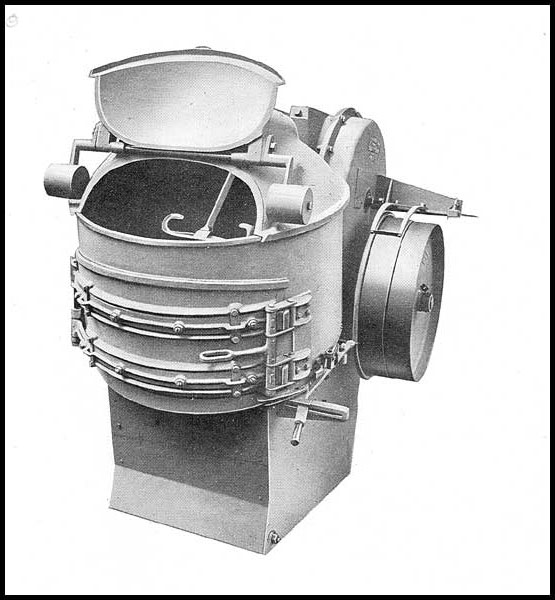
The “Universal” – originating from Paul Pfleiderer, still featured in various configurations and two machines from the David Thomson stable, said to be suitable for producing “Scotch” doughs were featured. A “Baker” tilting bowl, two-speed kneading machine was being offered for sponge doughs and the famous “Viennara” kneading machine first made its appearance at this time – in both self-discharging and removable-pan versions.
 |
David Thomson Dough Kneading Machine |
 |
Self-discharging “Viennara” Dough Kneading Machine |
 |
Removable-Pan “Viennara” Dough Kneading Machine |
One of the key developments of this period was the High Speed Dough Mixer designed by Baker Perkins Inc, Saginaw, which soon became the standard doughing machine throughout the USA and Canada. It had a tilting bowl – used in the upright position for charging with ingredients and during mixing and tilted, using a separate geared motor, for discharging the dough. The operator ‘inched’ the agitator when in the tilted position to throw the dough into a portable dough trough. To prevent overheating of the dough caused by the high speed of the agitator, cold air was introduced into the mixing bowl during mixing and the bowl was fitted with a brine jacket.
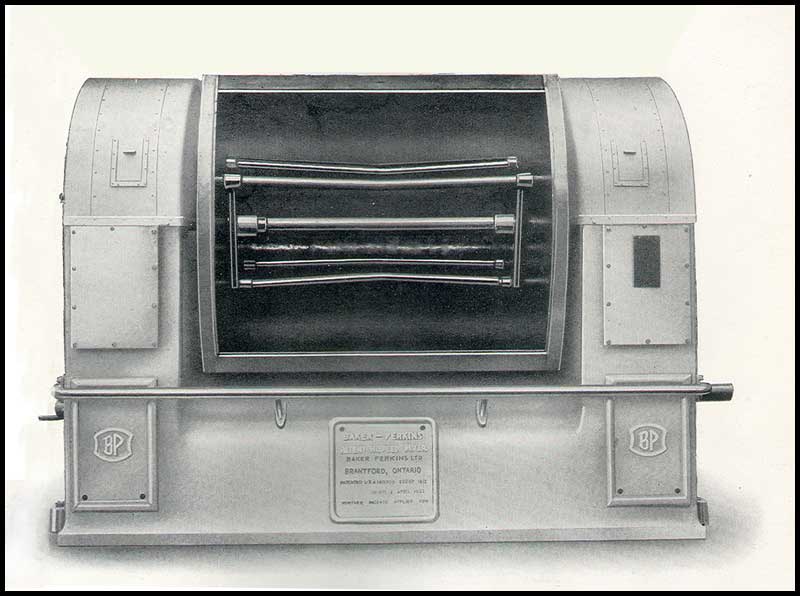 |
Saginaw “High-Speed” Dough Mixer |
 |
Dough Proving Room with Mono-rail Conveyors |
The same catalogue indicated that Baker Perkins could offer a design and installation service for quite sophisticated dough proving rooms, with steel troughs of two-sack (280 lbs) capacity were transported suspended on a mono-rail system.
Dough Moulding
 |
Spindle Hander-Moulder |
 |
The Spindle Moulder attached to a Long Loaf Shaper |
 |
Single Cylinder Dough Divider |
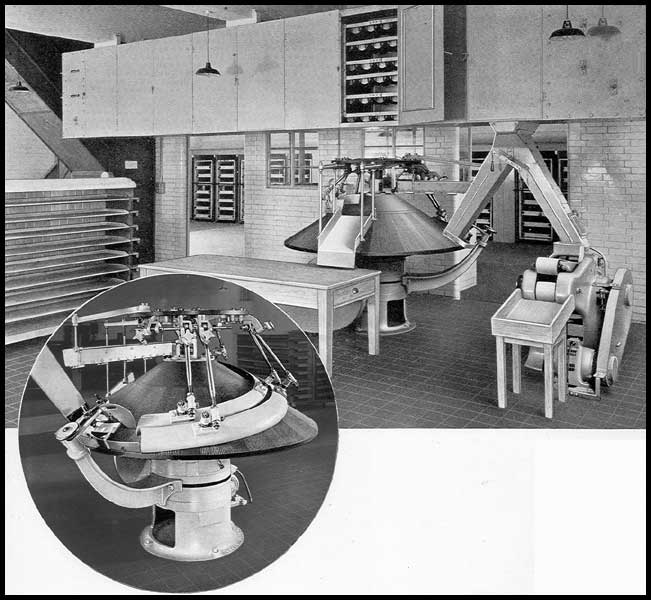 |
Conical Final Moulder. Dough pieces from the first prover were moulded against stationary troughs – the action following closely that of moulding by hand, in which the middle of the piece is compressed while the outer skin is stretched |
TO BE CONTINUED
Bread Oven development between the Wars
Combined Oven and Prover
The first major development in bread ovens between the Wars was the combined oven and prover in which swinging trays passed in a circuitous route through the final prover and the oven. This was essential for the baking of ‘tin’ bread that was being sold in increasing quantities in the south of England following enthusiastic consumption in Lancashire and Yorkshire. The new equipment captured the interest of all the major bakery companies when shown at the British Empire Exhibition of 1924. Visitors could follow the bread making process from the flour-blending machine through to the Baker-Sevigne wrapping machinery.
Two sizes of plant were fixed on – 7-sack and 12-sack capacity. Various tray sizes were used – up to 11ft, and from 7” to 12” wide. In about 1938, a 9-sack size plant was built, based on the theory that the same labour could handle 9 sacks as could handle 7 sacks. This proved to be correct and this was the reason for the later production of the 9-sack size of “Uniflow” oven. The ovens were brick-built, fuelled by gas, oil or coke and steam tube heated. The application of steam tubes to these ovens was considered at the time to be revolutionary and courageous.
INSERT – photographs/diagrams of the combined oven and prover (including the diagrams of the complete plant from the BEE 1924 brochure.
Swinging Tray Simplex Oven
The combined ovens described above had two drawbacks:
- Lack of flexibility to make them suitable for any oven bottom bread and mixed bread and,
- Their unsuitability for medium-sized bakeries.
This requirement gave birth in 1930 to the Swinging Tray Simplex Oven. Of brick construction, it was heated by serpentine tubes, the first two legs being of brick and oblong in shape, the other legs being of metal and round. Fired by either gas or oil, they were ultimately available in 3 ½, 5 or 6 sacks capacity.
 |
“Simplex” Swinging Tray Travelling Oven |
The first ovens were very troublesome and represented the first serious challenge to Baker Perkins’ knowledge of steam application in bread baking. After some re-design and rebuilding, the oven was well received by medium-sized bakeries and many dozens were built in all three sizes. It successfully handled all sorts of bread and would frequently be encountered working with four different types of bread in it at the same time.
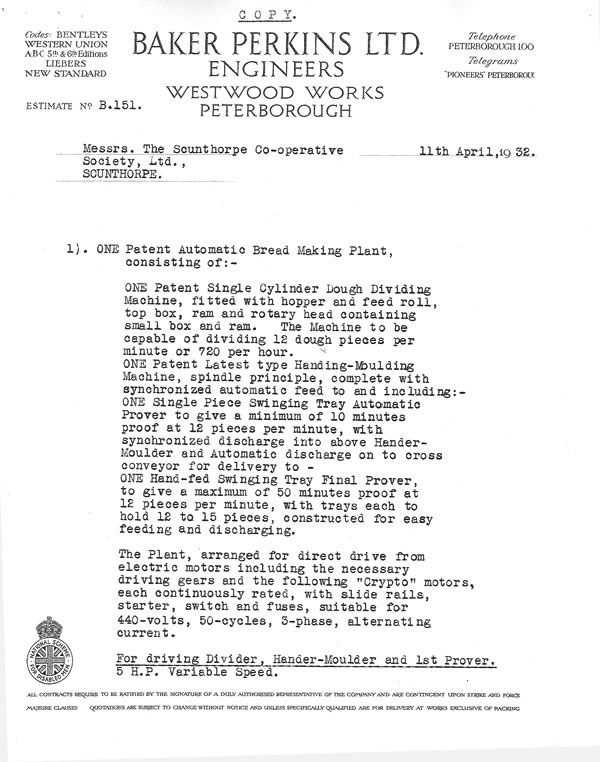
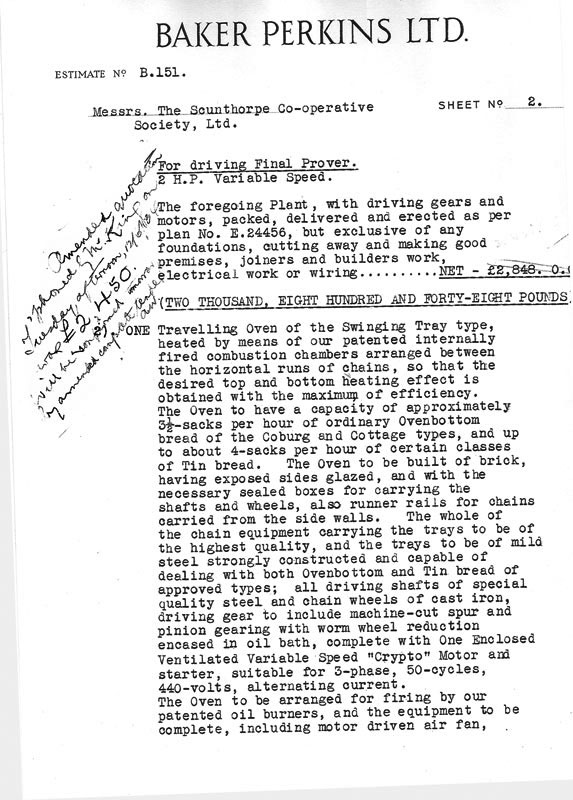
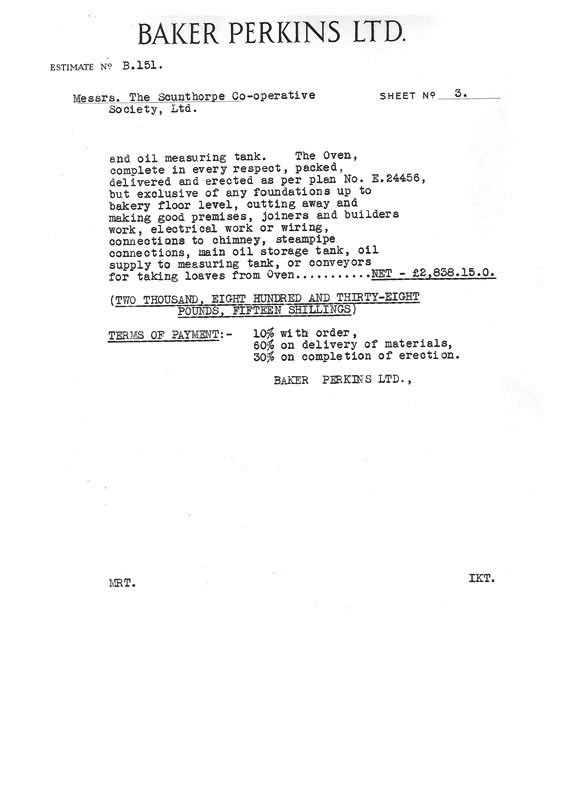
This is a typical quotation for an Automatic Bread Plant - in this case for Scunthorpe Co-operative Society in 1932. Worthy of note in the heading of the first page is the Company Telephone Number - PETERBOROUGH 100.
 |
 |
 |
 |
Oven Fuels and Oven Burners
(NOTE: These comments are taken from Claude Dumbleton’s “The Oven Game”. They therefore refer to the situation that existed in the period prior to his retirement in 1956).
Mention has been made in the descriptions of various ovens of the fuels typically used and it is worth summarizing them here:
- Hot Air Ovens used solid fuel with coke or coal, although some overseas installations used wood.
- Steam Tube ovens used solid fuel, usually coke, or oil or gas – this latter fuel was very much on the expensive side. 45 and 200 sec. oils were popular and much heavier oils were used in the U.S.A., but they required heating installations for the pipelines and burners.
- Cyclotherm Ovens used oil or gas, which was also more expensive with this system. Some installations used solid fuel with heat exchangers fed by automatic stokers.
- Direct gas fired ovens used mostly Town’s gas, but in the U.S.A. oil gases of various kinds were also used.
- Primus burners using petrol were sometimes used on Field Ovens.
- Creosote Pitch, heated and liquefied, and Tar oils were used during WW2 in an emergency for firing Steam Tube and Cyclotherm Ovens.
- Pulverized coal burned in oil burners was used on one installation of a steam tube oven, but it was very dirty and had to be removed.
- Electricity was never very popular because of the cost, apart that is in some installations in South America.
Thermostatic Controls
These were used with varying success. Various arrangements were tried on steam tube ovens, but met with little success, mainly because of the slowness of heating up and cooling of tubes and furnaces. On Cyclotherm ovens - either oil or gas - thermostatic control proved more successful, mainly with high/low burners, that is, with always some basic heat in the oven. Saginaw used On/Off controls for some years and later went to high/low and then to modulating control.
There are still many Cyclotherm ovens with straight hand control, the controls invariably automatically adjusting the amount of air for combustion to the amount of fuel used. Werner & Pfleiderer used some thermostatic control but apparently favoured hand adjustments.
Lighting of Burners
Hand torches, mostly gas, were generally used on steam tube ovens. Some oil-fired installations also used torches. Earlier efforts took the form of a piece of lighted waste on the end of a metal poker.
For Cyclotherm ovens, both oil and gas torches and gas pilots have been used. Later installations have employed electric ignition, but even with this gas pilots were used in addition for safety reasons.
The Americans used electric ignition almost exclusively.
Safety Devices
Most Cyclotherm ovens are now equipped with safety devices in the form of Flame Eyes or Flame Rods which cut off fuel supplies in case of flame failure or burner or pilot. Various simple devices have been employed in the past, but actually, no safety devices have proved one hundred per cent effective against explosions. American instruments have been found more reliable than English.
Gas Equipment for Biscuit Ovens
When the Direct Gas Fired Travelling Chain Oven was first conceived in 1912, – the original thoughts were converted into practice in the UK by the Solas Gas Engineering Co. at Macfarlane Lang’s bakery in Fulham. Macfarlane approached Keith & Blackman (later Keith Blackman) to produce competitive equipment, who in turn got in touch with J. Baker & Sons to design and build an oven for Keith & Blackman’s gas equipment. This was the start of a very prosperous run of oven design and collaboration with Keith & Blackman, engineered by H. Kirman of Joseph Baker & Sons. All these chain conveyor ovens had adjustable burners for lateral heat.
(Harry Blackman joined with James Keith to form the ventilation company of Keith Blackman sometime around the end of the 1800s. They majored in the design and manufacture of industrial fans. The company moved in 1938 to a ten and a half acre site in Tottenham where they employed some 750 people. By 1983, Keith Blackman were part of the giant engineering conglomerate, GEC (General Electric Company - not to be confused with GE of the USA), who merged the company with Woods of Colchester Ltd., another fan manufacturer they owned).
Gas equipment (until well into the middle of the twentieth century always supplied for Baker Perkins ovens by Keith Blackman) was varied. Firstly came high-pressure gas fed from a Keith Blackman Rotary Compressor. Air was sucked in at a venture at each burner with adjustment to give the right mixture, about five to six times the amount of gas to air being required. Burners were of the corrugated steel strip construction (KB’s patent). This form of equipment was later converted to the clean air equipment (still high pressure). In which the air for combustion was fed from a pressurised compartment covering the injectors, the air being filtered.
A second form of equipment was the pre-mix (developed by G. Keith). In this, gas and air were mixed at one central injector and fed to the burners as an explosive mixture. Obviously, safeguards had to be provided and flame checks were fitted at each burner so that in the event of blowbacks the whole of the pipeline would not be wrecked.
A variation of the pre-mix was the unit pre-mix used throughout U.S.A. In this, a small number of burners, about a dozen, were run off one pre-mix injector. This equipment was particularly suitable for natural gases. Another variation of the gas equipment was the Keith Blackman 2-pipe system, which fed gas and air in separate pipes to each burner, the mixing being done by small valves at each burner.
High capacity radiant heat burners were tried from time to time and this type of burner was resurrected in the 1950s. Surface combustion burners were tried from time to time, not very successfully, although one installation worked quite well in Canada.
The main thoughts underlying these gas equipment developments were (a) proper control of air to gas in order to avoid bad combustion, with consequent high consumption, and (b) control and filtering of air to avoid clogging of burners and reduce maintenance and cleaning.
In 1935, George Keith had the idea of producing nozzle burners with a consumption of 52 c/feet per burner and almost from that date, the nozzle burner, with its necessary smaller number of punchings on oven wall and lighting points, became standard.
Clean Air Direct Gas System
When band oven started, the old Keith venturi injector burner was in vogue and it was actually on this type of oven that the clean air system referred to on unit chain ovens, started. The first installation was on an 84ft oven at Ashley Vale Biscuit Co., Bristol. The Americans followed their own system, mainly unit pre-mix.
Because of the need to use fuel oil the Americans rapidly developed the diathermatic heating of band ovens and Baker Perkins Ltd followed quickly. The first installation was in 1938 and initial efforts took the form of box radiators. Cyclotherm biscuit ovens have been both gas and oil fired and it is possible to argue that they would not have been produced at all had it not been for the possibility of heating by oil.
Electric Heating of Band Ovens
Other types of heating have been adopted from time to time. Baker Perkins pioneered electric heating and built its first electrically heated band oven at De Artiach, Bilbao. The electric heaters took the form of two spiral wires of different resistance wound on a grooved spiral ceramic core, and the whole inserted into a steel tube. These heaters were arranged in banks of nine and in conjunction with tumbler switches a series of nine different heats could be obtained in each zone. This ingenious arrangement of heaters and switches was conceived by G. Ralph Baker and designed by A. Newby. It was been criticised from time to time, but has clearly stood the test of time and many dozens of hand ovens with this form of electric heating have been installed, both at home and abroad, with outstanding success
The Move from Willesden and a Clash of Cultures
(See also Willesden to Peterborough)By 1933, the closure of the Willesden factory was inevitable and much of the manufacturing equipment and most of the employees moved to Peterborough. The move signalled something of a battle between opposing design philosophies but one valuable result was the development of the bread oven. As Augustus Muir puts it:
“The success of the Peterborough works had largely been due to the steam-tube oven; and Ihlee and his colleagues, including John Pointon, clung to the opinion that steam heating could never be bettered. Willesden men, on the other hand, had worked on biscuit machinery and had been accustomed to ovens heated by methods other than steam. They were quickly convinced that steam was not necessarily the ‘be all and end all’ in the baking of bread. When Eugene Engels, a Russian engineer employed at Saginaw developed the diathermic system and, almost at the same time, a similar method was being perfected at Cannstatt in the ‘Cyclotherm’ oven, It was the Willesden men rather than those of Peterborough who urged that bread should be baked in ovens by this regenerative hot air system, whereby air was heated by gas or oil-fired burners and conveyed through ducts above and below the travelling hearth. It had been proved that the ‘Cyclotherm’ method was cheaper and quicker in baking bread than the traditional steam tube; and after the new ovens had been modified for various purposes, there was an increasing demand for them.
Augustus Muir is referring to 1938 when considerable interest was being taken in the American diathermic (designed at the Baker Perkins Saginaw, Michigan factory, see The History of Saginaw) and the German Cyclotherm baking systems, both featured regenerative hot air systems in which air was heated by gas or oil-fired burners and conveyed through ducts above and below the oven band - the former based on small volume, high speed circulation of the hot baking gases, the latter on large volume low speed circulation.
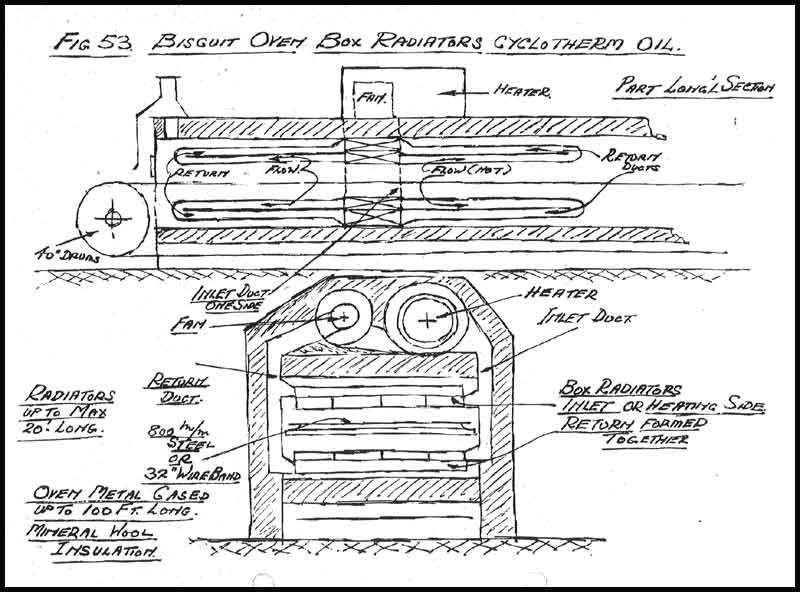 |
Sketch of German Cyclotherm Oven with box radiators |
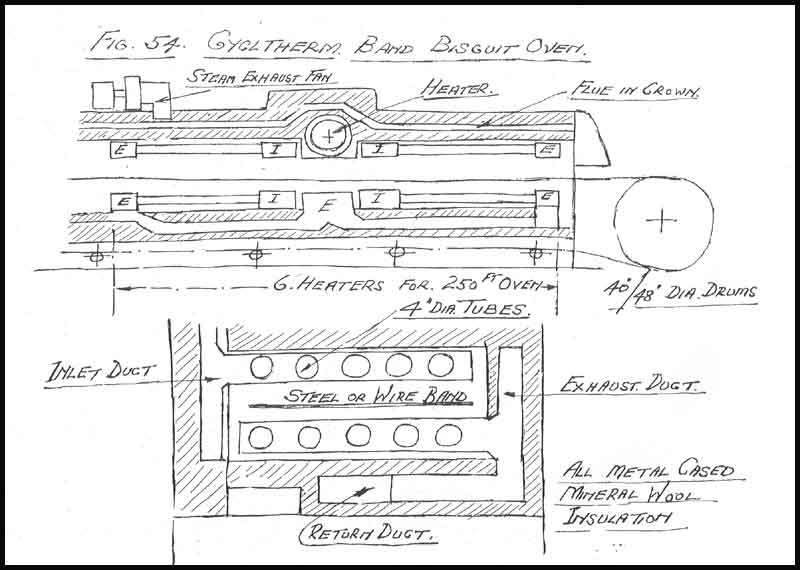 |
Sketch of American Cyclotherm system |
After seeing both designs, Baker Perkins was advised to build one of each type. A small number of each type was sold - with varying success – and Baker Perkins concentrated on the American (diathermic) design that it called (perhaps somewhat perversely) the Cyclotherm, believing that the German box radiators did not provide sufficient radiating surface.
At the same time as the Cyclotherm system was being developed for travelling plate ovens, thought was being given to applying this system to swinging tray ovens with the “Simplex” circuit. Although authority was given for a 5-sack oven to be installed in the Experimental Bakery at Westwood Works, (see also The Experimental Department), after many weary months of trails, the oven failed to produce satisfactory tin bread. However, L.H. King arranged for the oven to be installed in the Price & Co bakery in Liverpool where it proved an almost immediate success with several other installations being made in rapid succession.
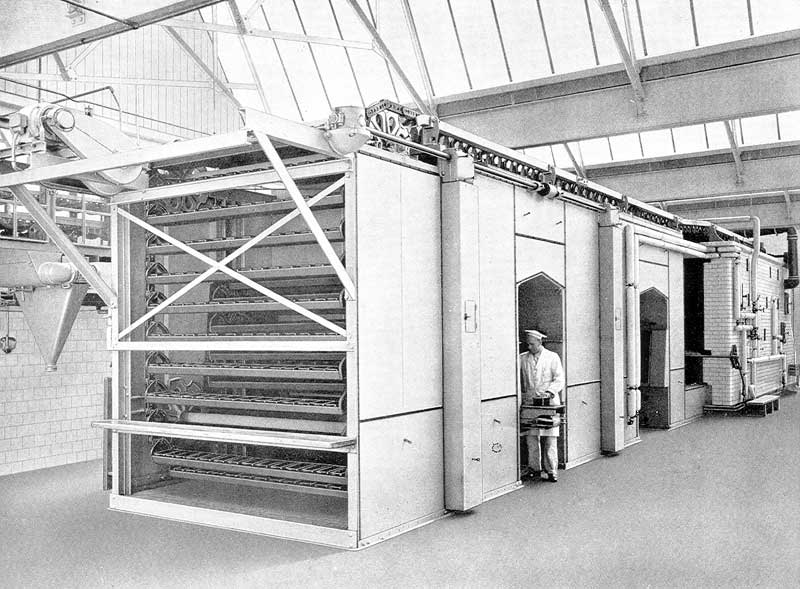 |
Travelling Tray Oven linked to a Final Prover |
‘Cyclotherm’ ended the reign of the steam tube and led to the development of the ‘Uniflow’ oven – simple in construction, that baked the types of bread the public wanted. Its popularity in Britain led to success in South Africa, Australia and New Zealand.
The “Uniflow” Oven
The need in these years for a simple mechanical oven giving as near as possible the best steaming conditions, better steam control than the plate oven, to eliminate the complicated circuit of the “Simplex” oven, to be of all-metal construction and to embody the Cyclotherm system, led to the birth of the “Uniflow” oven. This had swinging trays 7’-4” x 9”, was mainly used for tin bread and had a contra-flow tube. It could be used for oven bottom bread but, under these circumstances, its output was considerably reduced. “Uniflows” were built in 3 ½, 6 and 9-sack capacities and as late as 1956, a 12-sack oven was under consideration.
More than 500 “Uniflows” were produced in various parts of the world, most oil-fired, although many used gas and many had thermostatic control
Direct Gas Fired Travelling Oven
In the early 1920s, a small number of direct gas fired travelling plate ovens had been built – 60ft x 6ft flat soles, brick built, for tin bread. These were not entirely successful, mainly because of the high cost of fuel but also the inability to obtain the correct application of steam. In addition, Keith Blackman, who always made the gas firing equipment, were unable to produce a strip burner that would stay alight in a heavily steam loaded atmosphere.
In 1930, the concept was resurrected, mainly in connection with Vienna roll baking. The ovens were 45ft x 9ft light plate, 1/8” thick and of brick construction. Two ovens for Lyons were highly successful but the design died out largely due to the large outputs of these ovens.
One important development of the DGF plate oven was sponsored by Charles Taroni of J. Baker & Sons, who advocated the design and building of 100ft x 9’-8” ovens for Scotch batch bread. Brick built with level soles, the ovens had a Keith Blackman 2-pipe direct gas fired system – Keith’s having produced by this time a sunken stainless steel strip burner that would burn in steam. Four of these huge ovens were installed in Scotland and worked for very many years.
Two-Deck Rod Chain Travelling Confectionery Oven
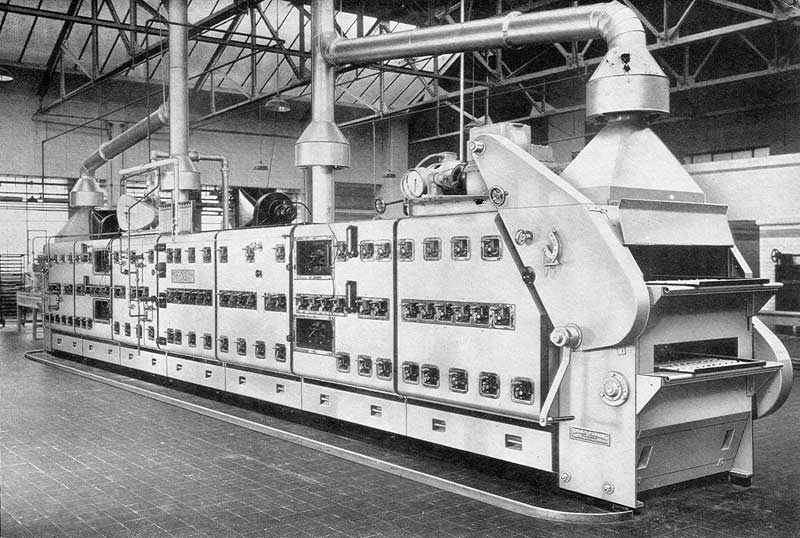 |
Two-Deck Rod Chain Confectionery Oven |
Mechanisation of confectionery developed very rapidly in the 1930s and J.Lyons and Co. standardized for a number of years on 50ft x 4-pan Ovens with rod chains in two decks. These ovens were direct gas fired by the Keith Blackman clean air system and were to be found in Cadby Hall producing jam tarts, pies, Bath buns, Victoria sponges and many other types of confectionery.
New Model Bakeries for Manchester & Salford Co-op
On 9th September 1933 new bread and confectionery bakeries with equipment supplied by Baker Perkins were opened in Grove Street, Ardwick, Manchester by the Manchester & Salford Equitable Co-operative Society Ltd. They included typical examples of the equipment that was available at the time. As was usual, a commemorative booklet was produced, the pages from which are reproduced below. The pages of the booklet serve as a guided tour through the Bakeries:
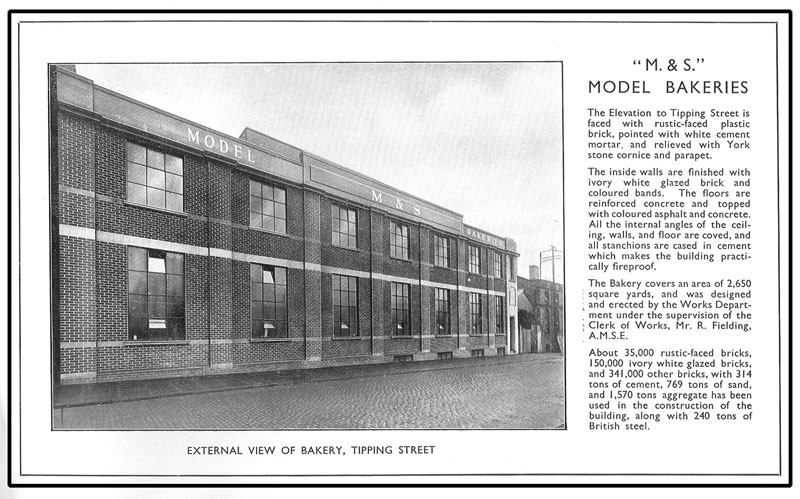 |
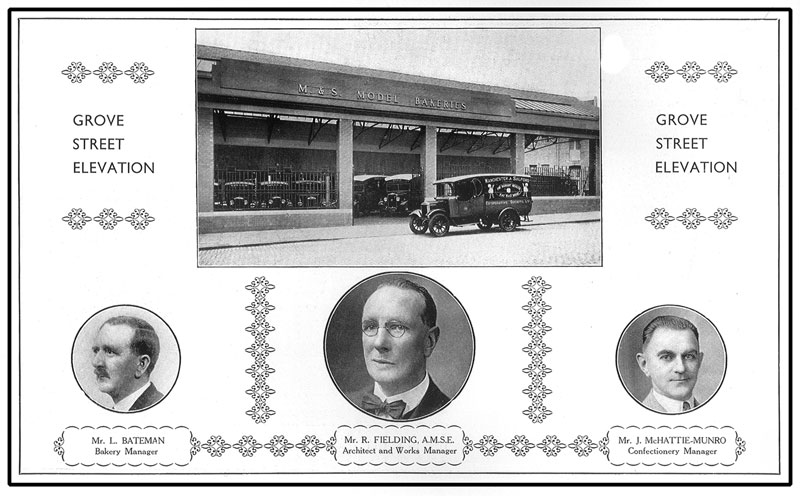 |
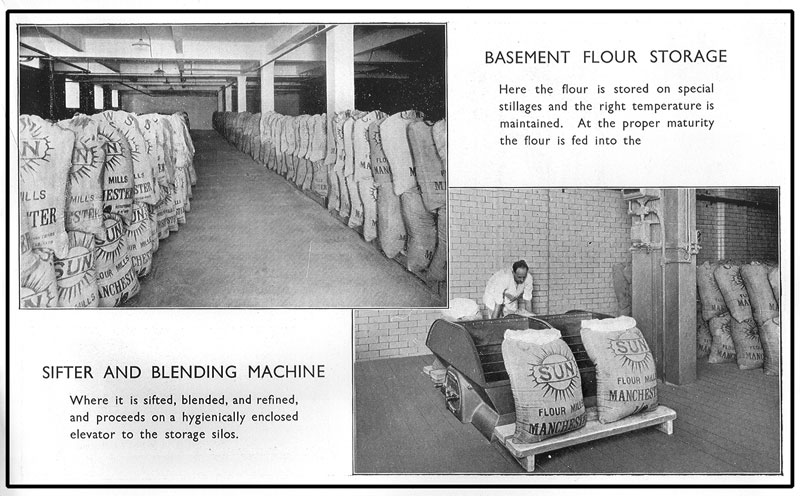 |
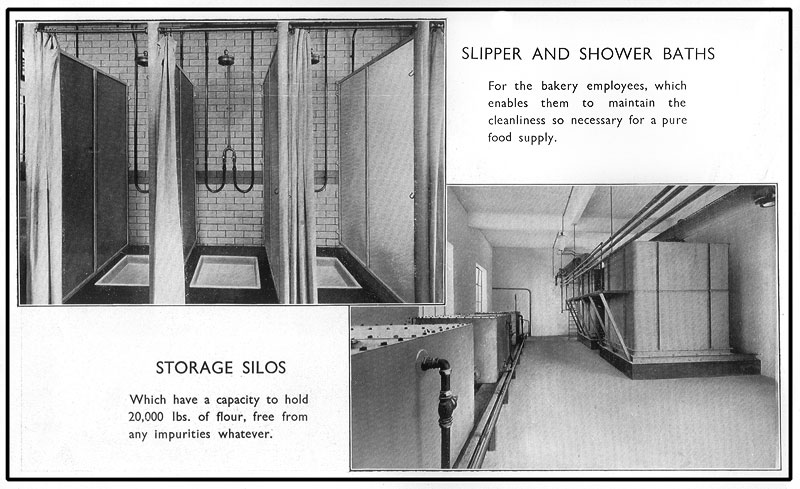 |
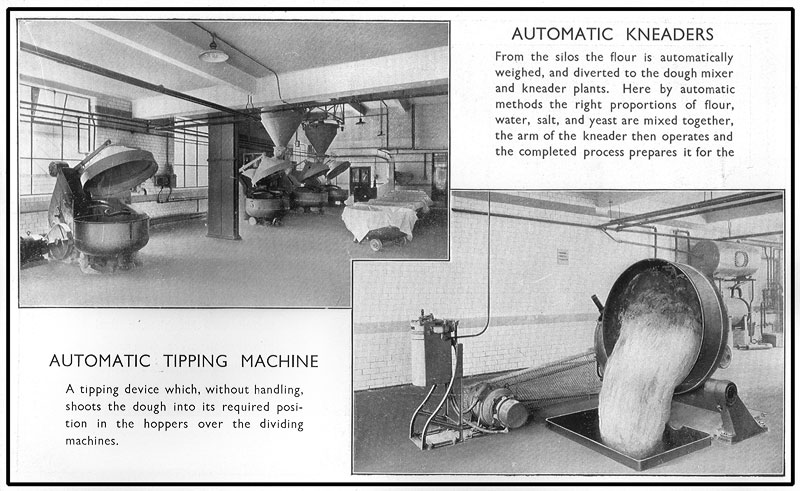 |
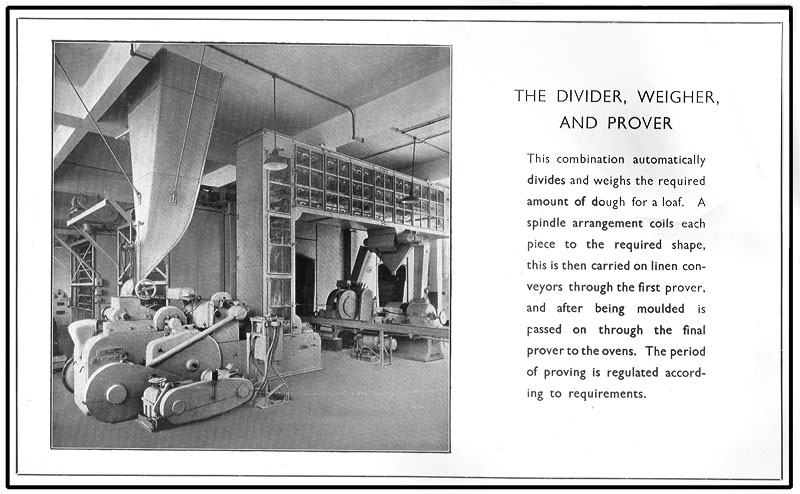 |
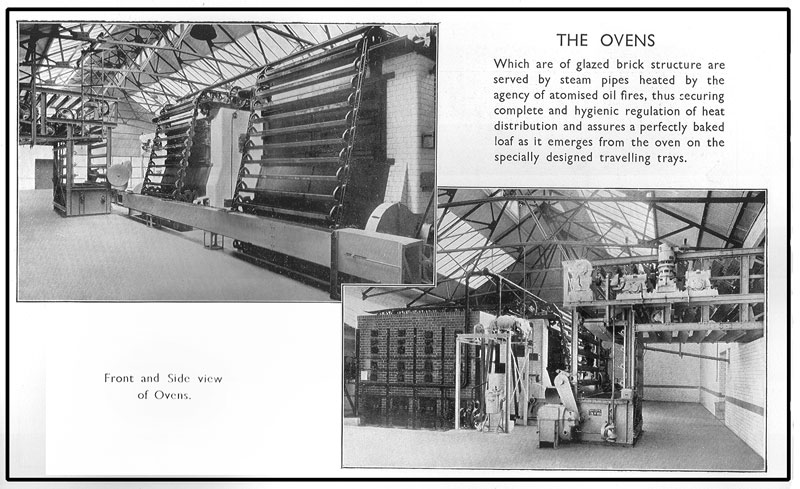 |
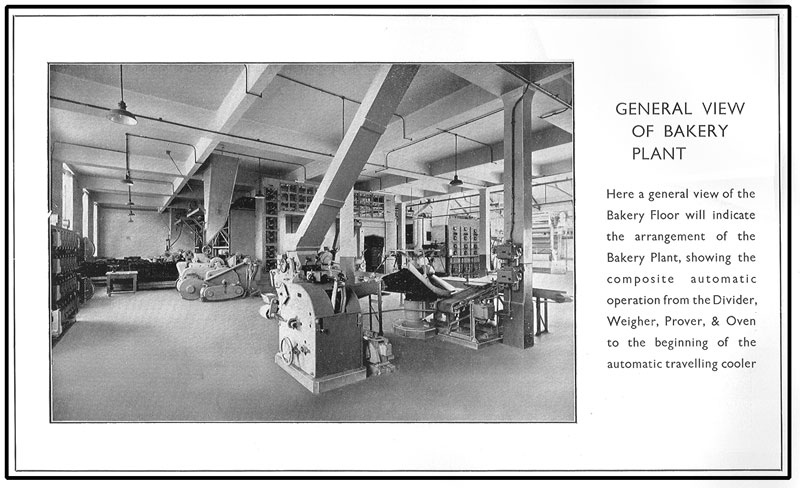 |
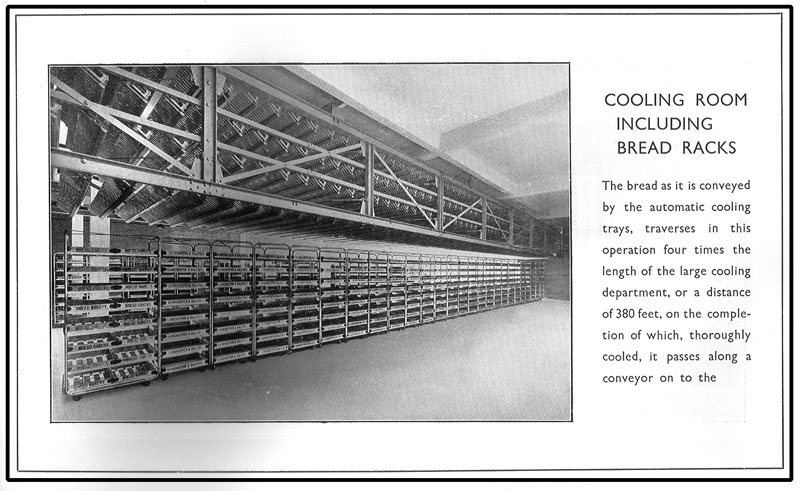 |
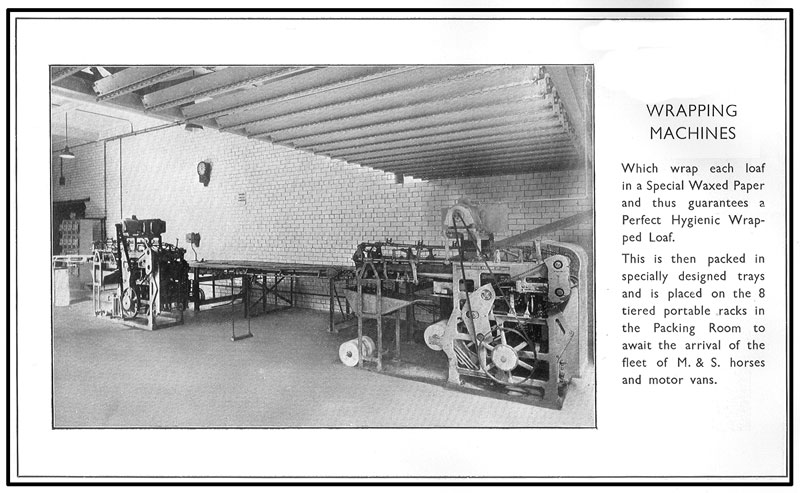 |
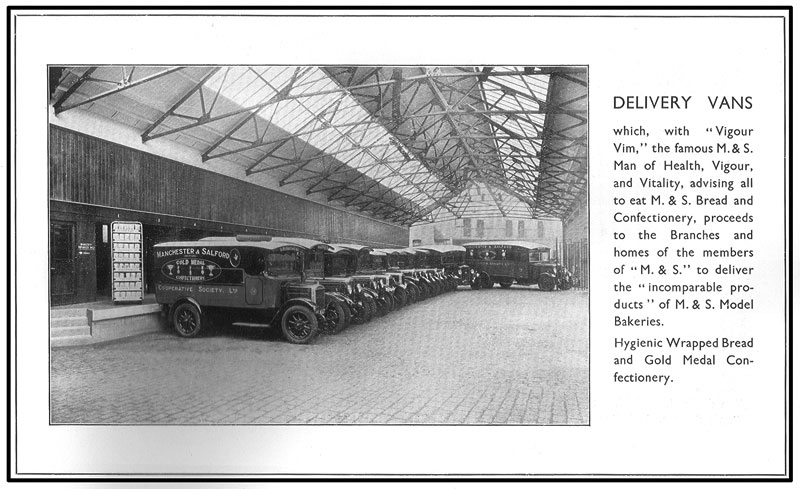 |
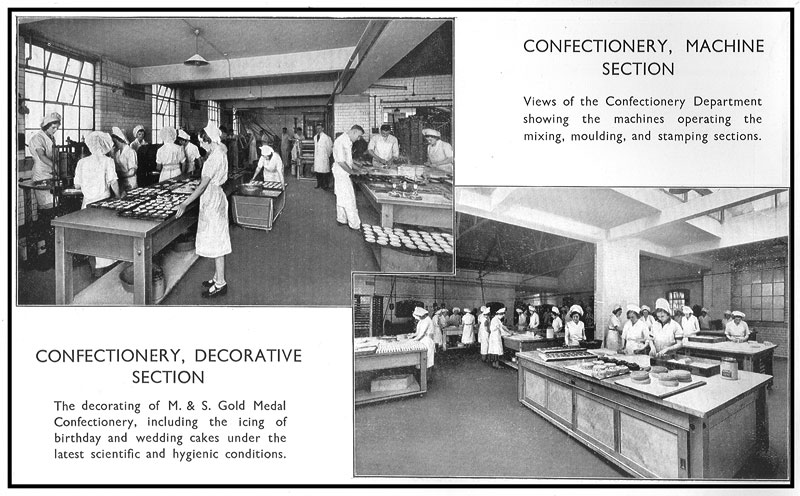 |
The Swiss Roll Plant
One of the most important, (and unexpected) outcomes from the development of automatic biscuit plant (see – History of Baker Perkins in the Biscuit Business) was the Swiss Roll plant. The idea was originally conceived by Kearley & Tonge, Bethnal Green but put into practical effect by Charles Taroni of Joseph Baker & Sons, who realised the possibility of making swiss rolls using a continuous steel band oven. Augustus Muir recounts:
“He saw how a conveyor at one end of the oven could take the baked dough to the floor beneath in such a way that the ‘pale’ side was uppermost, and the jam or cream could then be mechanically spread on it. The baked dough could then be cut off, at the requisite length, without any interruption in the process”.
Originally, the batter was to be deposited on to a stream of rice paper but this did not prove practical and was superseded by depositing onto a greased steel band. The first swiss roll plants had either one or two steel bands, 400mm or 450mm wide. Later plants had a single 800mm wide steel band onto which up to 3 lines of batter were deposited.
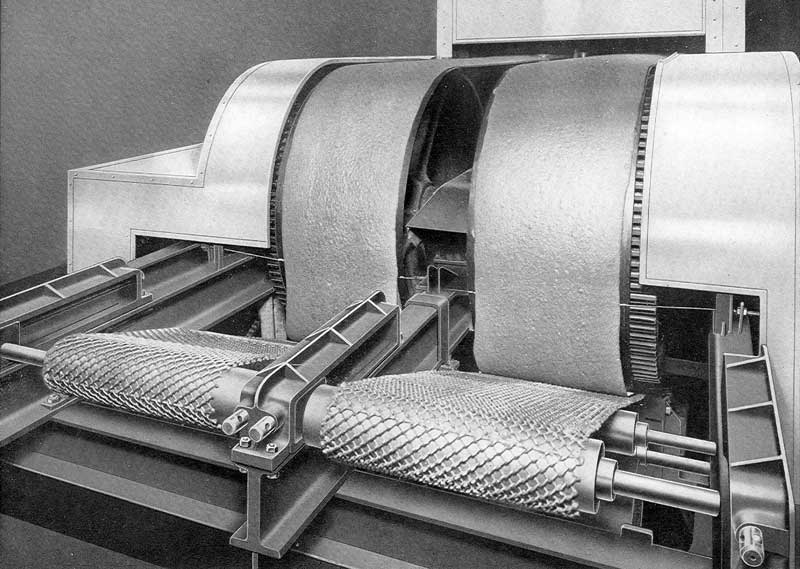 |
Twin Steel Band Swiss Roll Oven Delivery End |
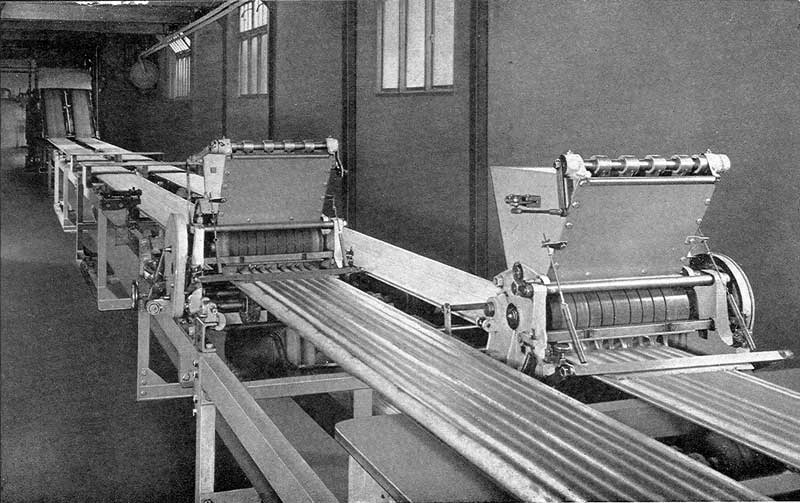 |
Swiss Roll Jam and Cream Spreaders |
The new concept meant a very great saving in labour costs compared with the old method of cooking in pans but still required a number of dextrous female hands to roll up each individual swiss roll and place it on another conveyor for packaging. There were many attempts over the years to mechanise this last process and, in the early 1960’s, the problem was put to the ‘boffins’ at the newly acquired Baker Perkins Developments Ltd at Twyford. However, as is described in the History of Baker Perkins Developments Ltd, this problem proved intractable even to these fertile minds.
Soon, all the British manufacturers of swiss rolls were installing the new plant in each of their factories and orders were received from South Africa, Australia, America - and even Russia. Orders were still being obtained for this equipment into the 1980s.
Baker Perkins’ main competitor – T & T Vicars – copied the design, but in a unique fashion, producing a single floor plant – which Baker Perkins copied in turn.
INSERT – Photos and diagrams of both configurations of plant.
WORLD WAR TWO
In 1941, Calcium was added to flour in the UK to prevent rickets that had been detected as common in women joining the Land Army. A year later, the Federation of Bakers was formed to assist in organising the wartime production and distribution of bread. The 'National Loaf', roughly equivalent to today's brown bread, was introduced due to shortage of shipping space for white flour. The National Loaf was not abolished until 1956, when laws were introduced whereby all flour other than wholemeal had to be fortified with minimum amounts of calcium, iron, Vitamin B1 (thiamine) and nicotinic acid.
The Baker Perkins factories in England and America were converted to war work. (See Westwood Works in WW2 and History of Saginaw). Mobile Bakeries manufactured at Westwood were used, not only to feed the Troops, but helped to feed the civilian population where commercial bakeries had been put out of action by enemy bombing. Operating in two shifts of eight hours each, the large units were capable of baking the daily bread ration for a full division of 16,000 men. It is of interest that the mobile bakery received the honour of a place in the Victory Parade in London at the end of the War.
It is well known that a number of key Baker Perkins employees were seconded to work for Government Departments in both World Wars – in WW1, Herbert Kirman was in charge of all military bread plant on the Western Front and Major Joseph S. Baker was appointed Inspector of all military baking equipment. A number of Westwood draughtsmen were lent to ordnance factories and the Government’s Armaments Design Departments in WW2, not forgetting the outstanding work carried out by D.Y.B. Tanqueray as Deputy Director of Weapon Production. To these can be added E.F. Sperling of Baker Perkins Inc, Saginaw who received the US Government’s Commendation for Meritorious Civilian Service for his work as head Bakery Specialist with the US Quartermaster Corps.
It is interesting to note that Baker Perkins Mobile Bakeries were deployed
from 1951 to 1992 to local depots by the Ministry of Agriculture for mass
feeding in the event of nuclear war or other civil emergency. (Source
- The British Museum)
For a fascinating insight into baking bread for the Army, both during
and after the War, please see this page on the Felbridge
& District History Group website.
Despite the concentration on War Work, development of new designs went on and throughout the war, Baker Perkins continued to register Patents. Some of these associated with the Company's bakery machinery business are shown below:
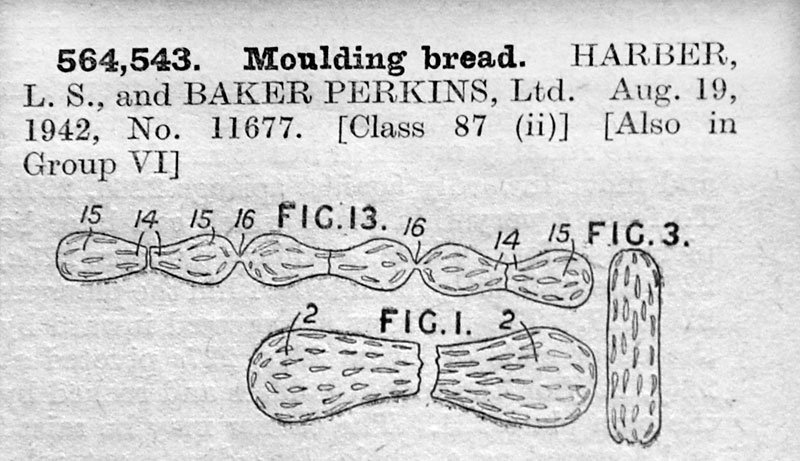 |
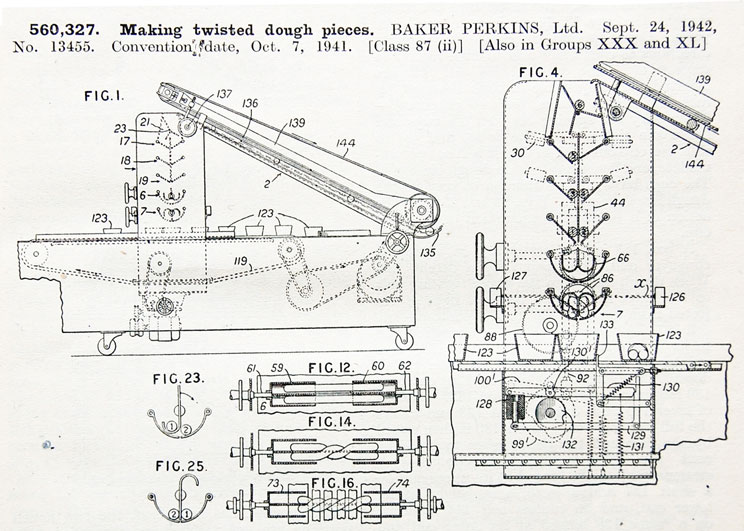 |
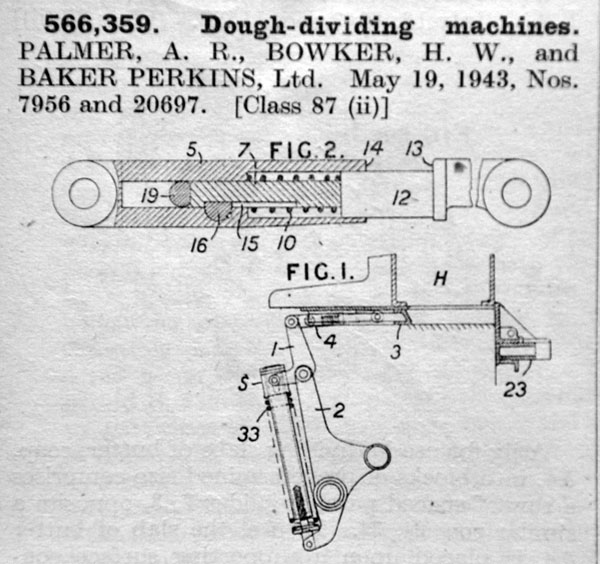 |
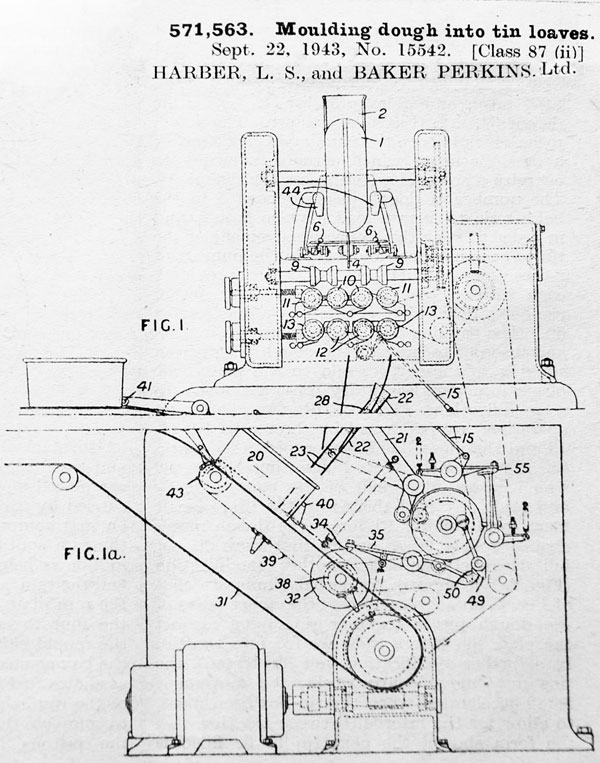 |
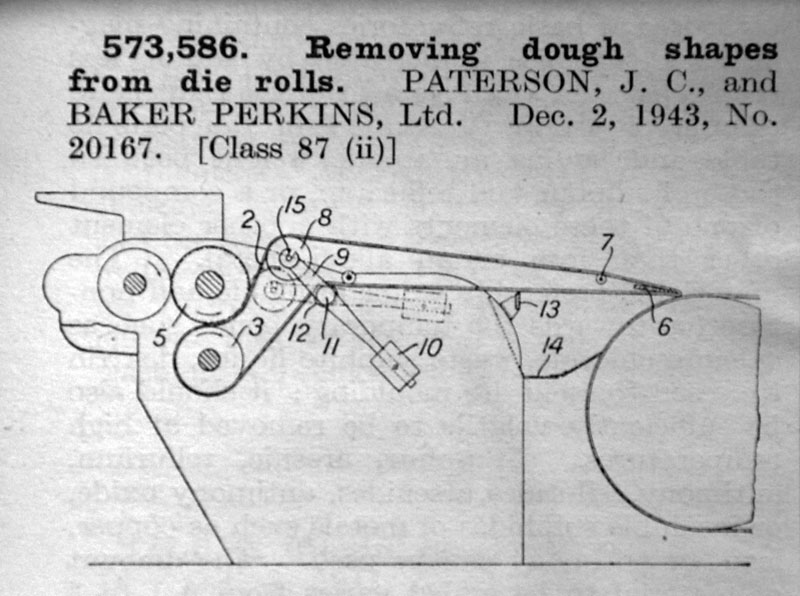 |
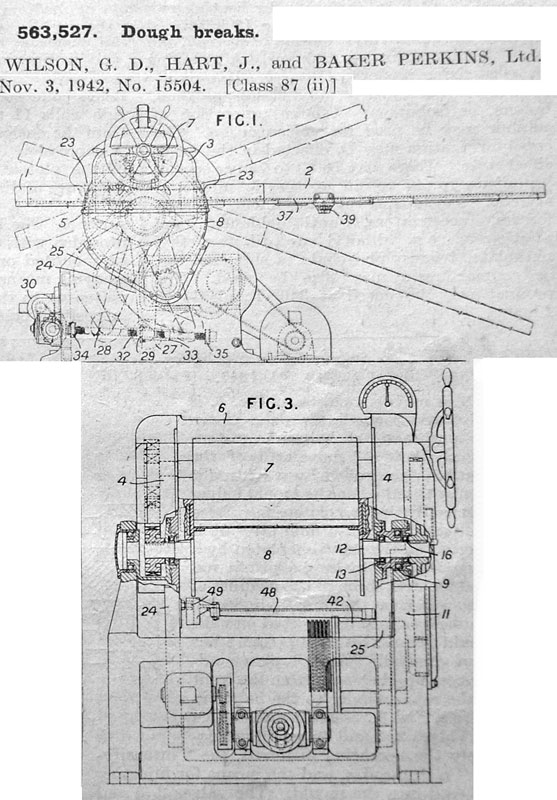 |
POST-WW2 DEVELOPMENTS
(For a history of the business environment within which these developments took place see History of Baker Perkins Ltd)With the end of the War, came a huge backlog of orders to both add to the industry’s capacity and to replace the equipment damaged during the hostilities. The need for extra capacity to cope with the back-log of orders – the key problem being that of ensuring that the work supplied by sub-contractors would be up to the Baker Perkins standard – was met by the directors deciding to open a factory that would be complementary to Westwood Works in Hebburn-on-Tyne, close to Newcastle. In early 1946, Bedewell Works, a site having the advantages of a self-contained location and a further 11 acres available for expansion, was acquired on rent. For the full story see History of Bedewell and Building for the Future. The Bedewell factory was to become the key UK manufacturing centre for baking ovens.
With the cessation of hostilities, Government price controls were lifted, orders for equipment continued to pour in and sales reached record levels. Labour was scarce and expensive and the main demand from customers in the aftermath of the War was for automation.
UK Post-War Bakery Machinery
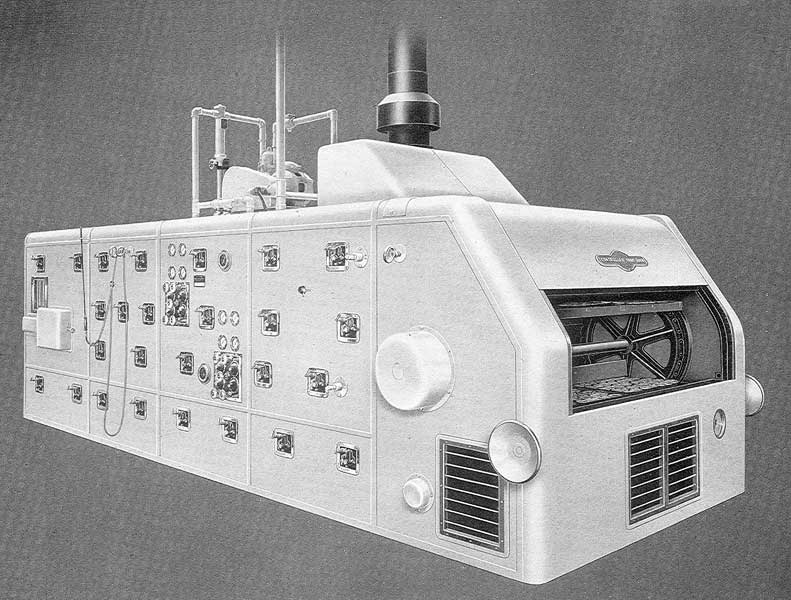 |
Controlled Tray Confectionery Oven |
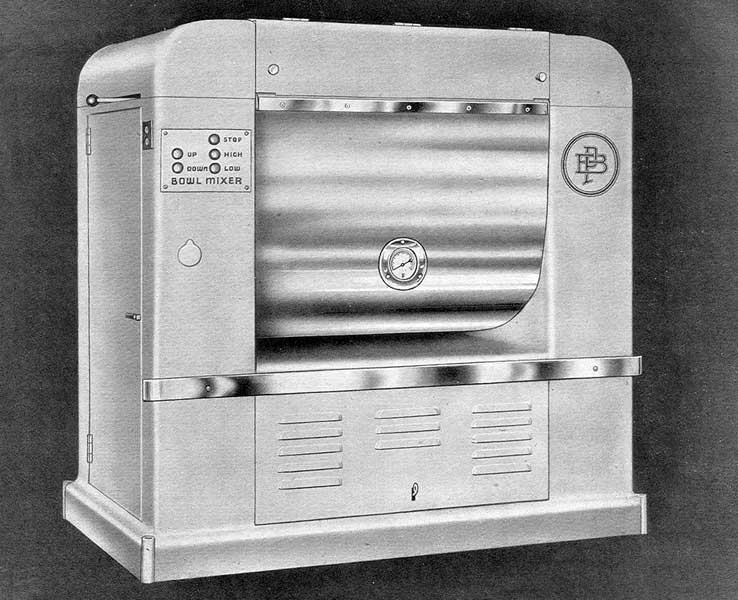 |
High-Speed Tilting Bowl Dough Mixer – A 450/500lbs capacity machine derived from the Saginaw High-Speed Mixer shown earlier. The beaters were of double roller type with a through centre steel shaft. |
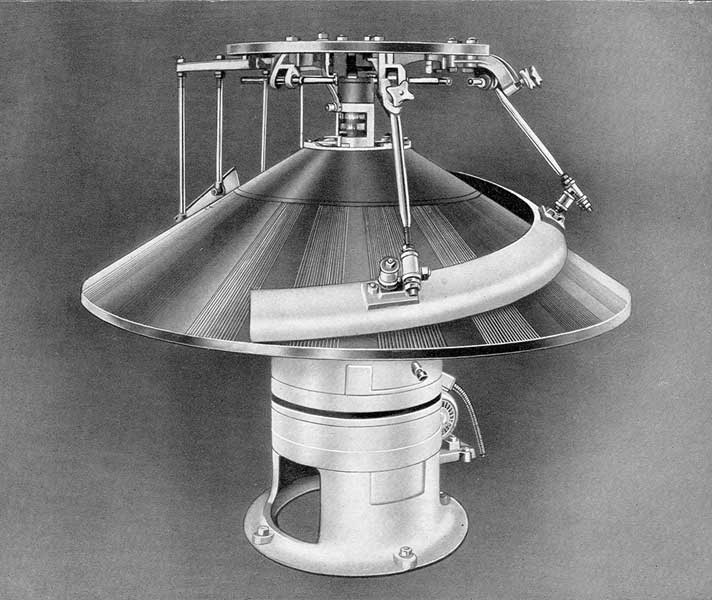 |
Conical Final Moulder |
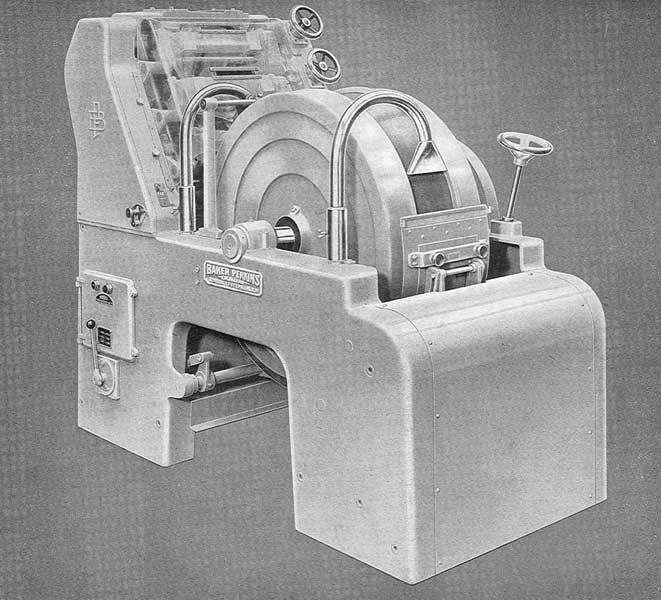 |
Heavy Duty Drum Moulder – Used to sheet, curl and mould dough pieces on their discharge from the first prover |
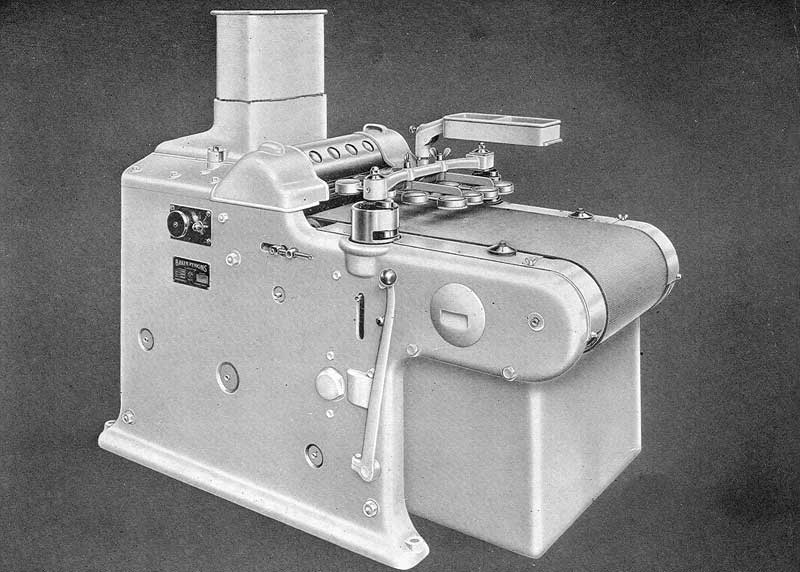 |
“Integra” Combined Divider Moulder – For roll production, four divided pieces at a time were deposited into the first set of gyratory moulding cups, moving successively to the 2nd, 3rd and 4th row of cups as succeeding pieces were ejected from the divider. The dough pieces were discharged in a regular shape with practically no closing seam. |
Development of the Bread Oven
Claude Dumbleton’s development of the ‘Uniflow’ oven had been of the greatest importance to the company and now, the first large ‘Turboradiant’ indirect oil-fired oven was installed under his direction. The bread tins were carried through the oven on grids instead of plates but he major innovation was in the application of high-speed convection of hot air imposed upon radiant heat. The result was that the baling time could be reduced by fully a quarter. Later work showed that the ‘Turboradiant’ oven could be made even more efficient and also produced at a lower cost.
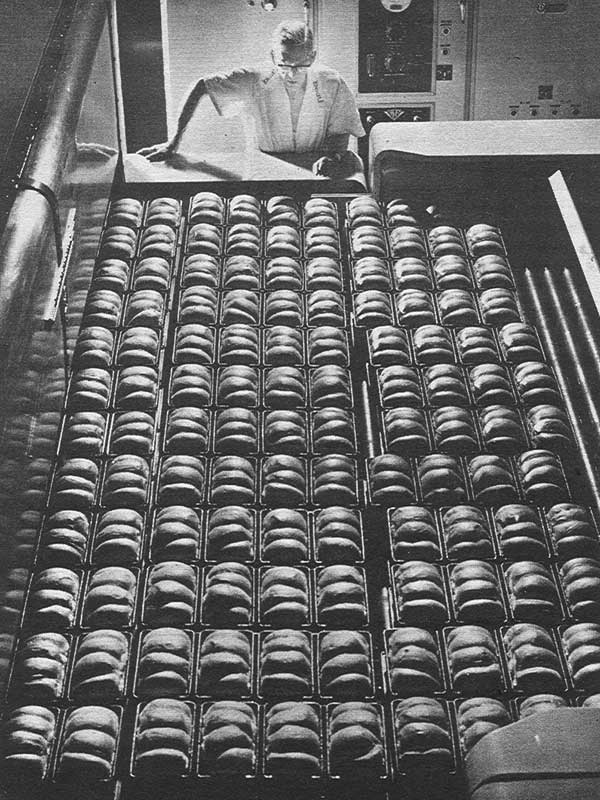 |
Delivery end of a 10-sack Mk2 Turboradiant oven at Fletcher’s Bakery, Sheffield in 1965 |
MkIII gas fired Turboradiant oven was introduced in 1969.
Automation and the Automatic Bread Plant
With Baker Perkins position in the bakery equipment world, they were expected to take the lead in this development and indeed, they deliberately concentrated on the opportunity. Although no plants were built in the UK on the scale of those produced in America, the pressures on the bakers in both countries were the same – rising costs, a shortage of skilled labour, and a growing demand to enhance hygiene by reducing the human handling of foodstuffs.
This was a time to organise and invest for greater technical mastery of materials and bread-making process know-how. A new experimental Department was built at Westwood Works, under G.D. Wilson. Incorporating a miniature bakery and oven burner testing apparatus, the building was completed in 1950 (See The Experimental Department). At the same time, Claude Dumbleton, Board of Management member in charge of design and development, was presiding over a move to harness the combined talents of the Peterborough designers, the result of which was the setting up of “The Designs Committee. (See Export or Die).
The result of all this effort, both in the UK and at Saginaw, were completely automated bread plants which took in flour – and other ingredients – at the front end and delivered sliced, wrapped bread into the warehouse, untouched by human hand. An ingenious arrangement of conveyors, pushers, transfer units and clever unit processes used the latest electronics and pneumatics technology to control the passage of straps of loaf tins around the plant.
INSERT – Illustration of a complete bread plant – diagram? Plus some relevant photos of both US and UK plants
The clamour for automation coupled with the boom in demand for bakery plant led other American firms to enter into competition with Baker Perkins Inc in the manufacture of large continuous plants – only to find that they had underestimated the expertise needed in the successful production of such plants. So long as the boom lasted, there was enough work for all – both the newcomers and the established manufacturers. When the pent-up demand was satisfied, the result was inevitable.
A Shake-up in the American Bakery Machinery Industry
The early 1950s was a significant time for the Group’s American bakery machinery operation. 1950 had seen the beginning of a progressive decline in the American baking industry and this heralded the beginning of difficulties for some machinery producers, - to the benefit of Baker Perkins Inc. The American Machine and Foundry Co. ceased manufacture of bakery equipment and, a few years later, The Petersen Oven Company, a successful manufacturer of unit ovens for nearly three-quarters of a century, (see History of The Petersen Oven Company), found themselves in difficulties after attempting to launch themselves into the design and manufacture of complete automatic bakery plant. By 1958, financial difficulties forced a merger with Baker Perkins.
The decision was taken in 1955 to sell Baker Perkins’ interest in the National Bread Wrapping Company – the association had not been without its problems – to their co-owner The Package Machinery Company, in return for an allocation of stock of the Package company, a share in the Forgrove Royalties, and an agreement that they could continue to sell the machines to the bakery industry. (See also History of Baker Perkins in the Packaging Business). In the same year, significant changes in the structure of the American baking industry compelled the directors to liquidate the Century Machine Company. The industry had split into two main types of business – small retail bakeries seeing goods on the premises and large-volume wholesale bakeries with an output of up to 200 loaves a minute from each line of plant. Squeezed between these extremes was a diminishing requirement for the medium-sizes machinery in which Century had specialised.
In 1956, the Read Standard Corporation, a major competitor to Baker Perkins Inc, was acquired by Capitol Products Corporation and the new owners announced their intention to extend their production of bakery equipment. Read Standard’s president, E. Archer Turner, was persuaded by P.B. Harley to join Baker Perkins Inc as executive vice-president and, in 1963, the Read Standard Division of Capitol Products Corporation was liquidated, Baker Perkins taking over its stock and service obligations.
Bakery Equipment in South Africa
Baker Perkins had sold equipment into South Africa prior to WW2 through an agent, Bradley & Bowman Ltd. of Johannesburg. In 1946, a controlling interest was taken in the company and its name changed, in January 1947 to Baker Perkins & Bowman (Proprietary) Ltd. South Africa was seen as a significant market for bakery machinery but political problems, sanctions and governmental restrictions of imports reduced trading and profits considerably.
During the 1970's, the bread industry went through a boom period but
the industry was very much controlled. The processing of wheat in any
shape or form was not allowed without a licence from the Wheat Industries
Control Board.
Despite having a pool of engineers there had been little local manufacture
in South Africa and in 1980, the Southern sub-group was formed to combine
the Australasian sub-group and Baker Perkins South Africa (Pty) Ltd. Local
manufacture was given greater prominence and the sale of bakery plant
centred round the Australian 440 tray oven with the larger plants being
imported, the largest plant installed being capable of producing 5000
loaves per hour. By this time, Werner and Pfleiderer were importing tunnel
oven plants at highly competitive prices and gaining a foothold in the
industry. Baker Perkins unit machines were still highly regarded and the
sales of Accurist Dividers in South Africa alone more than matched the
combined sales to the rest of the world, including the U.K.
The low point for Baker Perkins South Africa came in 1983 when the baking industry was at a low ebb and plant orders were a rarity. Significant difficulties were experienced. The story of this period will be found in – History of Baker Perkins South Africa Pty.
Previously, Baker Perkins had shown little interest in the South African shop bakery market but in 1984, an attempt was made to get into this growing sector and a new company, Norbake, was floated. This was not a success, the story of this venture being told in Retail Bakery In South Africa below, and in History of Norbake (Pty) Ltd, South Africa.
The End of an Era
The early 1950s saw a major change in the Drawing Office at Peterborough. Johnny Pointon, the genius behind the development of the company’s bakery machinery business (see The Pointons), had retired in 1953 and the passing of the old regime on the technical side of the food machinery business was finally signalled at the end of 1956 with the retirement from active duty of Claude Dumbleton, technical director. This was followed a year later by G.D. (George) Wilson, drawing office manager, moving to the Experimental Department. Both were ex-Willesden people, who had held these positions since 1945. The full story can be see in The History of Baker Perkins Ltd – The End of an Era.Bakery Machinery identified as a Key Opportunity
After the post-war order back-log had been cleared and work at Westwood returned to "normal" – albeit in a very changed world, A.I. Baker had stated some years before – "Experience has proved that a business cannot stand still; it either goes forwards or backwards. When we cease to expand, we begin to go downhill". It was time for big decisions to be made and In November 1954 a committee was formed – the Future Development Committee – with the remit to make a definite choice between retrenchment and expansion. Six months of discussion and argument followed.
Consideration was given to all of the industries served by the company
and to many outside its accepted range. When the report of the committee
was placed before the directors, at the top of the list was – bread-making
plant.
(See also Planning
for Growth).
One of the acquisitions suggested by the Future Development Committee was of William Douglas & Sons Ltd, Putney (see History of Douglas Rownson) who had been associated with Baker Perkins for some time both technically and commercially prior to the acquisition in 1959. Many Baker Perkins bread plants incorporated Douglas equipment for the automatic handling in bulk of fats and liquid ingredients that were transported to the bakery in temperature-controlled tankers and stored in jacketed storage vessels were transferred by metering pumps directly to the dough mixers.
INSERT ILLUSTRATIONS OF A DOUGLAS LIQUIDS HANDLING PLANT
The late 1950s/early 1960s had seen Baker Perkins developing a competence in the bulk storage and pneumatic handling of ‘solid’ ingredients – particularly flour and sugar. These could now be delivered to the biscuit factory by road tanker, discharged in to huge silos and then pneumatically conveyed via sifters and weighing devices to the dough mixers with no mess, dust or human intervention save the turning of a switch on a recipe panel.
INSERT ILLUSTRATIONS OF A BULK SOLIDS HANDLING PLANT
The Douglas liquid handling technology, coupled with the growing in-house solid ingredients handling expertise gave the Division a total “soup to nuts” capability in the supply of biscuit plant, making the electronic management of the whole plant a real possibility.
THE SIXTIES - A DECADE OF CHANGE
Ever-increasing efficiency of production and distribution systems, as well as the development of the supermarket, began the shift away from bread produced by small master bakers and the emergence of the large wholesale companies.
This reflected the changing nature of British society. Women were going out to work in substantial numbers for the first time, there was a substantial uplift in post war affluence, and it was a decade of technological advancement – sliced and wrapped bread fitted neatly into this cultural shift by providing above all convenience.
The Holding Company
On 1st January 1963, the parent company changed its name to Baker Perkins Holdings Ltd and ceased to be involved in any trading or manufacturing activities. A new subsidiary company was formed, taking over the name Baker Perkins Ltd., to operate the Westwood and Bedewell factories and to take over the selling activities of the previous parent company. Although not at first directly impinging on the day-to-day operation of the bakery machinery business, the change was to have a profound effect a few years later.Divisionalisation
The Bakery Division of Baker Perkins Ltd was created in December 1966. P. (Pat) Hoyle was appointed divisional manager with A.L. (Tony) Canham as sales manager.American Developments in the 1960s
The beginning of the sixties, so far as sales of bakery equipment from Saginaw was concerned, had been depressing. However, their Design and Development department had been working with notable success and new equipment was being introduced against the prospect of an upturn in the market. The ‘Templex’ cooler, a completely new concept had – “a ‘harmonic’ motion that actuated all of the mechanical operations”. The automation wheel also came full circle with the development of the Baker Perkins Automatic Product Handling System that Saginaw launched in 1965, which made the troublesome bottleneck at the discharge end of the wrapping machinery a thing of the past. The system, said to be one of the most highly automated in the USA, was capable of handling 14,400 pounds of white bread, 9,000 pounds of variety bread and 90,000 rolls an hour.
 |
The Automatic Product Handling System |
1963 saw exports of bakery machinery from Saginaw rise sharply, after a rather barren period, with the first American automatic bread plant shipped to the Yamasaki Baking Company in Tokyo, Japan’s largest bakery. The Japanese government had encouraged the replacement of rice by wheat-flour in the Japanese diet because of the undoubted nutritional benefits. In the following year, Saginaw received the biggest single order that have ever been placed with it – a complete bakery for Arnold Bakers Inc, in Greenwich Connecticut – the largest plant of its kind in the world. The automatic bread ovens had a baking hearth 200 feet long and over 12 feet wide. The side of one of the tunnel ovens, built of white glazed brick with chrome-plated steel fittings, could be seen through a huge window by travellers on the New Haven Railroad and the New England Thruway running through Greenwich.
A £1.75M bakery was installed in 1965 for Cotton Holsum Bakery, Baton Rouge, capable of producing over 12,000 lbs of bread an hour. This was the fourth bakery supplied by Baker Perkins Inc. for this customer. In the same year, Canadian Baker Perkins secured the largest order in its history – to supply £900,000’s worth of equipment for a bakery in Montreal.
Five lines of Baker Perkins Inc. equipment worth £900,000 were installed in Horn and Hardart’s new kitchens, bakery and research and development centre in Philadelphia, USA in 1966. The plants were to produce - panned bread and rolls; hearth goods; sweet goods; cake; and pies.
At the end of the decade, Saginaw, impressed with the 16% per year growth of the sector, took a close look at the US frozen foods market. It was decided that the ovens that had been successfully baking cake and bread for American housewives so successfully for years, could also be used to cook products for the frozen foods industry. The result of the survey was an order for a tunnel oven to cook meat for a Chicago-based restaurant chain and two tunnel ovens to bake pizza. There was not a great deal of re-design work necessary – the inside of the oven had to be made from stainless steel and, to meet industry regulations requiring the inside of the oven to be washed down, a drainage arrangement had to be provided. Saginaw then turned their attention to developing and adapting plant for the cooling and freezing stages that followed.
Expansion in Australasia
See also History of Baker Perkins in AustralasiaThere had always been the problem and nuisance of putting lids on pans for the production of lidded bread and Thermo Radiant produced automatic lidding on its tray ovens. Each tray was fitted with a lid covering the whole of the tray with a mechanism that allowed the lid to be lowered onto the pans on the tray for lidded bread, or to drop the lids to the bottom of the tray to allow baking of unlidded bread on top of the lids.
Baker Perkins New Zealand Ltd then designed a mechanism by which the lids could be lowered onto the pan for lidded bread, or held up at sufficient height to clear the top of unlidded loaves. Most tray ovens in Australia were supplied with one or other of these types of lids.
Bakers in Australia and New Zealand require a highly glazed loaf or bread rolls. E.W. Hullett, when Director of the Wheat Research Institute in New Zealand, carried out many experiments on steam in ovens and concluded that it was unnecessary to finish the baking of a loaf in a dry atmosphere as had been accepted theory and practice. This made possible the construction of an oven that held all of the steam produced from the loaves being baked. After a certain number of loaves had been baked, the oven chamber became filled with steam allowing the following loaves to be highly glazed without steam injection form a boiler.
Australia also modified the design of a high speed mixer to suit local manufacture and investigated the practicability of a single-speed machine instead of the standard two-speed machine. It was seen that ingredient incorporation was satisfactory very high speeds of 200 rpm or more, suggesting that it was unnecessary to incorporate at 37 rpm and then mix at 75 rpm. A single speed of 75 rpm gave satisfactory results with a saving in cycle time and machine cost.
The Uniflow oven, designed at Peterborough, was very popular among the larger bakers in Australasia in the post-war period.The ovens were made in Australia and were jigged so that shop erection was not necessary, complete assembly being carried out on site. Baker Perkins Pty was later faced with moving Uniflow ovens either within a bakery or to a new site miles away. It was decided that the ideal way was to move the oven in one piece, this being achieved by strengthening the base to make it possible.
The Uniflow was expensive when compared with ovens later produced by competitors and efforts were made to reduce costs by taking the components of a Uniflow and surrounding them with a simpler, cheaper carcase designed for handling in one piece for a 50-tray oven - two pieces for a 70-tray oven. This became known as the Westwood Oven.
1966 brought Baker Perkins Pty the majority share of a Colombo Plan financed order to supply equipment for six bakeries to be installed in India. This contract was seen as providing a significant boost to Baker Perkins Pty’s prestige and credibility in Southeast Asia.
The Westwood oven mentioned above was still considered to be too expensive and a new oven, based on E.W. Hullett's self-steaming principle. . The Simplex Oven, completed in 1962, was competitive in price and very successful in performance. A 20-tray Simplex-type extension was then designed to be added to existing Uniflow ovens, increasing its size at not too great a cost.
1966 saw the Australian company adopting an innovative approach to oven installation. The largest tray oven built to date – a prototype 80-tray Simplex oven, was tested in the factory before delivery and then split into two halves. To obviate removing the trays and chains, the chains were tack-welded to the oven casing at a point where they could be broken, so that when the two sections were married together on site, it was only necessary to re-connect the chains and knock off the tack weld. The first half of the oven was delivered to the customer’s factory on a Friday afternoon and the completed oven, together with its conveyors, went into full production on the Sunday night.
The group's 1967 Annual Report indicated that the share capital of Baker Perkins Pty. Ltd. Australia was increased by a scrip issue, providing a sound base for its future expansion in Australia. It also confirmed the group's 40% stake in Gordon Brothers Pty. Ltd.
Profit and turnover growth continued through the late 60's and, in 1969, Baker Perkins Pty. Ltd purchased the business of its main competitor in Australia, Thermo Radiant Ovens Pty. for £470,000. Thermo Radiant employed 120 in Springvale, Victoria and manufactured bread-making equipment that was to be made available alongside Baker Perkins' products. Also, in 1969, the remaining 60% of Gordon Brothers share capital was acquired. With this growth of the group's assets in Australasia, John Peake was appointed as managing director in the same year.
Don Jones, who was general manager of Thermo Radiant when it was acquired in 1969, was appointed managing director of Baker Perkins Pty. Ltd. in 1977. He joined the board of Baker Perkins Holdings in 1982.
Developments in the United Kingdom in the 1960s
By the mid-1950s, the post-war boom in Bakery Equipment had begun to slacken and around 1960, a reduction in the per capita consumption of bread in the UK led to some concentration in the market and the emergence of a number of large bakery chains. A similar concentration of UK biscuit manufacturers had begun in the 1950s - see - History of Baker Perkins in the Biscuit Business. By the late 1960s, these newly expanded bakeries began to consolidate their manufacturing operations, creating something of a dilemma for Baker Perkins. While the change to larger, albeit fewer baking plants tended to favour Baker Perkins, the basis on which baking equipment was being purchased was also changing in ways not necessarily favourable to the company.
In a move to increase profits, the larger UK bakeries began to question the need for premium equipment with foolproof features in view of their increased in-house ability to maintain equipment. They also exhibited a greater willingness than had small bakeries to buy individual components of a bakery plant from more than one supplier.
A second threat came from the fact that while a successful sale to one part of the chain was likely to lead to more sales to the rest of the chain, a serious problem with one particular bakery could lead to a supplier being excluded from further business with all bakeries in the chain.The impact of this on Baker Perkins is seen in Threats to the UK Bakery Machinery Business below.
The introduction of Industrial Designers into the business in the mid 1960's can perhaps be described as a "quiet revolution", their excellent communication skills creating a bridge between the marketing, design, production engineering and manufacturing functions. (See The Drawing Office). Adopting a ‘team’ approach to design management caused the development to delivery cycle – the time taken from the birth of a concept to its delivery to a customer – to shrink, typically by as much as half. With the emphasis on design for purpose, the new range of machines generally had a modern, lighter, easier to operate, more hygienic look, were competitive on price and specification and, more importantly, performed at least as well, if not better, than earlier equipment.
INSERT – Show examples of machines ‘before and after’ the ID treatment.
Another revolution came with the introduction into the Drawing Office of CAD/CAM. Again, this story is told in more detail in The Drawing Office.
The Chorleywood Bread Process
First developed in 1961, *British Baking Research Association’s Chorleywood Bread Process came into general use in 1965. This substantially reduced the long fermentation period by introducing high energy mixing for just a few minutes, dramatically reducing the time taken to produce a loaf. The process also permitted a much greater proportion of home grown wheat to be used in the grist.
*(The British Baking Research Association at Chorleywood, subsequently the Flour Milling and Baking Research Association (FMBRA) and now the Campden and Chorleywood Food Research Association (CCFRA)).
All ingredients were pumped from large storage bins or silos into the dough mixers automatically. The equipment was controlled by computer, the dough being mixed intensely for about three minutes in a high-speed mixer in batches of around 300 kilos. The temperature of the dough had to be carefully controlled at 28ºC so that the yeast could grow and the dough become elastic.
The main features of the process were:
- Development of a dough by mechanical work input at nominally 11 watt hours/kg in approximately three minutes .
- Addition of an oxidising improver .
- Addition of an emulsifying agent.
- Addition of extra water. This was necessary to deal with the retention of flour solids normally lost during bulk fermentation and the absence of dough softening which would have taken place during this time.
- Addition of extra yeast which ferments less rapidly during the early stages of final proof.
- Reduction of flour protein to compensate for the increase in specific volume compared with bulk fermentation.
- Use of a partial vacuum in the mixing chamber to reduce the size of and control the crumb structure.
The Research Association explored the idea of developing a new high energy mixing process, whereby pressure and partial vacuum are applied sequentially during an otherwise standard mix cycle. A new mixing machine was required and this was designed and engineered by the Tweedy of Burnley. A patent was filed and subsequently granted. As the process become widespread and coupled with an increase in the scale of bread production as bakers consolidated, merged or were taken over, coupled with the continuing growth of the supermarket, the ever increasing demand for sliced and wrapped bread maintained its pace. The Process is now used almost exclusively by industrial bread manufacturers in the UK, Ireland, South Africa, Spain, Israel and New Zealand and extensively by tin bread producers in Australia, Germany and Sweden.
The Tweedy Pressure-Vacuum Mixer remains the definitive mixer for the Chorleywood bread process and George Tweedy & Co (later Tweedy of Burnley) - founded in 1865 in Burnley as general engineers - was acquired by APV in 1989. It is now part of the Baker Perkins bakery machinery product range at Paston, Peterborough. (See also History of Tweedy of Burnley)
Bakery Machinery Development
Dough Mixers
(NOTE: This is a first draft to which more text and illustrations will be added later)
It is understood that Baker Perkins was approached by the Research Association with a view to holding large-scale trials but, for whatever reason, the invitation was declined. Instead, Tweedy - then a small-scale producer of paint mixers - entered the trials and eventually, by a modification of their mixing element, found that they could do what was required. The bread making industry accepted the process and Baker Perkins had no option but to attempt to follow suit.
The Tweedy mixer was essentially a vertical tub with a roughly disc-shaped mixing element at the bottom, contained, along with the drive motor, in a tilting frame. This enabled it to discharge the dough into a tub for transfer to the divider, the second mix of the earlier process being unnecessary.
To take full advantage of the system, it was necessary to feed in the next batch of ingredients as quickly as possible. Although yeast, salt, and so on were thrown in manually, flour and water were weighed into hoppers suspended over the mixing bowl from a separate framework. When the weight of either reached the preset figure the supply would automatically be cut off. The time allowed was 2 minutes, thus the complete cycle took 5 minutes per batch, giving 12 batches per hour.
At some point it was found that if the last 2/3 or so of the mixing cycle was carried out with the bowl under a partial vacuum; a closer textured bread would result. This was an advantage with the growth of the commercial sandwich market and became an accepted feature of the process, though the product was not universally liked.
Inevitably, Baker Perkins realised that it had made the wrong decision and was losing ground. Perhaps in an attempt to circumvent Tweedy patents, perhaps just to be different, a design was produced with a horizontal beater. This turned out to be only the first in a series of designs aimed at matching the simplicity of the Tweedy machine and/or outflanking them.
In the Baker Perkins design - later called the 22DJ - the bowl was U-shaped in section, mounted horizontally with a bearing and seal at each end, much like the biscuit mixers of the time. The beater was quite different, being an Aluminium casting with an ovoid cross-section, the narrow side coming almost to a point, with a 180° twist from end to end. The motor was in an enclosed box that formed the support for the bowl at one end, a similar structure at the non-drive end containing pneumatic control valves. The dough was forced from the drive end to the other due to the twist of the beater and returned via the space above. When mixing was complete, the bowl tilted on its axis to discharge.
The disadvantage for both companies of having the beater mounted in the bowl was that the shaft seals were subject to aggravated wear through contact with soft water and the residue of previous doughs. Unlike biscuit dough, which remains soft for quite some time due to its high fat content, bread dough in small quantities soon sets hard and is very abrasive. Both firms suffered with seal failures until the late 1980s when first Tweedy, then Baker Perkins, changed from in-house design and manufacture to a bought-out unit.
At the beginning of the 1970s, it was decided to produce a machine on the lines of the 22DJ but of about half the capacity. This was known as the 110 mixer and, in an attempt to minimise seal problems, the beater, of the same material and shape as that in the 22DJ, was supported only at the drive end. This obviously put more load on to the drive shaft, which had to be strengthened. The frame and bowl were as in the 22DJ, the bowl of course still being supported at each end.
In anticipation of it being used in smaller, more traditional bakeries, an optional extra was provision of an opening in the lid over which a chute could be fitted for the addition of fruit. This machine, incidentally, was the first in the company to be designed to metric dimensions.
A larger version, known as the 3500, then replaced the 22DJ as the standard large bakery model. At some point, it was found that a suitable dough could be mixed in 2 minutes and to cater for the higher load on the motor it was no longer switched off between batches. To make this possible a clutch was fitted between it and the drive shaft, so that its fan was always running.
The next step was taken with small bakeries in view and introduced a radical concept. Conceived in the Experimental Department (see The Experimental Department), it to some extent reverted to the traditional system of removable mixing bowls, the beater being nominally vertical. It had, however, the capability to mix Chorleywood-type doughs. The beater was offset from the bowl centre, being driven via a pair of shallow angle bevel gears. The gearbox itself rotated at a slower speed, driven or perhaps rotated at a slower speed, driven or perhaps restrained, by a secondary motor. The result was that the beater, a “pigtail” shape in stainless steel, was given an epicyclic or planetary motion. This apparently had the effect of reducing the amount of energy required. This machine was given the name BiPlex.
Keith Salter then had the idea of using a similar beater and bowl, the beater, however, being centrally mounted, in a horizontal configuration. The outer end of the bowl was hemispherical and split so that part of it opened to allow the manual feeding of small ingredients and the discharge of dough. This was given the name Uniplex and supplanted the earliest design with the aluminium beater.
Throughout the various changes and developments, the weighing of flour and water remained generally unaltered. The hoppers were supported by load cells that gave an electrical signal proportional to the weight, enabling automatic cut-off. The final version of mixer was a variation of the original BiPlex system, the blade being driven by an angled shaft via a universal coupling.
The introduction of Micro-processors
The late 70s and early 80s was a period of great change as the advent of the micro-processor created the need to acquire new skills to tackle the introduction of radically new machinery control systems. One of those recruited to help the company come to terms with the need for a new breed of software engineer was Peter Down who remembers his time in the Experimental department, working on control systems for Bakery Dough Mixers. - "I joined Baker Perkins on the 2nd July 1979. My diary has a reference to visiting an exhibition in London with David Carter to look at displays for the BiPlex mixer. I worked in the experimental department at the time when Chris Wiggins was manager. My memory of Chris is of a soft spoken, tall man with one heck of a long stride, a good sense of humour and easy to work for.
I was employed as an electronics engineer working with Stephen Terrell. I went to university in Bradford with Stephen but we took different employment on graduating. Keeping in touch over the years he was able to steer me towards the job with Baker Perkins, so I could move from London to join my partner who had moved because her employer had relocated its business to Peterborough.
We designed and built the control system for the BiPlex dough mixer. Our immediate manager/team leader was David Carter. As a team we started using a PC in the form of a Compaq Portable, and had VDU terminals connected to a VAX computer and a PDP11/23. We developed a hardware control system based on the Z80 microprocessor. Steve coded a compiler, running on a PDP11, for a language which we called STEPS (I have forgotten what the acronym stands for) and I implemented the Z80 target code interpreter. David Carter used Steve’s STEPS language to write the mixer control sequence programme, which was compiled into target code that was burnt into EPROMS and plugged into the Z80 control board.
I had been trained and employed as an electronics engineer. However, by this time the advent of microprocessors meant that I was now also becoming a software engineer and gaining expertise in real-time control systems. The advances in this field meant we could design and build the BiPlex mixer control system to be more easily programmed, by someone knowledgeable about the dough mixing process, using our STEPS language. The system gave real time access to incoming water and flour temperatures and weights, as well as the energy being put into the mix from the mixer motors. Using this data, a logical sequence of adding water and flour could be programmed in order to match the mixer operator requested recipe of weights and final temperature. As a result it was said that the BiPlex mixer could get more water per sack of flour because of the accuracy of the control system and the BiPlex hook action.
During my time in the Experimental Department, I remember a site installation visit to Mothers Pride in Birmingham to see the mixer in action. I also remember seeing an operator lose his blue jiffy cloth in the dough divider and then search the dough pieces on the exit conveyor for signs of the cloth. I learnt that the metal detectors before the saw blades on the slicer are not there to protect the public from any unwanted nuts and bolts in the bread, but to save the expensive saw blades from damage.
Another memory is of a Rose Forgrove sweet wrapping machine and renting a then state-of-the-art, video tape, high speed camera to look at the rotary cutter to try and find out what was causing very narrow slivers of wrapping material to become wrapped with the sweet. That was my introduction to tuning servo control systems and PID loops.
I remember the demonstration lines in the experimental department including the wafer line. My kids were in awe when I took home a 12”x 9” pink cream filled wafer for each.
I remember the bread and biscuit lines. The biscuit line was used once or twice to try dog biscuit mixes, but they only had a limited set of rollers for rich tea, custard creams or digestives, so it was always wise to ask what mix had been baked off before sampling them. We also made some plastic custard creams that were then used for offline testing of various height scan designs.
I remember an extruder on test trying out recipes for African countries ... very unusual flavours but the theory being that any contamination of the source material, weevils etc. would be killed and sterilised by the high temperatures and pressures of the extrusion process.
I left Baker Perkins in September 1987 as the company merged with APV and went on to work at DEK Printing Machines Ltd in Weymouth from Aug 1987 until I took early retirement in Feb 2011.
On a lighter note, I recall that, instead of using the main gate from the car park and having to walk all the way to the bottom of the site to get to Experimental, we would use a door and gate at the back of the building. However, it did mean on the odd occasions when the lower gate had not been opened, that having parked at the bottom of the car park, there was double the trudge of walking the length of the car park to get to the main gate before trudging all the way back again ... not fun in winter".
Peter Down, June 2015
Roll Plant
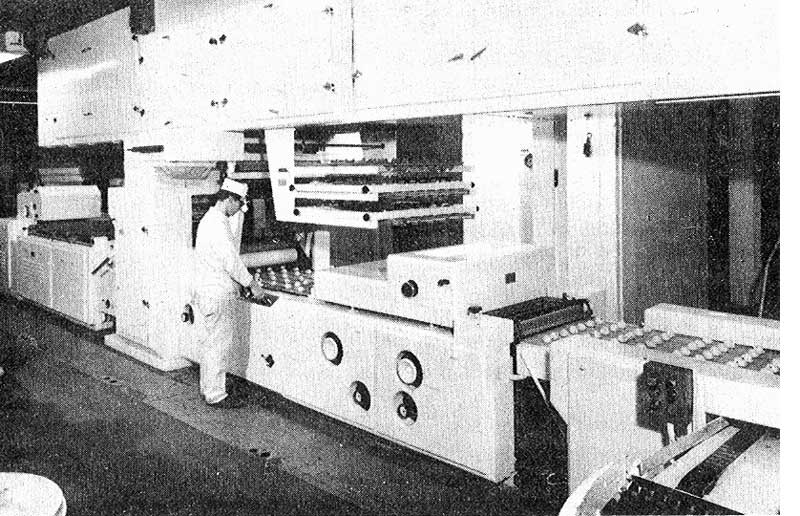 Early
1967 - The latest design of plant by Baker Perkins Ltd for the production
of rolls was installed in the Hull factory of William Jackson & Sons
Ltd. Designed to produce either hard or soft rolls, in the three traditional
varieties – finger, pinned or round – the plant was capable
of an output of up to 10,000 one to four ounce rolls an hour. The fully
automatic equipment required only one operator.
Early
1967 - The latest design of plant by Baker Perkins Ltd for the production
of rolls was installed in the Hull factory of William Jackson & Sons
Ltd. Designed to produce either hard or soft rolls, in the three traditional
varieties – finger, pinned or round – the plant was capable
of an output of up to 10,000 one to four ounce rolls an hour. The fully
automatic equipment required only one operator.
1970 – New Universal roll moulder announced by BP Australia in conjunction with the design staff of Thermo-Radiant Ltd.
Automatic Cake Plant
By the sixties, consumer lifestyles had changed significantly. Consumers were prepared to pay for quality and convenience and housewives with no time for any home baking wanted, along with the burgeoning supply of ready meals and other convenience foods, cakes like Mother used to make. The food industry responded readily to the demand.
It was not only the major established bread bakers who began to look for new equipment, but many of the larger biscuit producers also wished to enter the market. As it turned out, the timing was singularly fortunate for the Biscuit Division of Baker Perkins Ltd., coming as it did at a time when sales of biscuit plants were significantly depressed – see also The Lean Years.
Cakes of various sorts had been baked in Baker Perkins ovens since they were first installed in the mid-19th century and it was possibly only a short step from producing tin bread on large automatic bakery plants – the automation being simplified by strapping a number of loaf tins together – to handling straps of cake tins – or cakes on baking sheets – in the direct turbulent gas-fired bread ovens, equipped with a wire band.
Automatic cake plants were supplied to both home – McVitie & Price, Macfarlane Lang, Huntley and Palmers and Cadbury - and overseas customers – Biscuits Belin, France and Bellevue Feine Kuchen, Berlin, the latter designed to serve the whole of Western Germany.
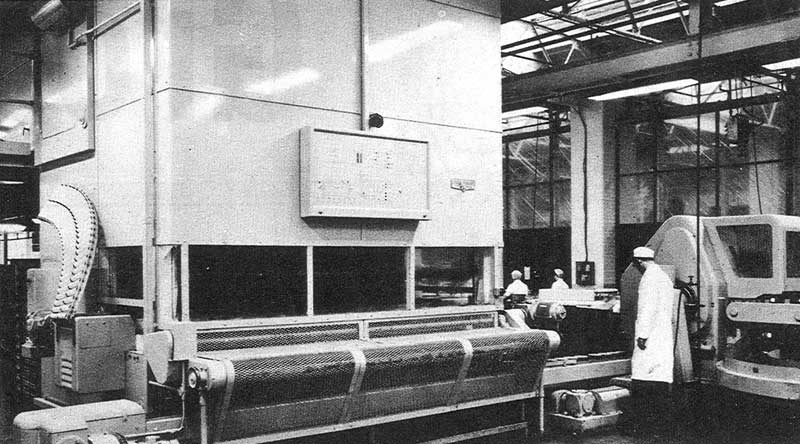 |
Cadbury’s Automatic Cake Plant |
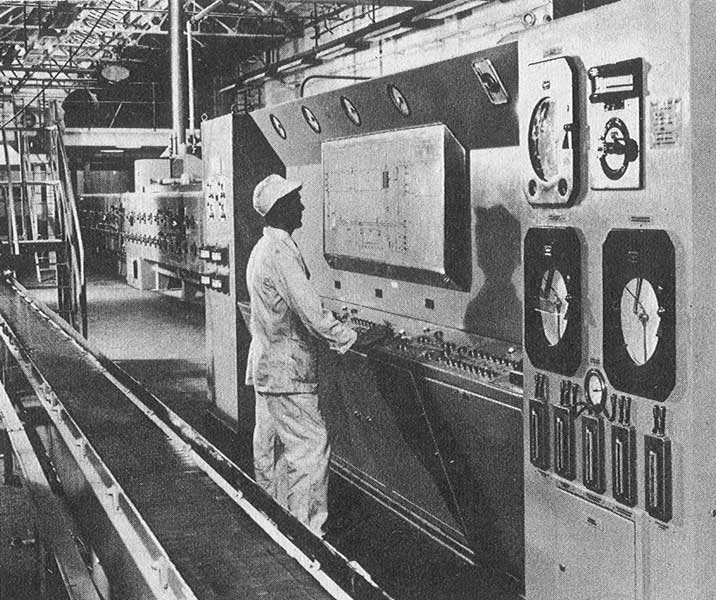 |
The plant for Cadbury’s factory at Worcester was supplied in 1964. Producing sponges, ginger cake, gateau and Madeira cakes, the plant was fully automatic in operation, with air-conditioning and humidity control throughout. Butter, sugar, flour, egg and milk powder were batch-mixed on an upper floor in a large capacity mixer before being gravity-fed to a Baker Perkins Copland depositor. This deposited cake mixture into tins passing underneath on a conveyor that in turn fed the tins direct to the 60ft long gas-fired oven. After baking, the sponges passed into a pre-cooler before each strap of four tins was individually de-tinned. Empty tins returned on a conveyor circuit through a washer and tin greaser ready for refilling. De-tinned sponges were gently conveyed at a rate of 3,000 an hour to the final cooler before being fed to a slicer that separated the two halves, creamed the bottom half and replaced the top portion. A light dusting of caster sugar and then the finished cake was wrapped in clear film on a Forgrove ‘Flowpak’ before cartoning and despatch. A second plant was installed at Cadbury’s Moreton factory in the Wirral, Cheshire.
As well as large automated cake plants an average of 5 swiss roll plants per year was sold between 1960 and 1967. (See The Swiss Roll Plant above). These included, perhaps surprisingly, 7 plants in three years to Japan.
In early 1970, eighteen lorry trailers full of bakery machinery – tunnel ovens, provers and coolers - were taken on railway flat cars from the Baker Perkins Inc. factory in Saginaw to Interstate Brands’ new bakery at Columbus, Ohio. The $7M plant was to produce 500,000 cakes per shift. The trailers served as warehouses to store the equipment as it was erected.
The largest ever UK bakery plant order
 After
three years of negotiation and planning between the management of J. Lyons
& Co, Carlton, near Barnsley and Baker Perkins Ltd, a contract –
one of the largest ever placed with Peterborough’s bakery machinery
business – was signed in 1973. The value of plant and machinery
to be supplied to produce pies and cakes was approximately £5M.
Said to be the largest complex of its kind in the world, the site covered
70 acres – nearly twice the area of Westwood Works itself.
After
three years of negotiation and planning between the management of J. Lyons
& Co, Carlton, near Barnsley and Baker Perkins Ltd, a contract –
one of the largest ever placed with Peterborough’s bakery machinery
business – was signed in 1973. The value of plant and machinery
to be supplied to produce pies and cakes was approximately £5M.
Said to be the largest complex of its kind in the world, the site covered
70 acres – nearly twice the area of Westwood Works itself.
Packaging Machinery for the Baking Industry
Earlier in this History, in Bread Making Machinery Development – Bread Slicing and Wrapping Machinery, we looked at the surprisingly early introduction of the sliced loaf and subsequent evolution of slicing and wrapping machinery. The involvement of the Baker Perkins group in wrapping and packaging baked products was somewhat broader than this and some covered in The History of Baker Perkins in the Packaging Business and the linked histories of the Forgrove Machinery Co. and Rose Forgrove.
Rose Forgrove offered a comprehensive range of machinery relevant to the baked goods sector at the time of its formation in 1967 and developed other relevant equipment later as the bakery market moved from the large plant bakers towards hot bread shops, in-store bakeries and bake-off operations. (See Meeting the Threat below)
As the sliced bread market moved from using the original waxed-paper wrapper, Rose Forgrove introduced a range of slicing and bagging machines. There were developments also in bread slicing with the band slicer suitable for the small cross-section, high-fat, low-moisture content loaf found in N. America, Germany, Holland, Sweden and Australia being supplanted in the UK by reciprocating slicers that had significant advantages when used on the large cross-section, low fat, high moisture content UK standard loaf.
Many of the baked goods applications were met by various of their range of “Flowpak” horizontal form-fill-and seal machines, some of which were available for modified atmosphere packaging – a significant advantage with short shelf life bakery products such as speciality breads, part-baked bread products and varieties of cake.
THE SEVENTIES – THE MARKETING ERA
BAKEMARK is formed
(See also The Holdings Building – Marketing)
Recognising the need to gain a greater understanding of customers' real needs and to more closely focus resources on the group's targeted markets, BISMARK, the first of three industry marketing headquarters was created in January 1970. (See also History of Baker Perkins in the Biscuit Business). Developed out of Baker Perkins Ltd's biscuit division, its role was to act as the central point to co-ordinate the marketing work of regional offices of Baker Perkins International that sold machinery to produce biscuits, and of group companies that made and sold that machinery. The function of Bismark was an advisory one with the object of improving the quality, strength and profitability of Baker Perkins' worldwide biscuit machinery business. It dealt with day-to-day technical questions but also performed a marketing function by collecting and analysing information as to the kind of machinery that customers needed. CHEMMARK, a similar organisation to co-ordinate the marketing work of group companies making and selling chemical machinery, was formed in May 1970 and was headquartered at Baker Perkins Inc's factory in Saginaw, Michigan. The co-ordination of marketing of bakery machinery posed different problems. With no dominant manufacturing centre – bakery machinery being made in Peterborough, Saginaw and Melbourne, Australia – BAKEMARK was constituted in December 1970 as a committee under the chairmanship of A.I. Baker, having no permanent staff, and with the other members drawn from the senior staff of relevant operating companies.
Why a Three-Pronged attack?
1973 Baker Perkins Inc’s Saginaw Food Machinery Division marketed a complete line of high-speed bakers’ machinery throughout the Western Hemisphere, Western Europe and parts of the Far East. Capable of producing up to 15,000 loaves of bread per hour, the equipment was aimed, primarily, at the major chain and wholesale bakeries. The Division also offered equipment for the large-scale production of sweet goods, rolls, pies, cakes, biscuits and crackers.
1966 brought Baker Perkins Pty the majority share of a Colombo Plan financed order to supply equipment for six bakeries to be installed in India. This contract was seen as providing a significant boost to Baker Perkins Pty’s prestige and credibility in Southeast Asia.
Baker Perkins Ltd - Woodston Satellite Factory
See also Bretton
In early 1974, some 12 years before the move to Bretton, Baker Perkins Ltd’s Bakery business took over one of the Peterborough Development Corporation factories at Woodston and moved in the team, which made bakery unit machines. This move came as part of a re-organisation of the Westwood Fitting Shop as printing machinery production increased. It is understood that production remained at Woodston for something over one year before moving back again into the Westwood factory.
A new production technique - "planned assembly system" - was used for the first time in the company. With this system, parts for a job were divided into small, manageable groups and drawn from storage racks in a planned logical sequence. One of the key machines worked on was the Bakers Depositor.
Pie Plants
 |
“Superior” Pie Plant |
As part of a move to take the bakery division into other areas of the food industry considered to have more growth potential than the bread sector, the “Superior” range of pie –making machines was introduced by Baker Perkins Ltd early 1975. Catering for both large and small manufacturers, the range consisted of an in-line blocking machine, a rotary pie blocking machine and a full range of dividing and depositing heads, paste dividers, soft meat or jam depositors and pork meat dividers. These subsidiary machines were available in mobile form – able to be wheeled up to the basic machine when required – or mounted on the in-line machine. The mobile machines could also be used independently of the main machine.
Threats to the UK Bakery Machinery Business
The threat to Baker Perkins' home market bakery machinery business from the concentration of UK bread manufacturers that had begun in the early 60’s with the creation of a small number of large bakery chains came to a head when, in 1978, one of these giants, Spillers, announced that they were to cease bread production, reducing the major players from three to two - Allied Bakeries and British Bakeries. The UK market had as a result an oversupply of bread manufacturing plant.
Meeting the Threat
When commenting on the news of Spillers withdrawal from the market, Pat Hoyle, director and general manager of the bakery machinery division, said:
“The immediate effect on the Baker Perkins bakery division will be some reduction in the spares and order rate. However, when Rank Hovis McDougall and Associated British Foods have had the opportunity to complete their re-programming, a steady flow of spares and service orders is anticipated.
The bakery division has for some time planned to meet the gradual reduction of plant bakeries in the UK to a level consistent with the current UK bread consumption figures, We are confident the future plant replacement programme in the reconstructed industry pattern will emerge at a rate in line with our plans.
An important part of the divisional development plan over the last five years has been to concentrate efforts in selected overseas markets. One of the expanding new market opportunities developing a UK style of bread is Yugoslavia. The first Baker Perkins automatic bread plant sold to this region was ordered in March 1977 and was worth £1M. A further order has been placed this month (May 1978) valued in excess of £1.25M”.
As if to prove that all was not lost, the December 1978 issue of the group newspaper -‘Contact’ carried the headline:
“Giant UK Bakery Installation – Erection work is nearing completion on the largest and most sophisticated single-line bread plant ever installed in Great Britain”
The oven – with a baking chamber 27.35m x 3.85m was not only the first Mk IV “Turboradiant oven but was also the largest bread oven ever supplied by Baker Perkins. The plant was installed at RHM Bakeries (Midlands) Ltd, Birmingham and was capable of producing more than 6000 loaves an hour.
In a further move to develop overseas markets, Baker Perkins Ltd joined with another group company – Werner Lehara, Michigan, USA – to supply £0.5M of specialist equipment to a bakery in Cairo to make Egyptian bread. Two lines of plant were installed to produce the flat national loaf, a disc of approximately 180mm diameter – partially divided to form a pouch into which other foodstuffs are added. The two plants produced 12,000 loaves an hour. The UK-based division provided the divider/moulder, first prover and cross sheeter and Werner Lehara supplied the mixing equipment, second prover and gas-fired oven.
Problems with High Output Dividers
John Haward, Chief Product Engineer, Baker Perkins Bakery Division until 1997, remembers:“Reading the account by J.E.Pointon entitled "Early and trying difficulties in getting the Divider accepted by customers and workers" – see The Pointons - brings to my mind the difficulties we had in 1975 to 1980 with a high output 4-pocket divider on plants of 6000 pieces per hour.
A 4-pocket divider called the "B31" had been produced and installed in a number of large plant bakeries and there were many complaints of bad scaling accuracy. It was not just that there was a larger standard deviation but the number of "flying lightweights" as we called them was far too high. These could be up to 20 or 30 gms light yet 95% of the weights could be within an acceptable range of about 12 gms. With new legislation in the UK to tighten the weight control of finished loaves, we received strong criticism from the main bakery groups who were using this divider.
I was Chief Product Engineer at the time and had to carry out numerous tests in the bakeries. I could generally convince the managers that if they were careful in lubricating the feed hoppers sufficiently the flying lightweights would reduce to an acceptable level. There were some feed hoppers with angles that were not steep enough and refitting better hoppers was carried out in a number of bakeries, though there were arguments as to who should pay.
We never understood why the extra drag caused these extreme lightweights, and we hoped that the new design of the Accurist divider would not experience the same tendency. It did appear that a bubble of air was pulled into the dough in the B 31 divider and did not escape again as the dough was subjected to the spring pressure in the pocket. Happily, the new Accurist divider proved to be much less sensitive to drag in the feed hopper, and oiling of the surfaces could be much reduced. (A good thing because there was a fear of cancer-producing products in the mineral oils used and vegetable oils were more expensive.)
Weight scaled is of course dependent on the density of the dough and it was surprising how many times I found that the bakery managers did not realise that the vacuum applied in the mixer was not taking effect for the reason that the pipe needed cleaning! When batches of dough were produced alternately by two mixers the effect showed up very well when the average weights were plotted out; one mixer vacuum system was working well the other was not, and the step change of about 15gms was very apparent.
Both these problems had caused some bakeries to be fined for light weights; I was told a fine of £1,000 had been paid for one light loaf!”
Entering the French Market
France, with its baguette - made from soft flour and therefore having such poor keeping qualities that it was necessary to purchase it twice a day from the boulangerie, (of which over 40,000 existed throughout the country) - might not seem an obvious target for a supplier of equipment to the traditional UK bread sector. However, as part of the bakery division’s strategy to diversify into overseas markets, Baker Perkins commenced a selling operation with the primary aim of establishing the company’s products in the French baking industry. The task was given to a two-man team – Bobby Miller and John Armstrong.
It was no easy task, the log, thin, crusty baguette is almost sacred in French households and resistance to change was considerable. The breakthrough came in two areas. Firstly, experience had shown that the Baker Perkins Turborack Oven could bake the baguette as well, and perhaps even better, than the traditional sole ovens, whilst, at the same time, being more efficient. Secondly, the trend in France, as in the rest of the western world, was for convenience foods, with the French housewife beginning to see the advantages of sliced and wrapped bread.
By 1975, a number of orders had been obtained in the tin bread market, one of which included a new oven designed especially by Peterborough for the continental market. – the Convectoradiant Oven. At this time, the new oven was proving its versatility baking patisserie and cakes at Paindor of Evreux, near Rouen.
The 1979 Group Annual Report states:
“As shareholders are aware the British bread industry is going through difficult trading conditions and, as a consequence, your company’s sales of machinery to the industry in the United Kingdom have fallen significantly during the past two or three years. The position is not expected to improve during the year ahead. However, sales of bread machinery in markets other than the United Kingdom, in particular in the United States and Australia, have shown an improvement”.
Faced with an inevitable long-term reduction in automated bakery plant sales in the UK, the company turned its sights onto the growing artisan and in-store bakery machinery market. Life-styles were changing significantly with consumers demanding increased convenience and variety. There was a surge in ‘hot bread shops’ – the Australian Don Miller franchise exhibiting rapid growth in the UK – whilst all of the major supermarkets were installing in-store bakeries.
Although Baker Perkins had manufactured unit bakery machines for many years, their attempts to enter this market in depth were not met with instant success. Market research carried out at the time - (see also – The Holdings Building – Marketing) - suggested that the smaller bakers were not exactly queuing up to buy Baker Perkins equipment, arguing that they had felt somewhat neglected in the days when large plant orders were plentiful and rather resented efforts to woo them when things changed. A not surprising nor perhaps unreasonable reaction. It was clear that a major credibility problem existed and that the company needed to implement a coherent market entry strategy.
The company adopted an acquisition strategy that proved commitment to the sector, gained credibility in key local markets – France, Italy, Australia, New Zealand and the USA, and brought with it the latest process technology.
Further expansion in Australasia
(See also History of Baker Perkins in Australasia)The Australian bakery machinery industry had grown in the isolation provided by strong tariff protection but in an environment where its customers were forced by legal requirements to operate a very limited number of hours a week, this latter leading to a desire to purchase at very low prices by UK or US standards.This experience resulted in the Australian company being internationally competitive in certain sections of the bakery machinery market, particularly in ovens and automatic bakery plant. This facilitated the obtaining of orders from South Africa, Iran, New Guinea, India and South Korea.
A particular feature of Australian bakery machinery was automatic lidding, self-steaming, swing tray oven, typified by the 440 oven series in which square sandwich bread and open tin bread could be selected at will by use of the in-built automatic lidding system. This and the self-steaming feature gave the oven a lower fuel consumption than any other type. Australian ovens were also shipped as unit machines making site erection unnecessary.
Baker Perkins Pty shipped one of Australia’s largest ovens to Greece in early 1970. The 80 tray “Simplex” oven measured 64ft x 11.5ft x 11ft and weighed 34 tons. Producing 4,000 loaves an hour, the oven was the first shipment of A$500,000 worth of plant for a new Australian-owned bakery in Greece. The plant was expected to produce 10% of Athens’ total bread needs and was claimed to be the largest in the world outside the Americas and the UK.
The goodwill and assets of Industrial Heating Co. Ltd. of Auckland and Christchurch, New Zealand were purchased at the end of 1978 and by 1979, results were showing significant improvement. In New Zealand, the two businesses – Baker Perkins New Zealand and Industrial Heating, were merged in Mangere.
In 1979, The Australian company were once again successful in obtaining a major order on the back of Governmental aid – this time the Australian Government’s aid programme to developing Asian Countries. The project was carried out in conjunction with the Australian Bread Research Institute and comprised an A$1.5m bakery in Dacca, Bangladesh. Two complete lines of plant – one for sliced and wrapped bread and one for rolls – produced 2100 1lb loaves and 4000 3.5 oz rolls per hour, 24 hours per day.
The contract included the supply of all mechanical and electrical services, including a power generating plant, and the training of the Bangladesh engineers responsible for the operation of the bakery. The plant was semi-automatic in order to utilise as much Bangladesh labour as was commercially viable, and for simplicity of operation and maintenance. It was expected that the bakery would make a significant contribution to the food and nutrition needs in Dacca. A major portion of the output was to be used in schools and other public welfare nutritional feeding programmes.
Progress in North America
1970 was the 50th anniversary of the acquisition of the Saginaw factory but it was also a year of recession in the USA. Neither the Canadian not the USA bakery industries escaped the effects with “a considerable” decline in sales volume. Baker Perkins Inc were, however, forging ahead with bakery equipment development and completed the installation of the USA’s fastest automatic roll plant, capable of producing over a million uniformly high quality hot dog buns each day.
Some Saginaw manufactured products from the period are shown below:
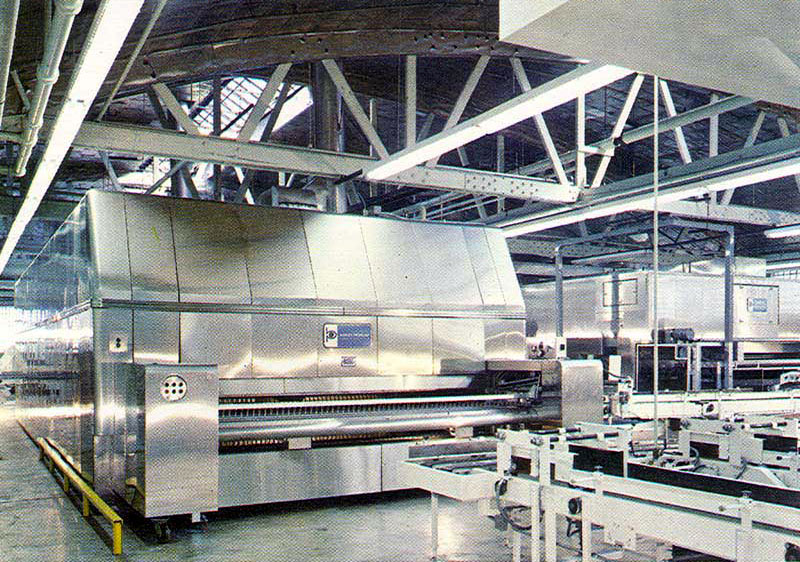 |
Series 90 Double Lap Oven (left), and a B-P Templex Proofer (right background). |
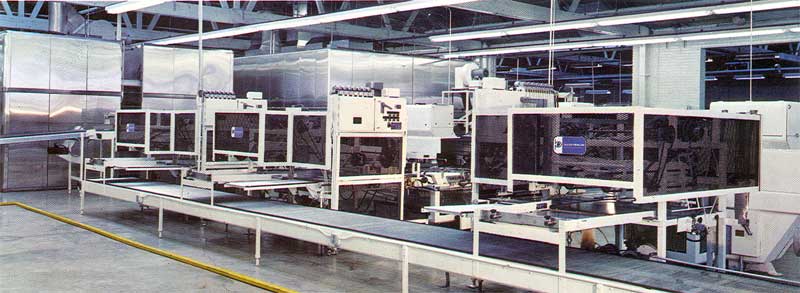 |
Baker Perkins “Pattern Makers” grouped bread in any desired arrangement or pattern to fit pallets or baskets. |
 |
Pallet Unstacker (centre background) feds pallets to a Loader (right centre). Loaded pallets then moved to a Rack Loader (far background) to complete the cycle of the automatic product handling system. |
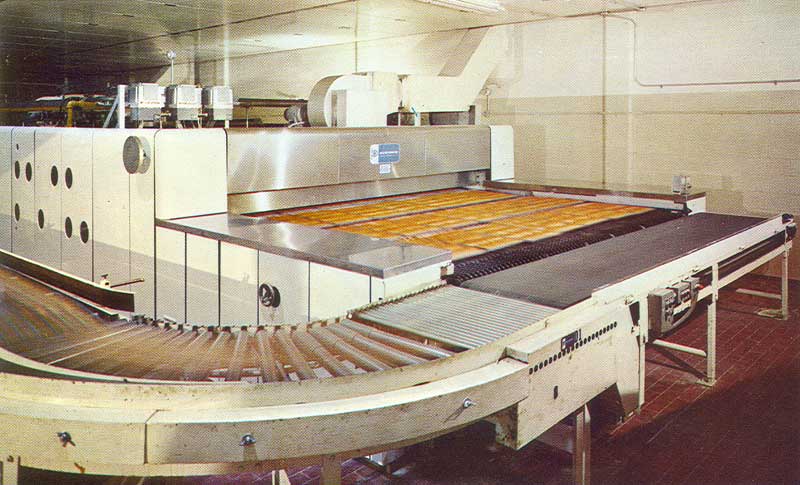 |
Series 960 Direct Fired Oven baking hot dog buns |
 |
Pans of proofed hot dog buns are transferred form the Proofer to the 960 Oven |
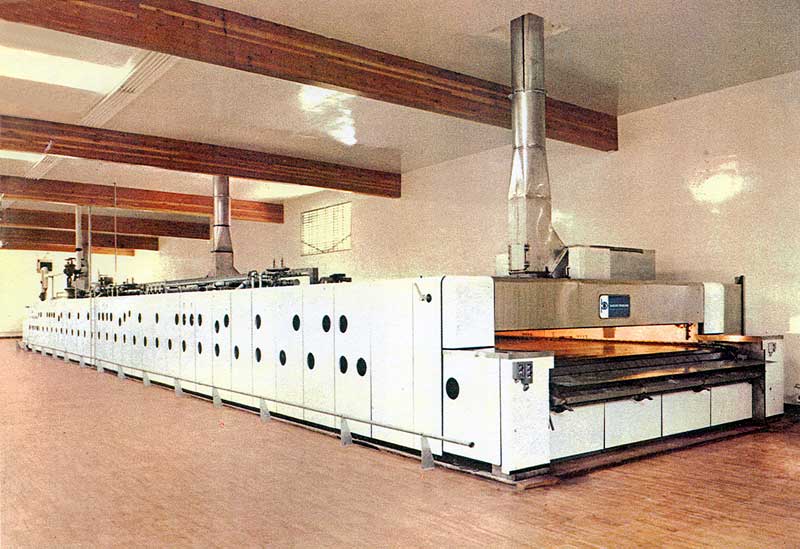 |
960 Series Tunnel Oven |
Circuitous Bread Plants
Lanham Machinery Co. Inc introduced its revolutionary "Proof and
Bake" conveyorised baking plant in 1967, in direct competition with
the conventional Tray Prover/Travelling Oven/ Tray Cooler plant produced
by each of the three Baker Perkins group bakery machinery companies. In
the Lanham system (see More Acquisitions below),
The products were proved, baked and cooled on a continuous spiral conveyor
system. Capable of handling a wide range of bakery products, the Lanham
approach was particularly suitable for handling pans of hamburger rolls
for which there was a growing market all around the world.
Saginaw decided to go head to head against Lanham and, in the late 1970s,
produced the "189 Series", This was designed to offer several
improvements over the Lanham system - in particular in the way in which
the conveyors were driven. Lanham used a centre chain that could turn
right and left but was known to leak oil which dribbled onto the product
below. Saginaw's response was to have a side drive, creating no leaks
over the product, with pallets connected to the chain, allowing a wide
variety of pans (bread or rolls) without the need for special guides as
the pans simply sat on the pallets. The chain track was an open design,
it did last longer, was less prone to collecting debris and it did drip
oil - but not on the product. The Lanham conveyor moved under the pans
on turns and special guides, and later, magnets, were required.
The down side of Saginaw's design was it's inability to make both left
and right turns and its footprint in the bakery was larger than Lanham's.
Because only one pan could be loaded per pallet, the re was considerable
wasted space with some products.
 |
 |
Saginaw "189 Series" Conveyorised
Bakery Plant |
|
The Saginaw design generated initial interest but this only served to
force Lanham to dig deeper and improve their design. Only one "189
Series" plant was installed - in 1978/79 to produce 800 pieces per
minute - and it remained in operation until 2002.
Conveyorised provers are still preferred to other designs, even when used
with tunnel or tray ovens, and Baker Perkins Pty, Australia produced a
new spiral conveyor prover/cooler in 1986.
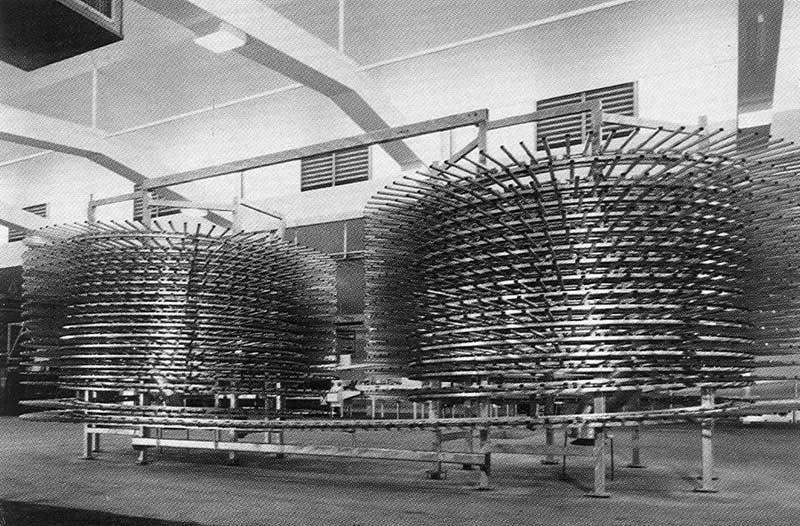 |
Australian Spiral Prover/Cooler |
Lanham continued to sell their concept throughout the world, (See History of Lanham Machinery Co. Inc and History of Tweedy of Burnley) and is manufactured by Turkington, USA - who acquired the American Baker Perkins bakery machinery operation in Goldsboro, NC in 2004 (see POST SCRIPT - below).
THE EIGHTIES
Pavailler SA, France is acquired
 |
Pavailler Factory at Bourg-les-Valence |
 |
Pavailler Factory at Portes-les- Valence |
The first acquisition was in March 1980 of 85% of the capital of Pavailler SA, with its headquarters and main factories in Valence, France and which manufactured and marketed bread ovens and machinery principally in France, Italy and Africa. It employed 700 people with annual sales of about £20M. The 1980 Group Annual Report stated:
“We have made this important acquisition not only to increase our stake in the bread machinery market of continental Europe but also to help us exploit the demand for hearth baked bread equipment in many of our traditional markets”.
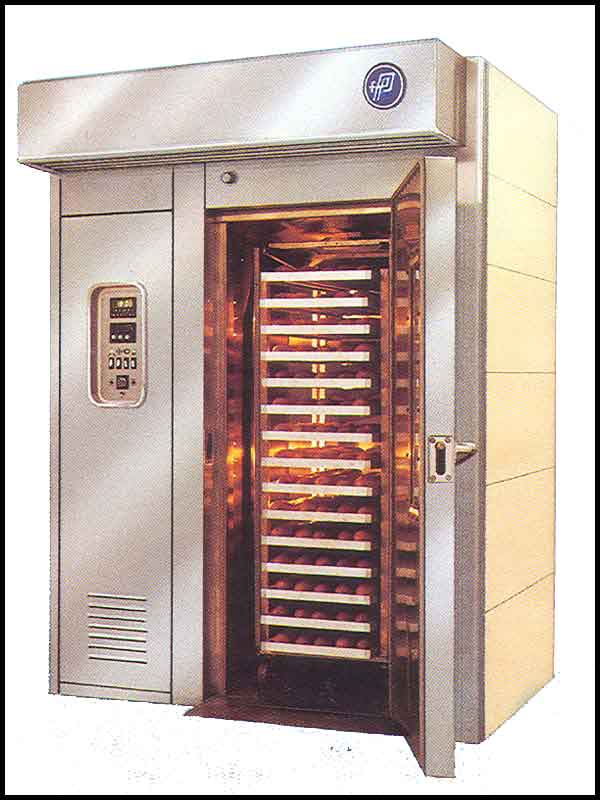 |
Pavailler Rack Oven |
 |
Pavailler Tunnel Oven |
The balance of the capital was acquired in June 1983.
To meet "the most significant trend in the market" - frozen dough and refrigerated baked products - the Societe Nouvelle F.I.M.A. business in Ham, Northern France was acquired in 1982.
Pavailler opened a small workshop for the assembly and electrical wiring of equipment sold to Canada and the USA in Montreal, Canada in 1984.
Good progress was reported in Canada but growth in the USA was slow. Business was gained in Japan and Belgium but efforts to gain a foothold in Germany did not meet with much success.
 |
Esa-Taurus Dough Mixer |
In mid-1985, it acquired the Italian bread machinery manufacturer - Esa Taurus, whose products were transferred into Pavailler's Italian subsidiary near Milan. The same year saw Pavailler achieving a record level of turnover with the largest order in its history - the supply of more than 1,000 artisan bread ovens and equipment to Algeria. This was, however, offset to some degree by the high costs of developing the North American market.
Pavailler S.A., the holding company for the Pavailler sub-group, moved its offices to Saint Marcel-les-Valances in June 1986 and four months later, Pavailler Equipment S.A. closed its offices and factory in Bourg-les- Valence and operated solely from the Portes-les-Valence premises. At the same time a new system of manufacturing based on a 'just in time' method was introduced, effected by adopting a computerised programme utilising an integrated network of personal computers.
 |
Franco Berto Dough Mixer |
Pavailler S.A. acquired the share capital of Franco Berto Srl, Schio, Italy, a small business manufacturing a range of equipment for the retail and patisserie industries complementing that of Pavailler, in October 1986. The management of the business continued under Gianfranco Berto, the chief executive.
The 1989 APV Annual Report stated that APV Pavailler "continued to develop and made its first profit for three years". During 1990 the company "maintained the profit improvement reported in 1989". 1992 saw Pavailler suffering from a weak domestic market, a collapse in export markets, high distribution and manufacturing cots and intense competition. This continued into 1993 with the company reporting a loss. Action was taken to reduce costs and improve efficiency.
APV completed the disposal of Pavailler in 1994.
Changes in North America
However, all was not well with bakery equipment manufacture in Saginaw and the 1981 Annual Report announced:
“The bread industry remains the most important of the group’s markets and the maintenance of, and indeed an increase in, our share of this market continues to be a prime aim. In furtherance of this strategy, the directors have recently authorised the construction of a new factory at Goldsboro, North Carolina which will be devoted to supplying the North American bakery machinery home and export markets. We look forward to this new factory and relocated marketing and design offices providing the basis for an increasing share of the US bakery machinery market and the opportunity to reverse the downward trend in profit which has resulted from the increasingly high costs of manufacture in an area dominated by the Detroit automobile industry”. (See also History of Baker Perkins in North America, History of Saginaw and History of Baker Perkins Food Machinery Inc).
It had been recognised that the US bakery machinery market had become very mature, characterised by severe price competition and numerous small and thinly capitalised competitors. Technological change in baking processes was also expected to continue to be slow. The most likely strategy for growth was seen to be to move beyond the bakery market into other food markets. The most promising direction was seen to be the cooker-extruder process - see History of Baker Perkins Food Machinery Inc. and History of Baker Perkins in the Snack Business.
The Goldsboro factory was opened in autumn 1982. In 1982, “Engineering Today” interviewed a number of senior Baker Perkins executives and commented:
“Bread is in disarray in Britain because of the discount war among the large companies, although Baker Perkins has a commanding position in the market. Good results in Australia and New Zealand have boosted the bakery-equipment figures, while North America's profits have been cut by high costs. That is one reason why the Food Division of Baker Perkins Inc is being moved from high-cost Michigan to low-cost North Carolina”.
(See also History of Baker Perkins Holdings).
The 1983 Annual Report commented:
“This company (Baker Perkins Inc) suffered a swing of approximately US$10M from a pre-tax profit in 1981/82 to a pre-tax loss last year. The biggest factor in this was the cost arising directly form the move of the bakery machinery business from Michigan to North Carolina”.
The Report also stated:
“The bread industry continues to be the group’s largest market. There are strongly developed national tastes for bread and associated products and, in order to serve national requirements, the group manufactures locally designed equipment in Australia, France, Italy, New Zealand and the United States as well as in the United Kingdom. France and the United States are our biggest markets and sales were again at a reasonable level in most areas with some improvement evident in the United Kingdom after a number of years at a very low level. Our more recent efforts to extend our interests in the retail and in-store bakery machinery market are bearing fruit in that over one third of group sales of bakery machinery are now to this sector of the market”.
Continued expansion in Australasia
(See also History of Baker Perkins in Australasia)The bakery machinery sector was plainly a key target for Baker Perkins and therefore attracted a great deal of investment in new design and also in acquisition of companies thought appropriate to the speedy development of Baker Perkins’ credibility in particular industry and/or geographical sectors. This activity speeded up somewhat at the time of the merger with APV as will be seen below but, prior to this, a high level of investment in acquisition occurred, particularly to strengthen the Australasian market presence.
Turnover in Australasia reached nearly £11m in 1982 and, in order to more closely align the business with that of the group as a whole, Gordon's refrigeration and air-conditioning business was sold and the businesses of Sterling Industries Ltd, Sydney and Willett Industries of Brisbane were purchased. Manufacturing facilities were also expanded in Christchurch, New Zealand. Both the Australian and New Zealand businesses saw an increase in their export activities. New Zealand was beginning to show profits after a number of years of losses.
Sterling Industries was acquired on 22nd June 1981 for A$355 314 to strengthen the sub-group’s presence in the industrial bakery equipment market while Willett Industries, manufacturers of a unique rotary bakery oven, enabled early expansion of the retail bakery business that was first entered in 1980. Acquired by Baker Perkins Pty Ltd in November 1986, Luke Equipment was previously owned by National Consolidated Ltd. Luke was the leading manufacturer and supplier of catering equipment in Australia, including the Sterlec and Waldorf ranges of equipment. The company had a turnover of £6m with premises in Mitcham, Victoria. Following the takeover, Luke continued to trade as Luke equipment for its premises in Mitcham, Victoria. It became a division of a new company – Baker Perkins Luke Pty Ltd - that also had a separate division handling the retail bakery business. The managing director of the new company was Kevin P. Corcoran.
Baker Perkins Pty had installed several successful outdoor bread coolers in Australia and, in 1982, two 5,000 loaves-per-hour and one 4,000 loaves-per-hour automatic baking plants with outdoor ovens and provers in the Transvaal and Natal in South Africa before obtaining an order for two 8,000 loaves-per-hour plants for Tip Top Bakeries in New South Wales. These two plants were unique in that they included the first fully automatic proving, baking and cooling equipment installed completely outside the bakery.
 |
The open-air section of the bakery |
 |
Aerial view of the bakery |
The two plants were identical. Consisting of vertical high speed mixers, make-up plant, outdoor tray type final provers, automatic outdoor lidding tray ovens, outdoor tray bread coolers, pan conveyor systems and bread conveyor feed systems to bread slicing and packaging equipment. Mixers, make-up plant and bread conveyors were situated in the baking hall and the two prover, oven, cooler combinations were outside, on either side of the baking hall. The outer casing of the oven, prover and cooler were entirely weatherproof with internal access provided for maintenance. All handling equipment was remotely controlled form the control station inside the baking hall and closed circuit television monitors supervised mechanical handling operations.
1985/86 saw unprecedented growth in Australian retail bakeries at the
expense of industrial bakeries, changing the whole nature of Baker Perkins
Pty's business. A marked downturn in orders for new industrial plant was
more than compensated for by the growth in retail bakery machinery orders
to the extent that retail bakeries became the company's single largest
business sector.
This growth led to expansion of the retail oven factory in Queensland
and the opening of a new retail oven factory at Christchurch, New Zealand.
Sales of bakery equipment to the retail bakery sector had been increasing rapidly from 1970. De-regulation of baking hours in the late eighties led to industry overcapacity and an extended hiatus in capital expenditure in the industrial bakery sector. Up to that time, the Australian bakery machinery company's customers had been bakers and accountants, who relied on Baker Perkins for engineering services. Thereafter, the bakeries employed their own engineering managers, many of whom were ex- Baker Perkins employees, thus becoming more self reliant in terms of capital and maintenance work.
The later years saw poor profitability leading to industry consolidation, with fewer, larger customers taking out, rather than adding capacity.
Baker Perkins Pty’s retail bakery strategy in the USA was completely
changed in 1986 when, after only two years, growing losses forced the
closure of its retail bakery equipment office in Raleigh, North Carolina.
Following the closure, the agency for the products was taken up by a major
US ingredient supply company - Dawn Foods.
DECEMBER 1980 – BIPLEX INTRODUCED.
A New Strategic Marketing Group is formed
June 1984 – In order to provide a stronger strategic direction in the area of Bakery Machinery a strategic marketing group was formed under the chairmanship of Don Jones (BP Pty, Australia) with effect from 2/7/1984. The marketing group was responsible to the Group Managing Director for determining world bakery machinery strategy including packaging but excluding the bakery machinery activity of Pavailler SA and its subsidiary companies. The three key Group bakery machinery companies were represented in the marketing group and their individual geographical responsibilities were defined.
As part of this initiative, the sales responsibility for the southern half of Africa was vested in Baker Perkins South Africa Ltd.
Developments at Peterborough
The culmination of Baker Perkins’ strategy to serve the artisan and in-store bakery market came in 1982 with the launch of the “Master Baker” range. A new department was set up in Peterborough to deal exclusively with this market. A team of representatives was backed by a Master Baker sales office and engineering section at Peterborough.
Everything from water chillers and mixers through to provers/retarders and ovens were designed and/or selected specifically to the standards and requirements of the master baker. Existing products within the group – from Baker Perkins Ltd in the UK, Pavailler in France and Baker Perkins Pty in Australasia – were put together with items bought in from other manufacturers, mainly from Italy and Holland.
The result was a complete range of equipment to give the master baker everything he needed to produce bread, rolls, cakes and pastry goods. To this could be added – for a baker wanting to re-equip, or set up a new bakery from scratch – help on process know-how, marketing or financing, together with the ease of having only one supplier for service.
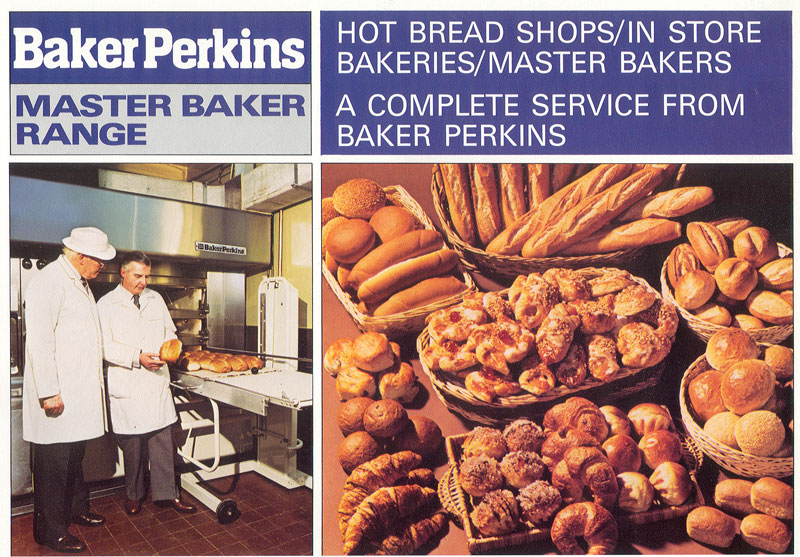 |
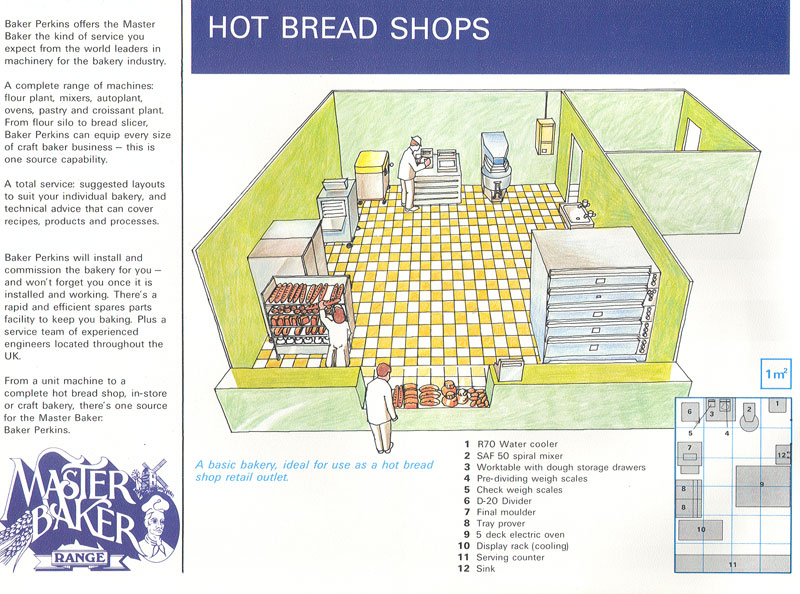 |
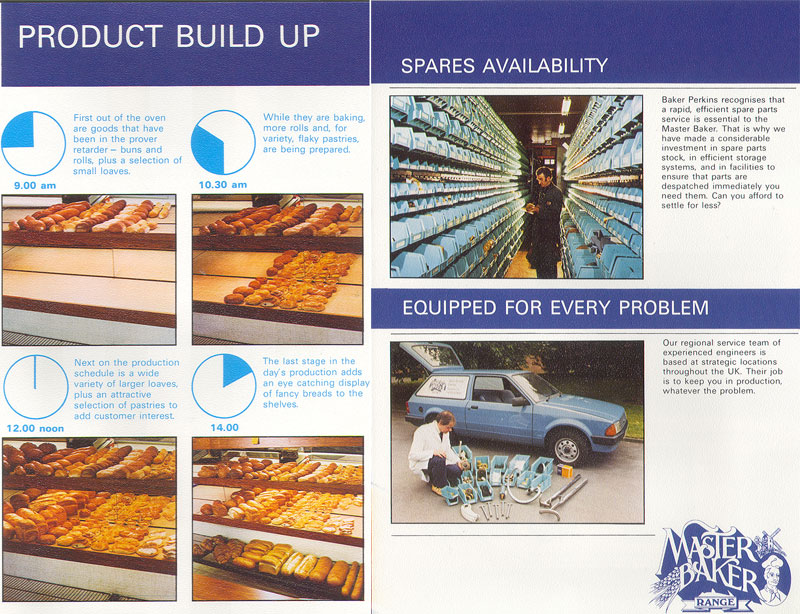 |
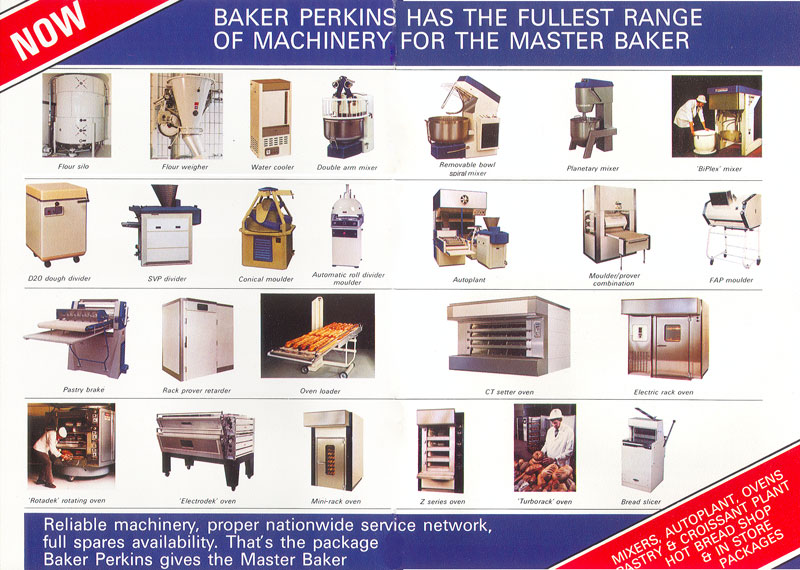 |
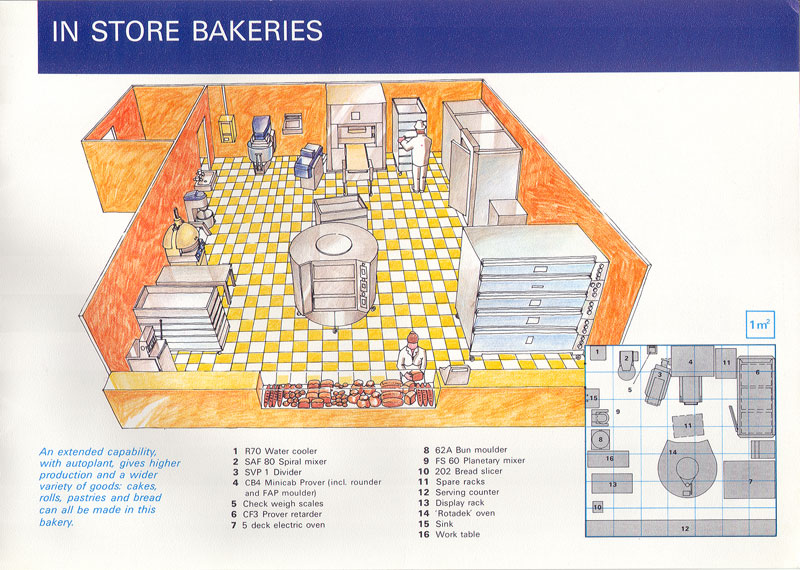 |
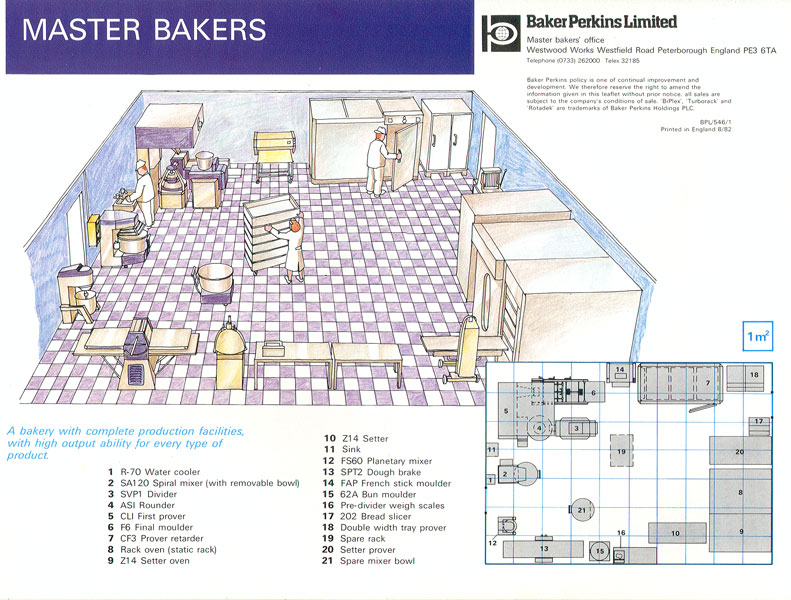 |
| The Master Baker Product Range (also click here) | |||||
A year later, the group newspaper “Contact” featured a review of progress made. A product range of 140 items had been built up – some from inside the group, some from other manufacturers and, interestingly, an analysis of sales showed that in value terms just over half of the equipment sold was manufactured within the group – best selling items being a Setter Oven and a divider from Pavailler. It was estimated that, after only one year in operation, Baker Perkins had become the second or third biggest supplier in the UK to this market sector. It was acknowledged that because the industry tended to have many small suppliers this didn’t represent a huge market share percentage.
Bearing in mind the comment made above about the market’s possible reaction to Baker Perkins’ entry into this sector, it is interesting to note the comment:
“Surprisingly, despite the fact that Baker Perkins have had such a limited involvement with small bakers for so many years before the launch of this new range, there has been found a great deal of goodwill towards the company from the bakers themselves. They seem to welcome the return of Baker Perkins to the smaller end of the market as a name that can be relied upon”.
In mid-1984, Baker Perkins added the computerised bakery control systems developed by Ian Hawkins, a member of a family bakery in Somerset, to the Master Baker Range. Ian Hawkins commented:
“Bakers have more to gain from computers than most trades. We work hard, long hours, and have a great deal of capital tied up in our business. We have to get as efficient as possible in order to make a decent living”.
The Master Baker business in the UK continued until the early 1990s. Under APV it was run as a division of APV Moffat in Birmingham from 1991 and was sold in 1993 to JBS Process Engineering in Market Deeping near Peterborough. JBS was also appointed as Pavailler's distributor in the UK.
The divisionalisation of Baker Perkins Ltd - (See also History of Baker Perkins Ltd) - that had commenced in 1966 was completed in 1984 with the creation of three new companies. Representing the company’s key target markets, this new grouping recognised the need for a greater focus of attention on the particular needs of the market as each sector became more international. The new businesses were:
- Baker Perkins BCS Ltd.
- Baker Perkins Bakery Ltd.
- Baker Perkins PMC Ltd.
Baker Perkins Bakery Ltd was managed by A.L. (Tony) Canham and included both the industrial and retail (Master Baker) bakery machinery businesses. The new business did not get off to a flying start, as conditions in the bakery machinery market were not much improved in 1984, the Directors reporting that the market in much of the English-speaking world remained weak, the UK bakery machinery business suffering a loss because of exceptionally high expenditure on a new generation of automated bread plants.
(NOTE: The Directors were also reporting that there was some recovery in North America with the new North Carolina operation earning a profit in the fourth quarter. Profits were up in Australia and New Zealand and there was encouraging growth in business with the retail sector of the bakery industry).
Recognising the overdependence upon the UK pan bread sector where investment was expected to continue to reduce, the new company, in an attempt to secure a more balanced, less vulnerable business portfolio set out to pursue three opportunities for diversification:
- Increased sales of industrial bread bakery equipment in Europe.
- Exploitation of the product opportunities associated with high return end-products in the roll, cake, pastry and other catering and convenience foods sectors
- Continued expansion of the Master Baker Office serving retail bakeries in the UK.
It was clear that the greater diversity of end products in the targeted market sectors made it essential to co-operate with specialist suppliers rather than attempt to manufacture all of the equipment in house. A number of relevant manufacturers were identified in Switzerland, Italy and Austria and sales agencies negotiated allowing their products to be incorporated into a full systems approach to these market sectors.
When in April 1985, Baker Perkins Limited was divided into three separate operating companies, the Printing machinery operation had grown very rapidly by this time and the Westwood factory and offices were extensively reorganised primarily to serve this business. While appropriate space was reserved to house BP BCS Ltd. – including its growing "Special Projects" activity - Bakery component manufacture was transferred to Bedewell (See Transport Services) and Bakery machinery assembly was moved, in 1985, into a number of modern factory units in Bretton on the outskirts of Peterborough. In early 1986, the Bakery commercial and design staff joined the assembly unit in Bretton. The "Master Baker Office" – marketing equipment to small craft bakers – was also sited at Bretton.
The opportunity was taken to change the structure of Baker Perkins Bakery Ltd from one based on departmental functions - sales, commercial, technical, etc., to a system of product managers focussing on a particular product group - mixers, ovens, etc. A totally separate 'Customer Services' department was established, covering spares, field service and repairs. The business centre also included its own development and demonstration bakery. 100 people were transferred from Westwood to join the 43 already working at Bretton.
The Bakery machinery business remained at Bretton until 1989 when the Bakery and BCS activities merged to form APV Baker FES. This had 2 divisions – Baked Products and CCS (Chocolate, Confectionery and Snack) - with commercial, design and manufacturing operations once again at Westwood Works.
Another of the "life-style" changes – demand for "fast-food", had been apparent for a number of years and food retailing entrepreneurs were seeking new opportunities linked to the new concept of buying-in frozen products and adding value. Bread and bread products were included in this and Baker Perkins had identified a major growth area in the sale of bake-off equipment that enabled non-bakers to set up profitable outlets selling fresh baked, high margin lines, such as French sticks, variety fancy rolls, Danish pastries, croissants, cookies and many other fast selling products.
 |
Bake-off operation in a Butcher's shop |
Baker Perkins put together a "Bake-Off" package including all that was needed to run a successful – and highly profitable – business within an existing food retailing outlet. A convection oven, with prover beneath, freezer, tables and trays were fronted by a specially designed shop-fitting unit. ‘Bake-Off’ units were installed in outlets as diverse as a village store feeling the effects of the opening nearby of a major supermarket and a butcher’s shop seeking to expand its business.
It is only when a customer experiences a breakdown on his plant that
the efficiency of the spares operation comes under the spotlight. Nowhere
is the availability of spares more important than in a bakery –
whether it be in a large plant bakery, turning out thousands of loaves
an hour, or in in-store bakery under the scrutiny of the end-customer.
The Baker Perkins Bakery Ltd spares department was located alongside the
manufacturing plant at Bedewell (see – History
of Bedewell), and linked to bakery head office in Peterborough by
computer. Spares orders arriving at Peterborough are first checked for
accuracy – customers’ orders could be vague or ambiguous in
the confusion of a breakdown.
Once fed into the computer, all the necessary information would then be displayed on the operator’s console at Bedewell. If the item was already in stock, its location in the stores would be printed out. Should the part not be immediately available, a cover note was produced that enabled the part to be manufactured either on the premises or by sub-contract.
The spares would be packaged and delivered in 24 hours throughout the UK, 36 hours in Europe and 48 hours to locations further afield. The department offered 24 hour spares coverage for 364 days of the year.
Industrial Bakery in South Africa
In 1985, Baker Perkins Bakery Ltd, Peterborough took over from Baker Perkins Pty, Australia, the responsibility for bakery machinery activity in South Africa. (See also History of Baker Perkins South Africa Pty)
Retail Bakery in South Africa
Following further improvement in bakery machinery sales in South Africa, against all advice, a start was made in the growing retail bakery sector in 1984 with a new company, Norbake, in which Baker Perkins had a 50% holding. Although the new company successfully penetrated the market, it was a case of too little too late. By then other companies, specialising in unit machines, had become firmly established in the market. They were manufacturing locally and had creamed off the representation of the choice European manufacturers. Continuing losses in South Africa generally persuaded the Baker Perkins directors to dispose of all of the group’s investments in South Africa in1986. (See History of Baker Perkins South Africa Pty).
Problems in North America
1985 showed some improvement with sales of bread bakery machinery up in value by 28%, the previous years losses being much reduced. Certain assets of the bread moulding machinery business of Stickelber of Kansas City, USA were acquired in May 1985 for $1.6M to “complement and support the business of Baker Perkins Food Machinery Inc of Raleigh, North Carolina”. The Directors said:
“Although the market, as traditionally defined, is thought to be static, there is considerable turbulence and change taking place which is creating opportunities for us. We believe that this should enable our businesses to earn, in the years ahead, an adequate return on the capital employed”.
In 1986, the group’s food machinery businesses had been organised to serve particular industry segments on an international basis. The bread, cake and pastry businesses, with one exception, each reported higher sales and operating profits, The exception was Baker Perkins Food Machinery Inc. of North Carolina, where the loss deepened substantially to over US$6M following a fall in sales volume. Extensive management and staff reductions were implemented. The Directors commented in the Annual Report:
“The redirection of the business strategy of this enterprise to meet changing market conditions, combined with the restructuring already undergone of the other bakery machinery businesses within the group, accounting together for close to one half of total sales of food machinery, indicates that we can look forward to improving prospects for this segment”.
NOTE: this would suggest that the group’s Bakery Machinery sales were at around £85M at this time.
Entering the Market in China
In the mid-1980s, China developed an interest in buying bread making plants because of government moves to reduce the traditional two-hour lunch break to one hour. Although bread was not a traditional Chinese food, the Chinese government hoped that by making bread available, workers would be encouraged to take their lunch to work, instead of going home to eat. In addition, the Chinese were investing a very large amount of money in flour milling, bread baking and noodle manufacture in a move to become more productive in the manufacture of prepared foods.
In 1982, Baker Perkins Pty Ltd and Baker Perkins NZ Ltd had made a tentative trip to China and appointed agents there. By 1985, four automatic bakery plants - built partly in Australia and partly in New Zealand - had been installed in China. The plants were developed specifically for the Chinese market and although large by Chinese standards, having a capacity of 3150 loaves an hour, this should be compared with Australian plants which were available in capacities up to 8,000 loaves an hour.
Each plant comprised electrically heated, automatic, lidded tray ovens, together with all necessary ancillary plant - mixers, conveyors, provers, dividers, moulders/panners and bread cooling equipment. The plants were valued at $A1M each.
The ovens, provers, coolers and conveyors were made in the New Zealand factory, boosting its export business from around 5% of turnover to 75%.
1985 – ACCURIST 3000 DIVIDER LAUNCHED
THE MERGER WITH APV
The events surrounding the merger with APV in March 1987 are fully covered in History of Baker Perkins Holdings. The 1987 APV Annual Report gave the new managements view of the bakery machinery business –
“Baking machinery and the baking process offers world opportunities and APV Spain secured a contract for the largest pan bread in Europe. Similarly in Australia, Tiptop Bakeries, part of Weston Foods, placed orders worth £5M”.
More Re-organisation
A new company was formed within Baker Perkins Ltd with effect from January 1st 1988, having three trading divisions:
- The Special Projects division of Baker Perkins BCS.
- The CCS division of Baker Perkins BCS.
- A new Baked Products Division responsible for the combined business of the former Bakery company and the BCS biscuit division.
The up-beat view of the bakery machinery opportunity continued in the APV 1989 Annual Report:
“A number of orders have been received from customers in Eastern bloc countries for baking equipment including the first in-store bakery in Moscow. Australia and New Zealand had another satisfactory year in industrial bakery”.
More Acquisitions
Following the merger with APV, the investment in baked product machinery continued at a high rate. The acquisitions were made to support both the group’s industrial bakery and retail bakery machinery businesses.
In June 1989, Lanham Machinery Co Inc, of Atlanta, USA was acquired for £3.6M. Lanham were suppliers of “Proof and Bake”, an innovative conveyorised system for plant bakers, directly competitive with the equipment traditionally offered by the Baker Perkins group. One of the justifications was that it gave the group an entry in the growing hamburger bun market.
 |
Lanham "Proof and Bake" System |
 |
Circuitous Cooler |
 |
Depanner |
 |
Bread Slicer/Feed |
The acquisition was not entirely successful and the product line, and
a few of the employees were assimilated into the group’s existing
bakery machinery operation in Goldsboro, NC. in 1991. (See also History
of Lanham Machinery Co. Inc.).
In the same year, APV acquired, for £2.9M, Tweedy Of Burnley, originator
of the definitive high energy-vacuum dough mixer used mainly by plant
bakers for the Chorleywood Dough Process (See above). The fortunes of
Lanham and Tweedy were somewhat entwined, as indicated in History
of Tweedy of Burnley.
NOTE; As will be seen above in Bakery Machinery Development, Baker Perkins had developed its own answer to high-energy dough mixing and this, together with the disappointing outcome to the Lanham acquisition, might suggest that neither of these two acquisitions could be said to have fulfilled its full promise.
In January 1990 the entire issued share capital of Moffat Appliances Ltd, New Zealand was acquired for £2.9m. During the same year, the Australian retail baking manufacturing operations were transferred to Moffat’s factory in New Zealand. “The lower cost base in that country will be exploited to improve profitability and market share”. Moffat, together with the rest of the Australasian Catering equipment and Retail Bakery businesses, was sold in 1996.
In order to fill a gap in its "Master Baker" range, Baker Perkins Ltd acquired, in 1990 out of liquidation, Easibake, a supplier of electric deck ovens - probably the most versatile oven type, often used in craft and in-store bakeries. Easibake was absorbed into the Tweedy of Burnley business that had been acquired by Baker Perkins Ltd the year before.
The Move to Paston - APV Baker
Food machinery continued to be made at Westwood but it soon became clear that the business could no longer continue as an adjunct to the printing machinery operation and a £35m, 12,500 square metre factory, with 6,500 square metres of office space, was built on the north east side of Peterborough at Paston. Food machinery production ceased at Westwood in July 1991 as the plant and equipment moved to the new factory, with the new facility opening fully for business on 5th August.THE BAKERY MACHINERY BUSINESS IN SUMMARY
The United Kingdom - Baker Perkins Ltd.
(See also History of Baker Perkins Ltd)
The Baker Perkins Group 1986 Annual Report stated that bakery machinery represented just under one half of total food machinery turnover. This would suggest that the group’s Bakery Machinery sales - note that this figure includes sales of packaging machinery to the bakery sector - were at around £85M at this time. It was also at a time when considerable investment had been made in the acquisition of other bakery machinery manufacturers as described above.
Baker Perkins Ltd did not publish detailed figures on the performance of individual operating units in their Annual Reports. The only relevant figures that have been discovered to date stem from the major investigation carried out by Urwick Orr in the mid 1960s (See History of Baker Perkins Ltd and History of Baker Perkins Holdings). These record the performance of Baker Perkins Ltd from 1955 to 1966 - in constant money prices (1966 prices).
Baker Perkins Ltd’s total bakery machinery turnover was at just under £4.5M in 1955 (1966 prices); fell away rapidly to £3.2M in 1958; rose to a peak of £4.05M in 1962; before falling again to £2.69M in 1966. Included in these figures, exports of bakery equipment from the UK showed a similar trend falling from just under £0.5M in 1955 to £95,000 in 1966. It should be noted that much of Peterborough’s main line of bread plant was not suitable for producing the types of bread consumed in many overseas countries at that time.
Bakery machinery Home market sales showed a not a dissimilar trend to that of Baker Perkins Ltd's biscuit machinery sales in the Home market over the same period, (see History of Baker Perkins in the Biscuit Business), but, in the case of biscuit, this downward trend was more than offset by an increase in export sales.
(It is important to note that the Bakery machinery figures cover a period some ten years before the major structural change in the UK bread market as a result of Spillers’ withdrawal in 1978 from bread making. Few figures are available for the size of the total UK bakery machine market during the period covered by the above figures but it is true to say that Baker Perkins had little real competition for bakery machinery business in the immediate post-war period. Competition did, however, gather strength later on as competitors picked off the easier unit machines and conveyors etc when they were not integral parts of complete fully automatic plants).
By 1984/5, Baker Perkins Ltd's bakery machinery turnover was around £14m. In 1966 values this would be approximately £2.5m, or in real terms, little changed from that of the trough of 1966, which was in itself some 40% lower than had been the case in the post-war boom period.
Whereas the majority of the post-war turnover would have been in equipment for industrial bakeries, by 1984/5, the split was (approximately):
- UK Industrial Plant - 40%
- Export Industrial Plant - 10%
- Unit machines - 28%
- Master Baker equipment - 7%
- Spares and Repairs - 14%
Australasia - Baker Perkins Pty
(See also History of Baker Perkins in Australasia)
North America - Baker Perkins Inc, Saginaw
(See also History of Saginaw)
The Official Story
It is worth taking a look at what the Directors said about the performance of the group's total bakery machinery business in their Annual Reports during the crucial late 1970s and the 1980s:
1979 A/R - " The British bread industry is going through difficult trading conditions and, as a consequence, your company's sales of machinery to the industry in the United Kingdom have fallen significantly during the past two or three years. The position is not expected to improve during the year ahead. However, sales of bread machinery in markets other than the United Kingdom, in particular in the United States and Australia, have shown an improvement".
1980 A/R - "We have had a better year than for some years past in our sales to the United States and Australian bread industries. On the other hand, the British baking industry remains in a depressed condition and is continuing to spend little on new equipment".
1981 A/R – "We had a better year than for some years past in our sales to the United States and Australian bread industries. On the other hand, the British baking industry remains in a depressed condition and is continuing to spend little on new equipment. We have achieved, however, significant progress in developing smaller capacity unit machines and this has gone some way towards softening the impact of the fall in demand for large automatic plants in the United Kingdom and Europe. The acquisition of Pavailler SA will take us much further along this path".
1982 A/R – "Overall orders and sales of Bakery machinery showed a good rise compared with the previous year".
1983 A/R – "Our more recent efforts to extend our interests in the retail and in-store bakery machinery market are beginning to bear fruit in that over one third of group sales of bakery machinery are now in this sector of the market".
1984 A/R – "The market for our bread machinery remained weak in much of the English-speaking world. Our United Kingdom bakery machinery business suffered a loss because of exceptionally heavy development costs on the latest generation of automated bread plants. A number of these plants were installed last year and following commissioning they are performing well; more such plants are to be installed this year. There was some recovery in bakery machinery demand in North America and our operations, now based in North Carolina, earned a profit in the fourth quarter, although this was insufficient to eliminate losses incurred earlier in the year. Much improved profits were made in the Australian and New Zealand bakery machinery companies and the continuing growth in business with the retail sector of the bakery industry made a significant contribution to the better performance. A creditable result was achieved in France despite the difficult trading and economic conditions in that country last year".
1985 A/R - "Until the late 1970s, the group concentrated its activities on plant and machinery for the large scale production of bread, primarily in the English speaking world. However, changes of taste by consumers have led the group to increase its interests in the in-store and master baker market, both in the English speaking world and increasingly, through Pavailler, in Continental Europe so that today, the two sectors are of comparable importance to the group.
The value of sales of bread bakery machinery rose in the year by 28% and the losses of the previous year were much reduced".
1986 A/R - "The bread, cake and pastry bakery machinery businesses, with one exception, each reported higher sales and operating profits. The exception was Baker Perkins Food Machinery Inc. of North Carolina, where the loss deepened substantially to over US$6 million following a fall in sales volume".
POST SCRIPT
Immediately following the merger between Baker Perkins and APV in 1987, a decision was taken to move the plate heat exchanger manufacturing business from the original APV HQ at Crawley – which was to be closed – to the Baker Perkins Food Machinery Inc. factory at Goldsboro. This move was accomplished by December 1988.
The Lanham bakery machinery business, acquired by Baker Perkins in 1989, was transferred from Atlanta, GA. to Goldsboro in 1991. Manufacture of biscuit ovens and control panels being made at the ex-Werner Lehara plant in Grand Rapids, Michigan was transferred to Goldsboro and Paston (APV Baker, Peterborough) in 1996/97.
In 1994, APV completed the disposal of Pavailler that had been acquired in March 1980.
In August 2004, Turkington Industries of Burnley, UK purchased the Goldsboro-based bakery machinery business - the ex-Baker Perkins Inc. and Lanham bakery machinery operations. The sale did not include the APV plate heat exchanger manufacturing facility and both businesses continue to operate on different parts of the site. The ex-Werner Lehara biscuit, cookie and cracker business remained part of APV Baker). NOTE: Turkington was established by a number of ex-employees of Tweedy of Burnley, the company acquired by APV in 1989.
The Australasian Catering equipment and Retail Bakery businesses were sold in March 1996.
NEW OWNERS AND A RETURN TO “BAKER PERKINS”
The remaining parts of the group’s bakery machinery business are centred on the ex-APV Baker factory in Paston, Peterborough that returned to private ownership on April 1st 2006. It now trades once again as Baker Perkins.(See – www.bakerperkins.com)
TYPES OF BREAD AND BREAD CONSUMPTION
1920s.
Scientists identified the benefits of wholemeal flour and bread but this did not change the nation's overwhelming preference for white bread.
While hearty white breads have always been produced, a bread brand called “Wonder Bread,” known for its feathery lightness, became a household favourite. Large automated bakeries create Wonder’s unique texture (considered a culinary abomination by many) by injecting air into the bread to make it rise; the yeast is added only as flavouring. Culturally, Wonder Bread is associated with American childhood, peanut butter and jelly or baloney sandwiches, and the childhood habit of playing with the malleable bread to form small sculptures or even projectiles.
Page 2 – February 1974 issue of “Contact” – Bread Eating Throughout the World.
1984.
Previous Bread and Flour Regulations replaced with new version limiting
number of permitted additives but allowing ascorbic acid (Vitamin C) in
wholemeal bread for the first time. This vastly improves the softness
of the wholemeal loaf and leads to an increase in popularity.
All content © the Website Authors unless stated otherwise.