
EARLY INVENTIONS
THE PERKINS FAMILY
- Banknotes and Postage Stamps
- From Nails to Naval Cannons
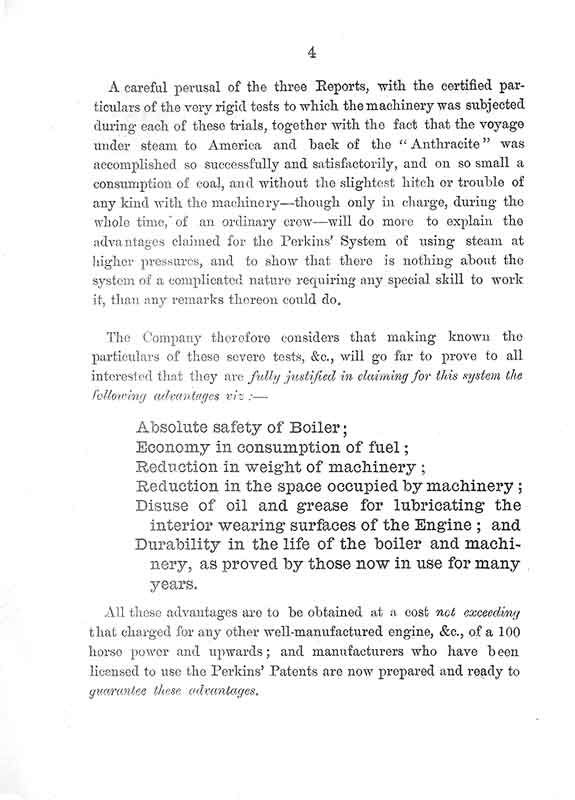
- Triangular Valve Pump
- Fire Engines and Fire Hoses
- Liquefying Gases?
- A Steam Locomotive
- The Steam Gun
- Steam Engines
- Central Heating Systems
- Baking Ovens
- The Stopped End Tube
- Railway Carriage Heating
- Marine Propulsion
- Metallurgy
- Road Vehicles
- Traction Engines
- Tramway Locomotives
- Refrigeration
The Perkins Patents
THE BAKER FAMILY
The story of the engineering genius on which Baker Perkins was built makes such fascinating reading that it is covered here in more than the usual level of detail. Even so, this does little more than hint at the enormous breadth of original thought applied to a wide range of engineering problems. The pity is that this application was not matched in all cases by a proportionate level of commercial acumen.
THE PERKINS FAMILY
Jacob Perkins was born at Newburyport, Massachusetts on July 9, 1766. In the words of an 1895 biography, he was "an ingenious mechanicke ………. Whose track to glory was bloodless, and whose elevation never gave the human heart a pang, nor drew from mortal eye a tear". (See also Trade Exhibitions).
Banknotes and Postage Stamps
Much has been said about Jacob Perkins' ability as an inventor – he is credited with filing no fewer than 21 American Patents between 1795 and 1838 and 19 British Patents between 1819 and 1836 in engineering - his famous steam gun, arguably years ahead of its time, that so appalled the Duke of Wellington with its noise and destructive power, is shown in How it Started. Not all of his inventions, nor those of his sons, were directly connected with the mechanisation of the food industry and we will look at some of these here.
 His first major success was a viable security printing system for banknotes
and postage stamps and the best way to understand this development in
detail is to see the following text of an address to the Redhill Philatelic
Society in October 1964 by Major E.W. Taylerson.
His first major success was a viable security printing system for banknotes
and postage stamps and the best way to understand this development in
detail is to see the following text of an address to the Redhill Philatelic
Society in October 1964 by Major E.W. Taylerson.
NOTE: a William Taylerson was the brother-in-law of Loftus Perkins, the grandson of Jacob Perkins.
NOW SEE - History of Perkins. Bacon & Petch. and History of Jacob Perkins in the Printing Industry. .
Such was Jacob Perkins' expertise in engraving that he was commissioned to produce the dies for the funeral medals issued at the death of George Washington in 1799.
From Nails to Naval Cannons
Among Jacob's other early inventions were a nail machine – nails were at a premium for building work as the pioneers pushed westwards in the 1790's – a pump and other apparatus for fire engines, machines for stamping and embossing coins and milling and lettering the edges, marine propulsion and instruments for navigation, ships' ventilation and the reconditioning of naval cannon.
Triangular Valve Pump
In 1813, Jacob Perkins designed a new type of pump, with a novel form of valve, for pumping ships' bilges. The first was installed on USS Independence in 1814. The simplicity and effectiveness of the design led to it being very quickly adopted by many shipbuilders and approved by numerous ship captains because of its reliability. Except for the metal valves, the entire pump could be constructed of wood and the pump was found to deliver "double the quantity of water of the best chain pumps".
Fire Engines and Fire Hoses
Jacob entered into partnership with Thomas P. Jones in August 1817 as Patent Fire Engine and Hose Pump Manufacturers, this development being based on the success of his triangular valve pump. A factory was opened in a commodious stable and coachyard in Philadelphia from where the company offered - "an improved fire engine; a smaller village engine and a domestic engine for watering gardens and cleaning windows". One innovation was a supply pump that could be placed in the basement of the building in which the fire was being fought, to collect and re-use some of the water already played onto the fire.
The partnership between Perkins and Jones was dissolved in 1819 as a result of Jacob embarking on a "prodigious advertising campaign at a time when the company was not as yet in any financial position to handle business of such a far reaching nature". Jacob appointed his son-in-law, Joshua Bacon to manage the business in his absence and the firm became Perkins & Bacon. Jacob claimed to have "disposed of more than two hundred engines within two years". When Joshua Bacon left Philadelphia for London to join the firm of Perkins, Fairman & Heath, the fire engine factory was taken over in 1821 by Samuel Merrick and Perkins' interest in it ceased.
After Jacob had arrived in London, an arrangement was made in 1820, with Bryan Donkin the engineer, to manufacture one of Perkins' fire engines for the Royal Exchange Company. There is no evidence that any other Perkins engines were made in England, The Society of Arts did recognise Perkins' work in this area with their Silver Medal in 1820 for his improved method of fastening the seams of leather hose by copper rivets and for his design for a new swivel coupling that would not obstruct the flow of water.
Liquefying Gases?
In around 1819, Jacob Perkins began to become interested in the compressibility of water His experiments were presented to the American Philosophical Society in 1819, as a result of which Jacob was elected a member of the Society. Some of these experiments were carried out during his voyage from America to Liverpool on board the 'Telegraph'.
It has not been claimed that Jacob Perkins pre-empted Faraday's discovery in 1823 that gases could be liquefied but his statement before the Royal Society in 1826 stated that he was successful in liquefying air in January 1822. There is, apparently, some substantiation of this claim but the paper to the Royal Society was never published and its whereabouts is unknown. Politics reared its ugly head and perhaps as Perkins was not a member of the Royal Society at that time - he never actually become a member - nor was he a recognised scientist, the Society felt no obligation to recognize his claims.
A Steam Locomotive
 In
1836 Jacob Perkins designed a steam railway locomotive based on his sealed
steam tube patent. Although it is said that Robert and George Stephenson
(Of "Rocket" fame) travelled down from Newcastle to look at
it, they did not consider it a threat to their own development.
In
1836 Jacob Perkins designed a steam railway locomotive based on his sealed
steam tube patent. Although it is said that Robert and George Stephenson
(Of "Rocket" fame) travelled down from Newcastle to look at
it, they did not consider it a threat to their own development.
The Steam Gun
(A more complete story of the development of the Steam Gun can be found here).
On Tuesday, 6th December 1825 Jacob Perkins demonstrated his Steam Gun to the Duke of Wellington at a wharf beside the Regent's Canal Basin. (Details of this Steam Gun can be found in How it Started). The Duke congratulated the inventor whilst the Duke of Sussex, who accompanied Wellington, went off crying "Damn'd wonderful – damn'd wonderful". Word of the new weapon flashed around Europe but then the members of the establishment at Whitehall made their presence felt. They argued that - it would take too long to get up steam in a sudden attack; the Perkins gun was not easily portable and the generator and other parts would soon fail under the tremendous steam pressure.
Jacob responded with – "One pound of coals burned for raising steam will throw as many balls as four pounds of gunpowder. I will make a steam-cannon big enough to fire a one-ton ball from Dover to Calais". However the " Nothing to beat gunpowder" argument carried the day and the British government turned down the invention. Jacob, however, continued to make improvements to his device.
His son, Angier March Perkins, continued the attempts to persuade the Army of the Steam Gun's merits. Over 30 years later, in October 1856, Angier was writing to Colonel Pickering of the Ordnance Select Committee, Royal Arsenal, Woolwich and still pleading the case for steam gunnery:
"Sir, I had the honour to forward you a letter on the 8th inst. in reply to which you state that the subject of it would be brought before the Committee at their next meeting.
I beg in addition to that letter, to make a statement with a view to some practical results in the matter of the steam gun. The experiments which I have made in generating high pressure steam it must be acknowledged, are of great importance, inasmuch as they show how safely steam of great density may be managed and controlled.
The question of its applicability to warfare is yet to be solved. I have endeavoured by my humble means to settle the main principle – that of generating the steam and I now with some confidence appeal to your Scientific
Committee to continue your powerful assistance and to recommend the construction of such a generator as will put beyond question the practicability of steam gunnery.
I would propose that a generator of sufficient dimensions be constructed to discharge a ball of three hundredweights and so fixed in such a position as to admit of a series of experiments upon barrels of different diameters and of different lengths.
I would undertake to build such a generator for the sum of five thousand pounds (£5,000) which would suffice for the purpose.
Should the Committee think proper to recommend such an experiment I will give the subject my best attention to ensure success and I feel persuaded that the money will not be thrown away upon a useless experiment.
I have the honour to be
Sir,
Your Obedient Servant,
A.M. Perkins"
It is not clear when these attempts ceased but soon, Angier's efforts, and those of his son Loftus, were increasingly being put towards perfecting the Perkins Heating System and the Perkins Steam Engine. However, we understand that Loftus was still working with his father on the steam gun in 1862.
Steam Engines
One obsession on which he spent the greater part of his working life was the use of high-pressure steam and the Perkins Steam Engine was considered something of a phenomenon. For the engineers among you, Augustus Muir tells us:
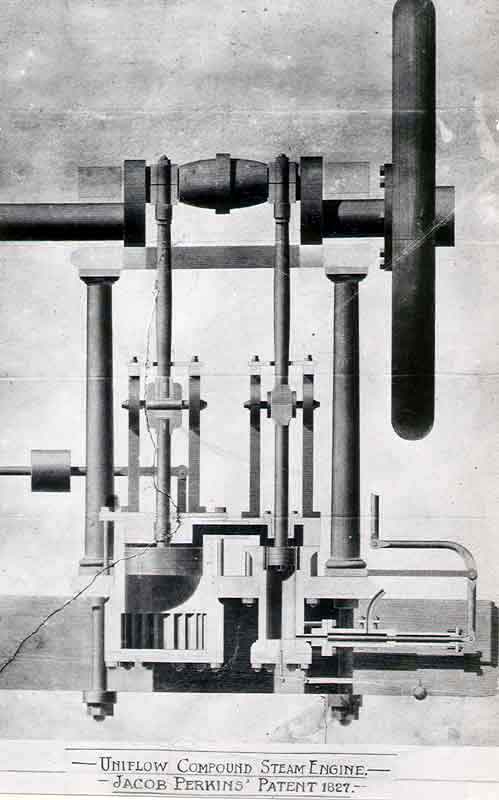 "The
generator, as he called the boiler, was the crucial part of his engine.
A cylinder of 3-inch thick gunmetal, closed at both ends, was fixed in
the furnace so that the fire played all around it. Operated by the engine
itself, bellows boosted up the heat of the fire until the generator reached
a temperature of 450 degrees F., and the superheated water was forced
into a pipe, where it flashed into high-pressure steam and exploded at
500 pounds to the square inch into the working cylinder. At 200 strokes
a minute, the engine was reckoned to develop 10-horse power. To keep the
pipe joints steam tight, Perkins invented the double-cone pipe joint,
an engineering device of some importance. In the course of his work on
high-pressure steam, he evolved what he called the Uniflow engine, with
exhausts through a number of ports after the engine had completed its
stroke, thus dispersing it in a one-way flow".
"The
generator, as he called the boiler, was the crucial part of his engine.
A cylinder of 3-inch thick gunmetal, closed at both ends, was fixed in
the furnace so that the fire played all around it. Operated by the engine
itself, bellows boosted up the heat of the fire until the generator reached
a temperature of 450 degrees F., and the superheated water was forced
into a pipe, where it flashed into high-pressure steam and exploded at
500 pounds to the square inch into the working cylinder. At 200 strokes
a minute, the engine was reckoned to develop 10-horse power. To keep the
pipe joints steam tight, Perkins invented the double-cone pipe joint,
an engineering device of some importance. In the course of his work on
high-pressure steam, he evolved what he called the Uniflow engine, with
exhausts through a number of ports after the engine had completed its
stroke, thus dispersing it in a one-way flow".
NOTE: One of the most successful later Baker Perkins designs of bread ovens also bore the name "Uniflow").
Two Perkins steam engines were returned to Westwood in 1961 from the Dorking Lime Company and by 1967 had been overhauled in the Apprentice School. Another photograph can be seen in Trainees in Action. One of these engines can be seen at Cadbury, Bournville, the other is privately preserved near Northampton.
 |
 |
| Perkins Engines under renovation in the Westwood Apprentice School | |
Chris Hodrien of the International Stationary Steam Engine Society says of the larger engine illustrated above:
"....the engine used steam at 500 psi, ran at 100 rpm and developed about 40 hp. This was a truly phenomenal pressure for the 1870s and would have been far ahead of the field. That it ran for 60 years would seem to be testament to the designer's ability but it begs the question why such pressures were not more widely adapted in steam engine design. Indeed, few stationary engines ever went beyond 250 psi and even steam turbine driven ships tended to keep to relatively low pressures for many years. It was only in power stations that steam turbines were to comfortably exceed these pressures, but even in 1921 the North Tees power station was noted to be the first to use "really high pressure steam" at a mere 450 psi".
It gives pause for thought to consider the confusion that might have been caused locally had Werner, Pfleiderer & Perkins still been manufacturing engines when they moved to Peterborough!
It is hoped to include a complete section on the development of the Perkins Steam Engine in the near future.
Like other prolific inventors before and since, Jacob Perkins was unable to match engineering genius with commercial success. His interest in printing lost out to his interest in high-pressure steam and he paid little attention to the bank note printing firm he established in Fleet Street, drawing considerable sums of money from the business to finance his experiments, to the detriment of both to the business and his partners' finances.
Clearly, the invention bug was well-cemented into the family genes as the next two generations – Jacob's son, Angier March, and his grandson, Loftus, carried on the work, making, in some cases, significant improvements to Jacob's designs.
NOTE: It is understood that the manufacture of steam engines ceased in 1887.
Central Heating Systems
In around 1832, Angier March Perkins adapted the high-pressure system into an early version of the 'indirect' heating system to be found in many houses today. Unlike his father, Angier was able to make something of a commercial success of this development and it turned into a very successful venture with Perkins heating systems being installed in country houses, hotels, large shops and public buildings and laid the foundations of a long-lasting "Heating and Ventilating" business. (For more details see The Heating and Ventilating Department).
Many of these systems were installed in churches in the South of England and in South Wales. It is a tribute to the innovative design of their inventor that these systems, installed in the 19th century, are still in operation in the 21st century. Although originally designed to operate at high temperatures, with today's lower acceptable temperature limit requirements for exposed pipe work, and the introduction of pumped circulation and temperature controls, their flexibility of use has allowed them to remain in operation for over 160 years.
Baking Ovens
The involvement of Baker Perkins in the Baking industry can be traced back to Angie Perkins' application of his hot water circulation system to the heating of bakers' ovens when, in 1851, he took out a patent for a wrought-iron tubular system for circulating hot water in ovens.
For a fuller story click here.
The Stopped End Tube
In 1865, Loftus Perkins took out a patent for what he called the "stopped-end steam tube". This invention transformed the baking of bread in ovens.
Each tube was partially filled with distilled water and both its ends were hermetically sealed. Independent from one another, they traversed the whole length of the oven in two rows, one of which lay above the loaves and the other beneath the bread plate, all of them protruding slightly downward from the baking chamber into the furnace. Each tube was in effect an individual boiler, its upper part filled with high-pressure steam.
This was perhaps the most significant change in the basic design of bread ovens since the art of baking was discovered. Prior to this, there was no really satisfactory way of controlling the oven's temperature until this hot water method was devised. The Perkins patent baking oven was widely accepted in ships, hotels and bakeries across the country. From this time, the manufacture of the Loftus Perkins oven was to overshadow the original heating and ventilating business.
Railway Carriage Heating
In 1843 Jacob Perkins was involved in probably the first application of steam heating to railway carriages. An article from the London Illustrated News of December 1843 described a carriage provided by the London & Birmingham Railway for the journey by Queen Victoria from Watford to Tamworth undertaken in 1843:
"The inconvenience arising from cold in the most carefully constructed railway carriage, where a long journey has to be performed in the winter season, suggested to the directors the necessity of fixing a warming apparatus in the bed of the carriage and Mr. Perkins, the inventor of the steam gun, has accordingly fitted a very ingenious apparatus for the purpose of heating the carriage, which may be thus briefly described: a coil of pipe placed near the hinder axle tree, and supplied with water from a small cistern in the bed of the carriage, is kept heated by means of a lamp with four burners. This pipe is continued round the carriage between the flooring; and the water becoming hot, the heat is communicated through a small brass grating in the floor, the temperature of the carriage being regulated by the ventilator above."
There appears to have been no attempt on Jacob Perkins' part to commercially exploit this development.
His entry into the baking industry came about as a result of a new bakery being opened next door to his premises in Regent Square. Angier was asked to use his engineering expertise to install the necessary equipment and, in the autumn of 1851, he began to study the problems of oven building. He soon took out a patent for a wrought-iron tubular system for circulating hot water in ovens. After some difficulty finding new customers, the business grew but more than seventy per cent of the sales were to the military authorities, thus beginning a connection with feeding soldiers which carried on through both World Wars. (See Westwood Works in WW1 and Westwood Works in WW2).
Marine Propulsion
Loftus Perkins had a 79 foot yacht – "Emily" – into which he installed a Perkins engine which gave many years of good service. Construction details are given below:
- Built by Forrest & Son, Limehouse in 1878. Engines by Greenwood & Batley, Leeds on the "Perkins" System.
- Overall length - 79 feet, Beam - 10'-3". Draft loaded – 4'-9". Weight – 35 tons.
- Hull -bent timber, carvel built, schooner rigged.
- Triple expansion engines on two cranks.
- H.P. Cylinder diameter - 4 ½" - single acting.
- M.P. Cylinder diameter – 10 1/8" – single acting.
- L.P. Cylinder diameter – 14 3/8" – double acting
- Stroke 9"
- Perkins Watertube Boiler – 400 lbs/sq" pressure.
- Speed 10 knots. R.P.M. – 220.
- Consumption at this speed – 1 cwt of coke per hour
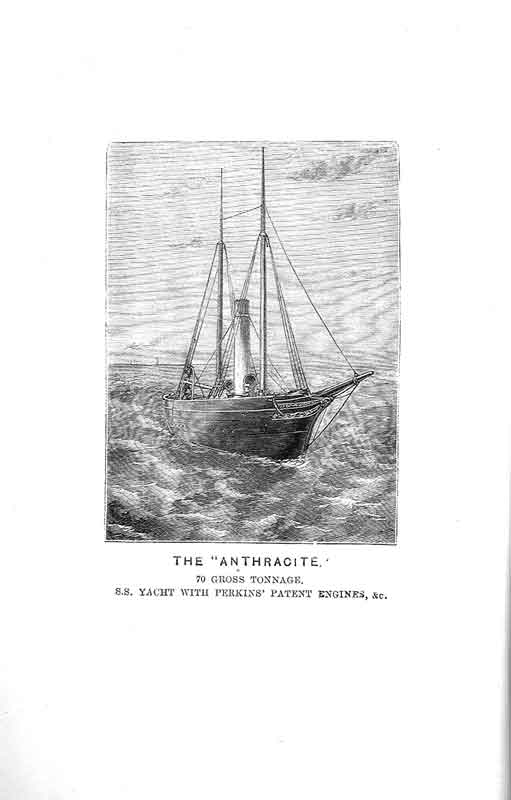
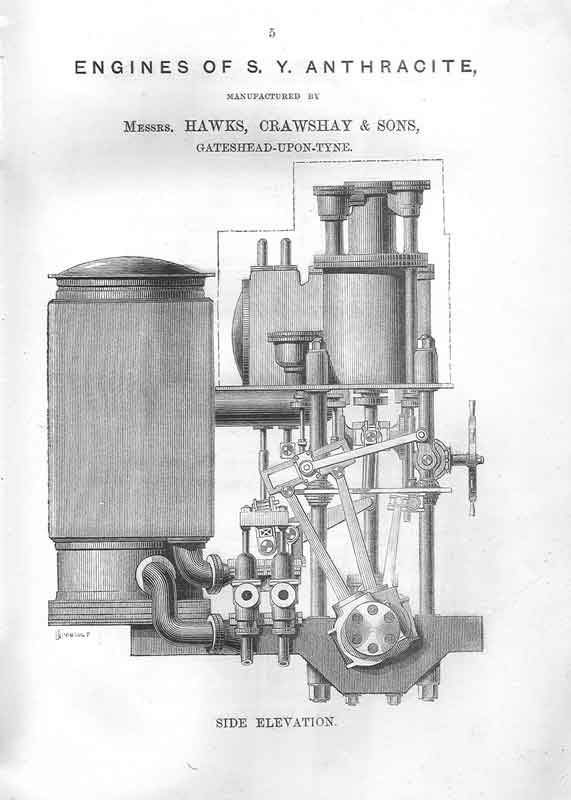
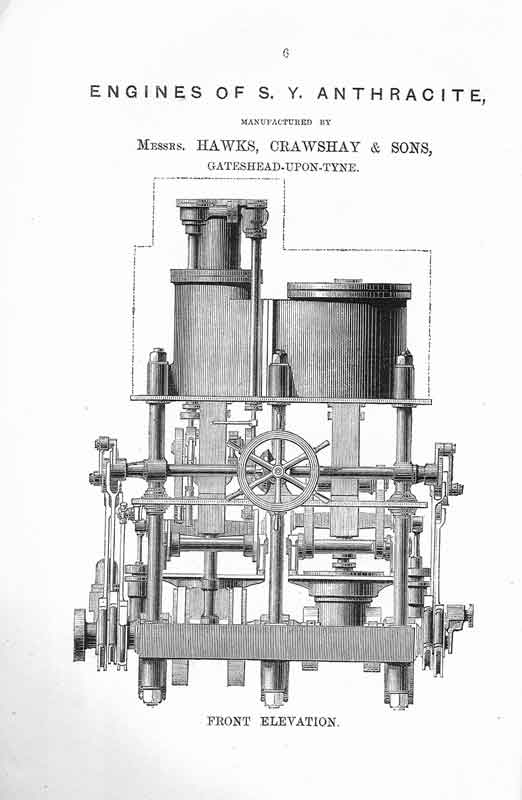
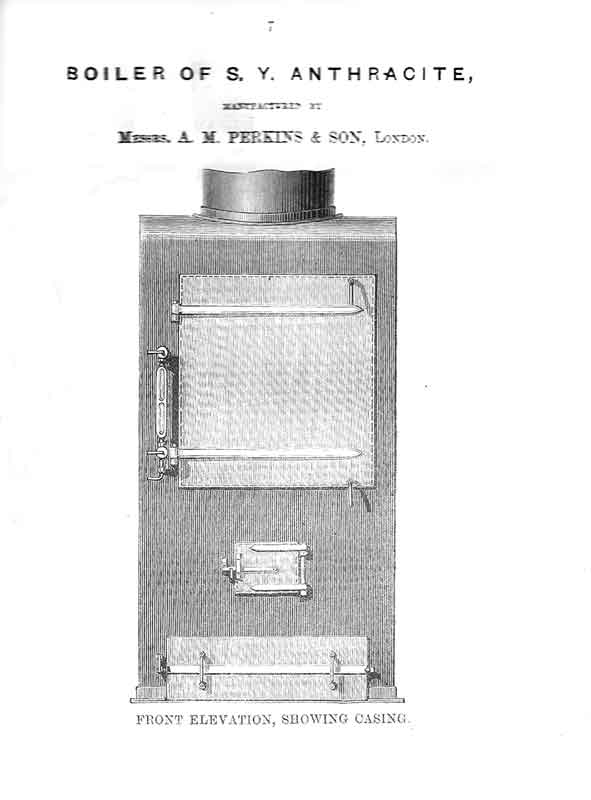
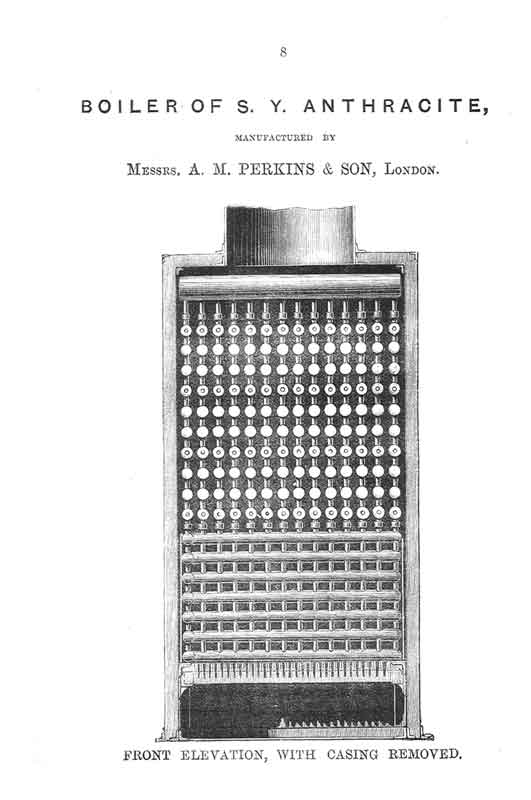
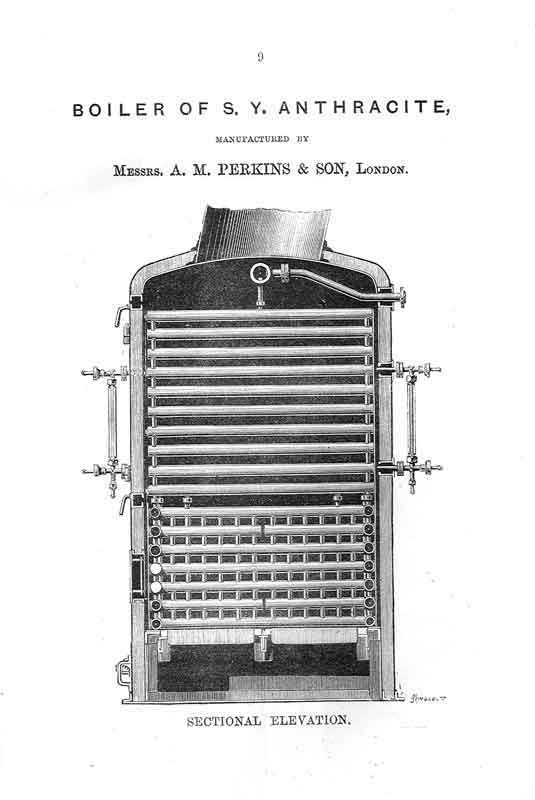
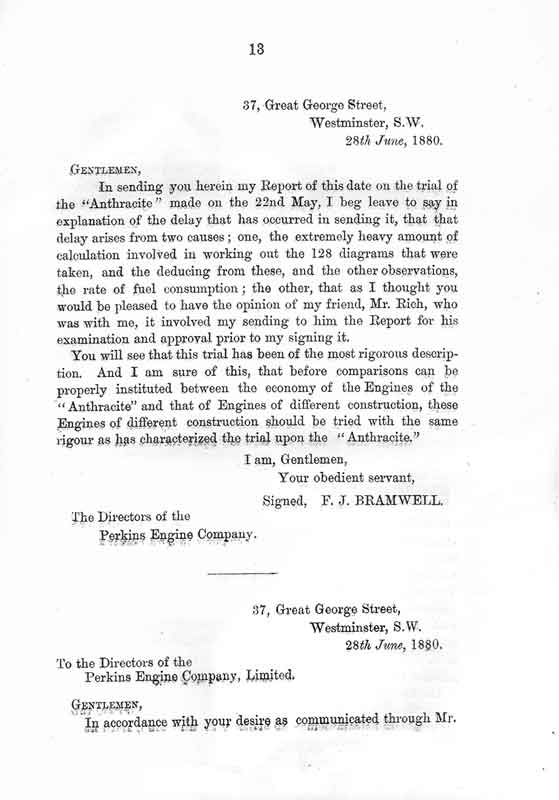
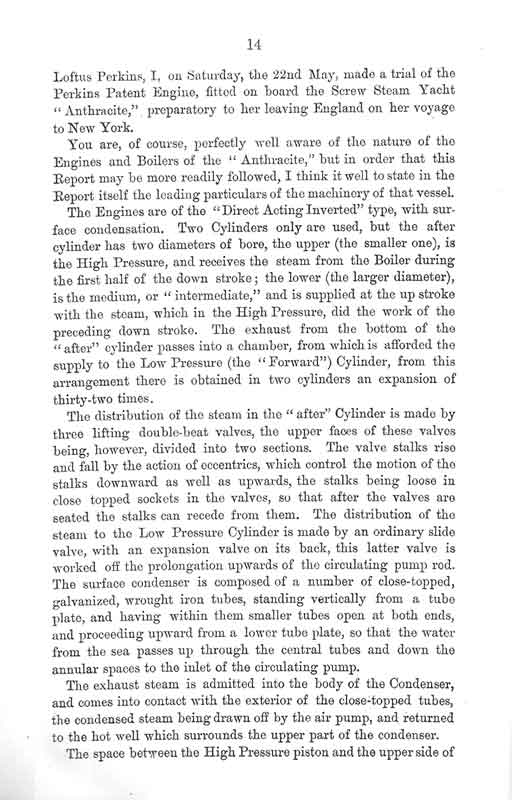
 In
1880, Loftus Perkins installed a triple expansion steam engine of his
own design in to the 70-ton motor yacht "Anthracite" –
the smallest vessel to have crossed the Atlantic under steam alone. "Anthracite"
was built by Schlesinger Davis & Co. of Wallsend in 1880 with engines
to the "Perkins" System by Hawks, Crawshay & Sons of Gateshead.
Gross Tonnage was 70.26 Tons and its length was 84ft 6 inches.
In
1880, Loftus Perkins installed a triple expansion steam engine of his
own design in to the 70-ton motor yacht "Anthracite" –
the smallest vessel to have crossed the Atlantic under steam alone. "Anthracite"
was built by Schlesinger Davis & Co. of Wallsend in 1880 with engines
to the "Perkins" System by Hawks, Crawshay & Sons of Gateshead.
Gross Tonnage was 70.26 Tons and its length was 84ft 6 inches.
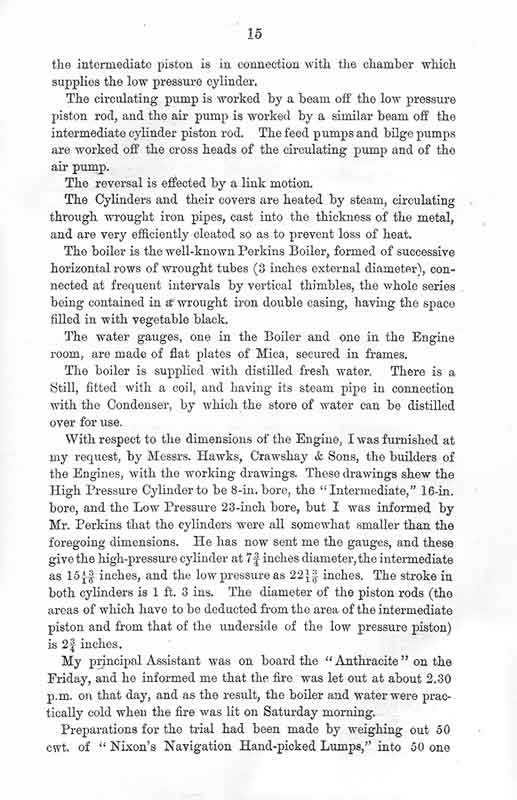
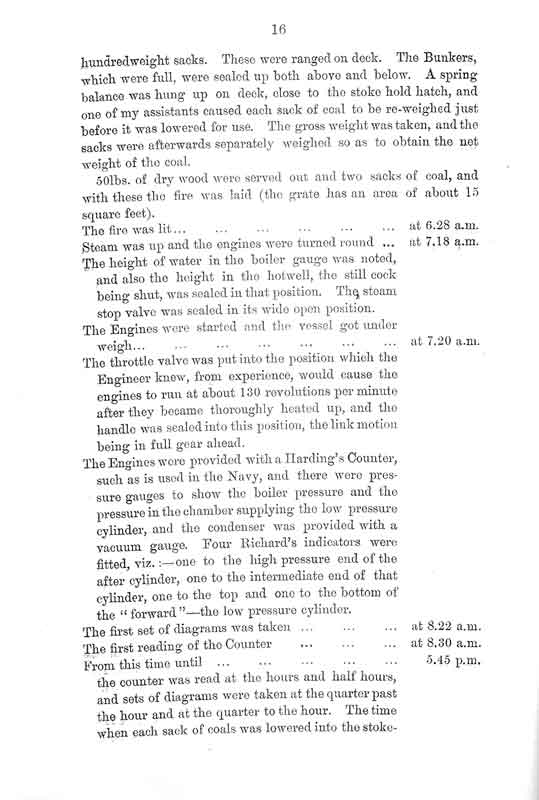
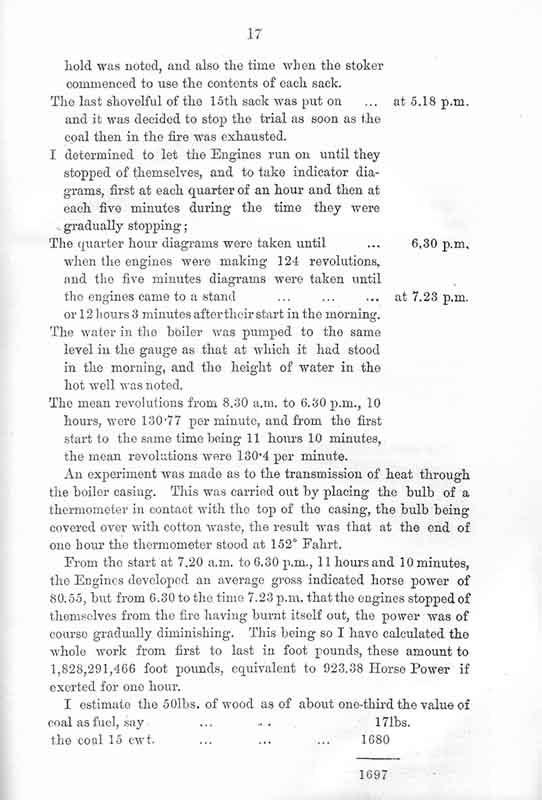
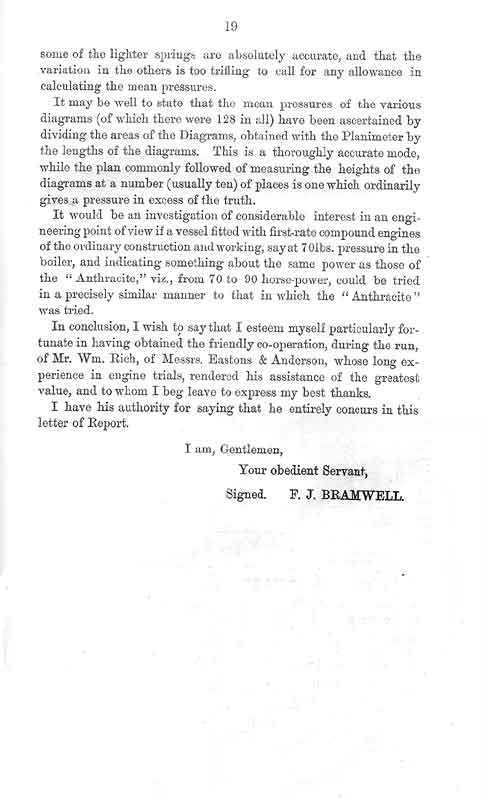
The voyage of "SY Anthracite" attracted much attention and detailed trials were carried out before it undertook its Atlantic crossing, by the US Navy in Brooklyn Navy Yard, and again on its return to England. Part of the record of these trials (including Boiler and Engine details) appears below.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
He also fitted a Perkins engine into the 160-foot yacht "Express" in 1883. This carried up to 677 passengers on daily cruises from Blackwall down river to Sheerness. The 800 horsepower, quadruple compound engine gave the "Express" a speed of 14 knots. It is said that more engineers turned up to see the boiler and engine than genuine day-trippers.
Charles Hayward joined A.M. Perkins & Son Ltd in 1886 as Mechanical Engineer on the "Express". His recollections provide a vivid insight into the operation of Loftus Perkins' ground- breaking marine engine design and his efforts to have his ideas accepted against the consevatism of the day.
I had heard much about the boat, its engine and its boiler pressure, so I made my way to the W. India Dock where she was lying. The boat looked very nice on the water, her hull painted black with a 3” gold leaf streak and the bow was decorated with gold, vermilion and blue, artistic device with the inscription “S.S. Express”. I made the acquaintance of the Captain and some of the crew, which was made up of: captain, 1st Mate, 2nd Mate, two Engineers, two Firemen, two Stewards, two Lady Stewards, a Cook, three Deck Hands and one Boy.
After making my investigations of the engine, I was satisfied with conditions. But we had to have a Board of Trade Certificate as we intended sometimes to carry passengers as well on tests on the measured mile and coal consumption, etc. In due time the Board of Trade men came along and we blocked out the safety valves and put hydraulic pressure of 1,800 per square inch (all O.K.) Next, safety valves were put into position and a steam test made of 750 with valves blowing off into condenser.
During this time, the Inspector did not come into the Engine Room. He said to his two men, “Everything O.K.?” They said, “Yes, no leak anywhere.” We then had a Board of Trade Certificate to carry 677 passengers to the Nore lightship and Sheerness.
Now we had to get our bunkers filled with 12 tons of Welsh coal and I had to see that we had the light and heavy oils we needed and cotton waste and anything pertaining to the Engine Room, everything cleaned down below and on deck and in the cabins (which the Stewards looked into), funnel painted (that was our job), which was soon done by the firemen.
After we got out of dock, we used to tie up at the Blackwall Pier. This was very handy for Loftus Perkins, for he could come from Kilburn by the North London line straight to Blackwall.
We went several trips as far as Gravesend to see how she behaved. Here is a description of the boat. Her length I cannot remember, nor her tonnage, but as I have said, she had a Board of Trade Certificate to carry 677 passengers, which was exhibited for anyone to see. In the forward compartment was the anchor chain and stores. Next the Captain’s cabin; next the fore cabin with Engineer’s berth and bar; next Boiler and Engine Room; next Ladies’ cabin; next Saloon and bar, followed aft by Crew’s quarters. From Bridge, Chadburn's Telegraph to Engine room and speaking tube.
And now we advertised sailings and the first Mate used to tour the City in a brass bound uniform and peaked cap with “Express” exposed on the front. We soon had passengers, and conspicuous was Loftus Perkins on the bridge with the skipper, “Cap’t. Kirby” complete with a pipe and breast pocket full of cigars.
We went to Sheerness daily, but one day our condenser got hot and I could not understand the reason, but we lost vacuum and got in late. Next day we were in dry dock, and after the water had gone down, we found the cause. He body of a dead dog had been sucked to the intake and held there and had to be pushed away forcibly, hence the shortage of circulating water. Next day we were delighted that we had found the cause and so we carried on every day except Fridays.
But our next stoppage was a serious affair. A jam manufacturer had put into the river bushels of cherry stones, which sank at the time, but for some reason or other became suspended, and we sucked them in in small quantities until the inner copper tub e (which conveyed the water to the stopped end of the outer in which they were inserted) became completely jammed. This of course stopped any water circulating and we had a hot condenser.
This happened the day before the Jubilee of Queen Victoria, 1997, and I had a day off to see the doings of an historic day and saw Queen Victoria in Trafalgar Square.
It took us some time to release the copper tubes and get out all the stones. They were all shortened by ½”, cleared and then returned to the tube plate and expanded in position. But to avoid any further trouble we put in the 9” copper inlet an interceptor so that by closing the “Kingston” valve we could take out the section, examine it, and return it. This was done daily before starting.
We at times had squads of engineers (with introductions) to have a look at the engines. Others came and chanced their luck without any introduction. But we had men from all over the world, day by day, more especially to see the Boiler and gaze at the pressure gauges, one at each end of the Boiler.
Of course, the pressure of 750 lbs per square inch was abnormal and the design of the engine was too. With a triangular connecting rod and the engine athwart ship instead of fore and aft, it was novel in design and when working had a rocking motion, as the outside pistons had an 11” stroke, whilst the central was 9”.
The connecting rod was anchored on one side to a slide or guide and this made the 11” stroke. It was a very long crank pin (from memory 1’6”) and only 4.1/2” throw. This gave the central engine its 9” stroke, and the high and medium were on the same rod. But Perkins Type had two different size cylinders that of course were single acting.
The Medium Low and Low were both double acting. The stuffing boxes were deep and were packed with greased asbestos packing; after packing they were left just thumb-tight and never gave the slightest trouble. All the main shaft bearings were extra long. The main shaft engine was made at Regent Square.
The inlet and exhaust valves were all tappet worked from three camshafts; these camshaft rods were attached to a sliding eccentric fixed to main shaft. This gave us the reversing gear.
We used all distilled water for the boiler from a distilling apparatus fixed in the engine room – two boiler feed pumps with 1” plungers and an air vessel on the top. A slight adjustment kept them working uniformly. Also a Donkey Pump with air, feed, circulating and bilge pump all working from main boiler.
No further trouble disturbed us the two seasons we ran. The engines were very easy to watch and control, and everybody who saw them running (I mean engineers) thought they were wonderfully and ingeniously designed and they looked extraordinary when tumbling round with the rocking motion at 200 to 230 revs per minute.
One very important thing was the thrust block, which was extra long, designed for a propeller for and aft. Our lubricant for this was castor oil. The forward propeller was taken away before I arrived but the shaft was taken out during my time and the bow made good. The two propellers were made of fluid compressed steel by Whitworth and had a perfect “pitch” like a corkscrew. They cost £500. After trying various Griffiths 2, 3 and 4 blade, the Perkins propeller gave best results.
Our boiler was of the Perkins type, 12’0” long by 4’0” wide, with an opening at each end for firing and a bridge of fire bricks in the centre, so that each fireman had a 6’ x 4’ grate to look after, which was an easy job, as we went to Sheerness and back on 2 ton 10 cwt. Other boats carrying the same number of passengers and four firemen burnt 18 tons. There is no doubt in my mind that higher pressures are more economical with engines designed to use the pressures. Our boiler was encased in an insulated case so that on the outside it was just warm.
On one side were insulated doors for cleaning tubes, and on the opposite side were three water gauge glasses to register the water height in the boiler. These had to be of special design as ordinary glass would have been unreliable and dangerous.
Each was made from a bronze casting with a hole right through the centre but with a bar in the centre. At two points, this casting had a projecting machined face. On this were bolted strips of mica; also, the covers had machined faces. This made a steam-tight readable gauge. There was a valve at the top open to the air and two valves at the bottom, one to shut off the water and another open to the air. You could then blow through the gauge and clean it whilst working. All valves had an outside screw in the bridge piece over the top so that the packing was always on a plain turned spindle. This applied to all valves where pressure was concerned and was perfect in action as it simply moved the spindle up and down without turning.
One of the notable visitors among the many was the son of Sir Joseph Paxton. One man, who was a pumping station visitor, was interested so much by the pressure that he said, “I only use 25 pounds per square inch and I think I am safer on deck and would rather be with my old Beam Engine with 25 lbs per square inch.” But he didn’t know that the Boiler before leaving Regent Square was hydraulically tested to 3,000.
On one occasion Loftus Perkins, who was on the bridge with the Skipper, came below and said to me “Longfellow”, (that was his name for me) “I hear a little “click” on the Crank Pin Brass. Do you think you can take that up?” I said “Yes, but it will take me a couple of days.” “Very well,” said he, “you can do it now we have the time.”
So, I set to work and it was no ordinary job. After the two days, I notified the Skipper, and Loftus sat on the Bridge whilst we ran down the river. He then came down and sat on a camp stool in front of the Engine, then without further talk said, “Splendid, she runs like a sewing machine.” He then ascended the Engine Room ladder, and as he was going up pointed to his camp stool, and there lay a golden sovereign for me. This was my unexpected reward for making a good job of a difficult undertaking.
And so we ran day by day without any particular incident during the 1887 season from Easter to September and through 1888. Our only worry was the crowds of engineers who asked to be allowed to come below to see the boiler and engine. As an advertisement, we gave them as much information as we could.
We had a few runs with Special Committees. Our last run was to take a part of the City Corporation for a trip. They brought their own lunch and waiters and it was a great ending to many trips. I also made many friends from far and near. The yacht was eventually sold to some people who intended to use her for the Midnight Sun business in Norway.
So ended Perkins' last big effort to demonstrate that high-pressure steam was economical.
Metallurgy
 Jacob
Perkins' interest in metallurgy, honed in the creation of a new approach
to the manufacture of printing plates, was followed in later years by
the development of new metals for use in steam engines which much reduced
wear and did not require lubricating in the presence of steam. Such innovations
were at the heart of his grandson's success with marine propulsion. A
"Perkins's Patent Metal was introduced in the 1860's to much acclaim
from engineers from many countries, testimonials from whom can be seen
below.
Jacob
Perkins' interest in metallurgy, honed in the creation of a new approach
to the manufacture of printing plates, was followed in later years by
the development of new metals for use in steam engines which much reduced
wear and did not require lubricating in the presence of steam. Such innovations
were at the heart of his grandson's success with marine propulsion. A
"Perkins's Patent Metal was introduced in the 1860's to much acclaim
from engineers from many countries, testimonials from whom can be seen
below.
Road vehicles
 In
a harbinger of the ill-fated venture into car production in the early
days of Westwood Works (See How
it Started), Loftus Perkins designed a Steam Road Carriage following
which he exhibited his "Noiseless Road Engine" at the London
International Exhibition of 1873. But, like his grandfather, his main
interest was in marine propulsion.
In
a harbinger of the ill-fated venture into car production in the early
days of Westwood Works (See How
it Started), Loftus Perkins designed a Steam Road Carriage following
which he exhibited his "Noiseless Road Engine" at the London
International Exhibition of 1873. But, like his grandfather, his main
interest was in marine propulsion.
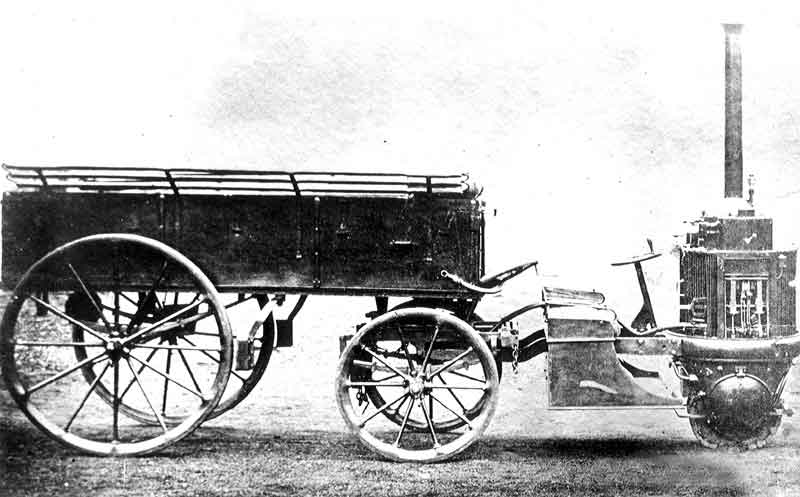
We believe that the Steam Road Carriage mentioned above, was the one described in 1891 in Fletcher's book "Steam Engines on Common Roads" - (with acknowledgements to HEVAC):
"It was a novel form of road locomotive made in 1871 by Messrs Perkins and Son, Seaford Street, Regent Square London, which was shown at work in the grounds of the International Exhibition at South Kensington in June 1873. The engine was of the compound type, the diameter of the high-pressure cylinder being 1 3/4 ins. the diameter of the low-pressure cylinder 3 1/2 ins, and both cylinders were 4 1/2 stroke. The engine was worked at 450 psi. steam pressure and at the time of the exhibition it ran at a speed of 1000 rpm, and had been often at work during the period of two and half years, and was declared to be in as good condition as when new. The design of the locomotive was somewhat similar to Cugnot's made as far back as 1770 ............ The engine was mounted upon three wheels, a single broad wheel 2 feet diameter at the front acting as the driving and steering wheel, fitted with a rubber tyre, and two trailing wheels behind. The engine, boiler and all the machinery was placed on a frame encircling this single driving wheel and turned with this wheel when the steering gear was actuated. One important feature of the arrangement was that the engine always pulled in the direction in which it was steered and all the weight so placed was utilized for tractive purposes. The boiler was constructed of thick wrought iron tubes with welded ends, and the consumption of coal was only 2 lb per indicated horsepower per hour. No exhaust blast was required in the chimney. The engine drew behind it a carriage on which an atmospheric surface condenser was placed, composed of a large number of small tubes into which the exhaust steam was turned. The engine was practically noiseless, and it emitted no smoke. It moved at the rate of eight miles per hour, and readily passed over rough places, was steered with facility, and quickly turned about in any direction. This road locomotive was for sometime used by the Yorkshire Engine Company, Meadow Hall Works Sheffield. In October 1871 the engine drew a wagon load of passengers weighing 33 cwt from St Albans to London 21 miles at seven miles per hour running time, there being numerous stops for vehicles to pass. The india rubber tyre on the driving wheel was run 1500 miles without any armour on, and we are informed that no wear was apparent as the engine only weighed 3 1/2 tons. A special chain armour invented by Loftus Perkins was prepared and used occasionally. This is the smallest road locomotive we have noticed of the compound type, and this high pressure and high speed miniature engine was said to develop 20 indicated horse power".
Traction engines
Between 1871 and 1873, Loftus Perkins devoted much attention to traction engines, in which he was associated with R. Fairlie (of the double-ended Festiniog Railway locomotive fame) and L. Stern. One of these engines was supported on a single broad central driving wheel. The boiler, steam engine and driving gear were mounted within a ring frame balanced around this wheel. An engine to this design was exhibited in South Kensington before undertaking a very successful trip to St. Albans. Nothing else is known of the fate of this venture.
Tramway locomotives
We have found mention of yet another area of endeavour for Loftus Perkins – that of the design of locomotives for the early tramways. He had at least two built, the first by the Yorkshire Engine Co. in 1874, the second by Greenwood & Bailey of Leeds in 1878. The second locomotive was tried, without success, on the Leeds tramways. It had a 500 psi vertical boiler, triple expansion engine and geared drive via a jackshaft.
Refrigeration
More than 50 years earlier, Jacob Perkins had worked on a process of mechanical refrigeration and, although this was not developed to commercial success, it has been described as the precursor of all modern refrigeration compressors. Loftus Perkins now embarked, with his usual in-bred determination, on the development that, it is argued, would hasten his death.
Britain's rapid population growth created a demand for food preservation and Loftus set out to design an ammonia-based device that would produce ice cheaply. Ice had been made in an Edinburgh laboratory in 1810 and several types of refrigeration machinery were in operation in London Docks and elsewhere.
After many experiments and very long hours of work, accompanied by his able assistant, C.J. Hayward, the "Arktos" system was proved a success. It was demonstrated to Sir John Thorneycroft, founder of the shipbuilding firm: Sir James Dewar, inventor of the vacuum flask; and Sir Frederick Bramwell, civil engineer and later President of the British Association.
"Arktos" was based on the separation of ammonia gas from the water in which it was dissolved, the liquefaction of the gas, and the subsequent revapourisation of the ammonia, with the reabsorption of the gas by the water. The apparatus used no moving parts and not a single valve.
In 1882, Sir Frederick Bramwell quoted in a letter to the Society of Arts Jacob Perkins' claim in his Patent Specification - ".....not to have invented the freezing of water, or cooling of bodies by the evaporation of ether or other volatile liquid, but ---- the essential thing for commercial purpose - the "apparatus or means whereby I am enables to use volatile fluids for the purpose of producing cooling or freezing of fluids, and yet, at the same time, constantly condensing such volatile fluids, and bringing them again and again into operation without waste."" He also recalls assisting in the manufacture, together with John Hague and T.R. Crampton, of a small machine (see illustration below) in which John Hague - "an engineer of great ability" - had arranged the working parts of Perkins' machine so that it could be driven by power and with the freezing pan made to a shape which enabled the ice to be removed in one piece.
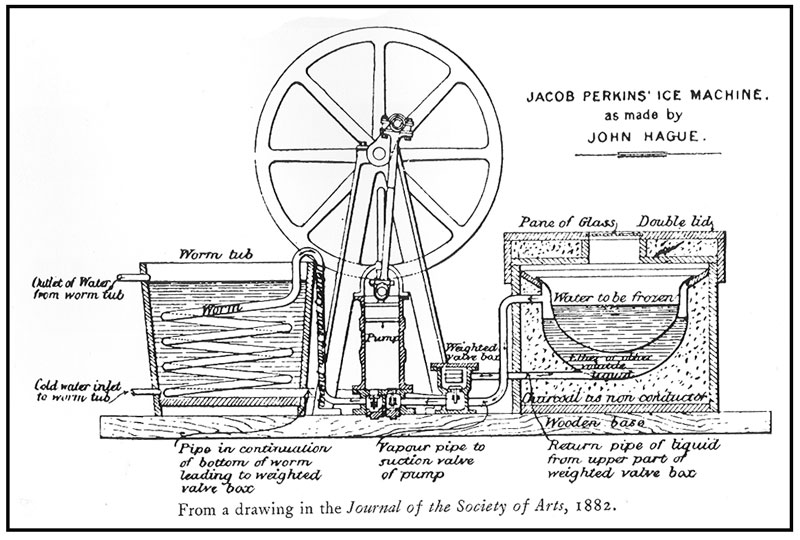 |
Jacob Perkins' Ice Machine as made by John Hague. |
(Please note that the above drawing and associated text are reproduced here by kind permission of The Historical Society of Pennsylvania, Philadelphia)
For a description of how "Arktos" works, we can do no better than to quote from a contemporaneous newspaper - the New Zealand "Southland Times" - Issue 10151 - 1st May 1889. (Reprinted here by courtesy of the National Library of New Zealand):
“ARKTOS” - A New Refrigerator.
“Anglo-Indians and others resident in the tropics may now have the felicity of keeping themselves "cool without the use of the fan, and, if they do not object to a temperature somewhat below zero, they need have no fear of the myriad noxious existences that make life in the tropics a plague. To use the words of Sir Frederick Bramwell, when addressing the British Association for the advancement of science a short time since, as far as. we in England are concerned " there is hardly any need to make a provision for cooling our houses, but one can well imagine that the Anglo-Indian would be glad to give up his punkah for some more certain and less draughty mode of cooling." Mr Loftus Perkins, of the firm of A. M. Perkins and Son, 43, Regent Square, Gray's Inn-road, London, has achieved this desideratum, and the name chosen to designate his new process and the apparatus invented by him for absorbing heat and producing extreme cold and ice without mechanical aid is "“Arktos."
Perhaps the most remarkable thing about this truly remarkable invention, says the Pall Mall Gazette, is told in Mr Perkins' own words to our reporter: "You light a fire under it, you know, and immediately produce intense cold!" and then Mr Perkins laughed most infectiously at what to him, as to all people, must at first appear a capital joke, and one which to the inventor of it. is as rich in humour as ever it was. The apparatus consists of three wrought-iron tubes or chambers connected with each other by pipes, but without valves, cocks, taps, moving parts, or any machinery whatever. " Indeed, the whole apparatus is an hermetically sealed tube, which differs in size and shape at certain places. Thus there are two wrought iron cylinders of an equal size joined one above the other. The lower cylinder is filled with a solution of ammonia (in fact, the ordinary liquid ammonia of commerce); while from the upper of the twin cylinders extends a long iron pipe bent into a semicircular shape and terminating in another wrought-iron cylinder exactly one-third of the size and capacity of the others. The connecting pipe is surrounded by a second larger pipe, through which, when the apparatus is at work, a constant stream of cold water is made to pass to keep it at an equable temperature. The small cylinder is again connected with the upper of the twin cylinders by a U-shaped pipe, which being more or less constantly filled with water serves as a trap. To start the freezing process all that has to be done is to light a lire beneath the lower of- the twin cylinders and await results. One does not have to wait long. In an astonishingly short space of time, a frost is seen to be accumulating all over the surface of the small cylinder. When this occurs the fire may be extinguished, but the cold thus generated remains for a period varying from a day to a week, and may be renewed at will by fresh application of the heat. What happens is as simple as is the apparatus itself. The liquid ammonia, which fills the lower of the twin cylinders, is composed of one-third ammonia and two-thirds water. At a certain temperature, the mixture is disintegrated, the ammonia driven off in the form of an anhydrous (waterless) gas, while the water, which rises in the form of steam, is partly condensed in the upper of the twin cylinders, and partly in the semicircular pipe surrounded by running cold water, and falls back into the lower of the cylinders. Meantime the anhydrous gas proceeds on its journey until it reaches the small cylinder, which, being one-third of the size and capacity of either of the cylinders holds all the ammonia that comes over, and as it condenses, an intense cold is produced. The apparatus being made of wrought iron is unaffected by the ammonia; being hermetically sealed, it is practically inexhaustible, for the ammonia and water are simply made to go round and round the continuous tube for ever and ever so long as the apparatus lasts.
Now for the simple application of this simple apparatus. Huge refrigerators as large as big rooms, or small boxes to fit into dining' room sideboards, can be cooled down° to within a degree or two of zero with equal ease. Mr Perkins took our reporter through the ice - rooms he has had constructed for testing his wonderful process, and, with Mr Harris, his manager, explained the “Arktos” and its capacities. In one huge refrigerator there are several tons of the purest, most transparent ice, all of which was water when it was put in; also loaves of bread frozen solid, and vegetables and birds, ducks and pheasants innumerable. The wails and roof of this room have the appearance of some stalactitic cavern, so covered with frost are they, the beautiful icicles and snow-like deposit sparkling like millions of gems in the dim light of the gas. The walls of this refrigerator are about four feet thick. They are" double, cased with metal, and separated by a thick, insulating wadding of cow hair an inch in thickness. In another part of the building are other refrigerators of smaller size, which are now being tested with perfect satisfaction. In one of them the difficult feat of freezing mercury has been performed. In others the temperature has been standing for the past six months at 10 degrees above zero, or 22 degrees of frost] In one of them hangs a whole sheep. It has been there, six months, yet shows no signs of disintegration yet. That of course in itself is no great achievement. The big achievement jus the process by which a cold atmosphere may be produced at once, and in any degree, without the use of machinery requiring mechanical aid, or any kind of manipulation beyond the simple application of heat. This has been done by Mr Perkins, and from henceforth, wherever an “Arktos”, with its dry cold atmosphere is available, fish, flesh, fowl, bread, cheese, butter, milk, eggs, and many vegetables, and indeed almost all perishable aliments may be kept absolutely sweet, and without decay or deterioration, for unlimited periods, whether in temperate or equatorial latitudes. The introduction of this novel process and apparatus cannot fail to be a boon to the civilised world, and must initiate an economic revolution of the utmost magnitude. "
Charles Haywood gives an another interesting insight into the operation of the "Arktos" system:
"Well, the Arktos was like high-pressure steam; it is true they were at opposite ends of the thermometer but the public did not appreciate it. We sent to a fever-ridden African district some very small apparatus that could be worked by anybody. Instead of a runner carrying a piece of ice in a blanket that was wasted when they got to the sun-stricken man, they ran instead with this apparatus, which had handles for two men, so when a case was heard of, they went trotting away with this apparatus to the spot. A bucket of water was put in the condenser tank and clamped around the round tube was a hinged mould filled with water. Wood was gathered from the jungle ºand 11 lbs of this was weighed on a scale, put into the heating end and set alight. The thermometer was a square piece of metal immersed in a tube filled with metal that enabled you to move the square easily. After one and a half hours, you could unhinge the mould and you would have 8 lbs of ice on the spot after burning 11 lbs of wood. The thermometer metal would melt at 260ºF, which was what was required, and would again become solid for the next ice required. One point is that the wood cut from a rough jungle may not have the same B.T.Us as 11 lbs of English wood, and might leave the metallic thermometer unmelted. Therefore, the 260ºF, which was required, might lead to some confusion. I think it would have been better to say, heat until the thermometer is free and movable. You would them be sure of getting all the NH3 driven out of the water".
Mr Pelmore was in charge of the working with a skilled fitter. He had the formula, the quantity of NH3 gas to weigh in, also the quantity of water. He then worked the machine and it was always said 11 brought 8 (i.e. from 11 lbs of wood, 8 lbs of ice were obtained). It really is a very simple apparatus because the gas, after being driven out of the water in which it is in solution, returns after absorbing heat and is again taken up by the water.
A great number of types of the Arktos were made (small and large) but for some reason we cam back to earth again with general Engineer’s work".
An "Arktos" machine was exhibited at the 1889 Paris Exhibition. It was capable of freezing one cwt. of Mercury in the open air – Mercury does not freeze until minus 40, i.e. 72 degrees of frost. Many types and sizes of "Arktos" apparatus were installed but as C.J. Hayward ruefully commented:
"The Arktos was like high-pressure steam – the public did not really appreciate it."
By this time, Loftus Perkins was a sick man and he died in April 1891 at the age of fifty-six.
For more information on Loftus Perkins, Charles Hayward and "Arktos" - click here.
The Perkins Patents
Not only is the list of Patents taken out by the Perkins Family impressive for its length but the breadth of engineering developments covered is quite staggering. One wonders what sort of engineering empire might have resulted if a greater percentage of these ideas could have been brought to the market successfully.
Jacob Perkins
11/10/1819: Machinery and implements applicable to ornamental turning and engraving.03/06/1820: Construction of fixed and portable pumps.
10/12/1822: Steam engines.
17/05/1823: Heating, boiling or evaporating by the steam of fluids in pans, boilers or other vessels.
05/06/1823: Steam Engines.
20/11/1823: Construction of the furnace of steam boilers.
15/05/1824: Throwing shells and other projectiles.
09/08/1824: Propelling vessels.
11/08/1825: Construction of bedsteads, sofas and other similar articles.
22/03/1827: Construction of steam engines.
02/07/1829: Machinery for propelling steam engines.
02/07/1831: Generating steam.
27/08/1831: Generating steam; applicable to evaporating and boiling fluids for certain purposes.
09/06/1832: Blowing and exhausting air; applicable to various purposes.
20/11/1832: Preserving copper in certain cases from the oxidation caused by heat.
14/08/1834: Apparatus and means for producing ice, cooling fluids.
12/04/1836: Steam engines; generating steam; evaporating and boiling fluids.
12/06/1836: Apparatus for cooking.
03/12/1836: Steam engines; furnaces; and boilers.
Angier March Perkins
30/07/1831: Apparatus for heating air in buildings.16/12/1839: Apparatus for transmitting heat by circulating water.
21/01/1841: Apparatus for heating by the circulation of hot water.
16/03/1843: Manufacture and melting of iron; applicable for evaporating fluids and heating metals.
21/07/1845: Apparatus for heating air in buildings.
05/02/1851: Railway axles and boxes.
11/02/1851: Constructing and heating ovens.
06/12/1855: Apparatus for generating steam.
06/12/1855: Warming buildings and apartments by hot water.
29/04/1858: High pressure steam engines.
21/09/1858: Surface condensors.
21/08/1860: Apparatus for distilling sea and other water.
09/02/1862: Warming rooms and buildings.
15/09/1864: Constructing ovens and applying tubular apparatus for circulating hot water.
Loftus Perkins
25/08/1859: Mills.29/09/1859: Steam boilers.
28/11/1859: Machinery for propelling vessels.
20/09/1860: Surface condensors.
03/10/1860: Steam engines.
07/03/1865: Apparatus for heating and cooling atmospheric air for heating ovens and buildings.
29/10/1866: Improvements for actuating valves of water meters.
27/04/1868: Manufacture of wrought metal wheels.
27/04/1868: Tubular steam boilers.
08/09/1870: Locking gear for the fore carriage of wheeled vehicles.
24/05/1870: Connections for fire engine and other pipes.
23/05/1871: Wheels for traction engines.
12/07/1871: Steam engines.
21/10/1871: Locomotive and traction engines.
21/10/1871: Marine and stationary engines.
18/12/1872: Locomotive engines.
03/09/1872: Packing rings for pistons.
20/01/1874: Steam engines, etc.
06/02/1877: Steam engines and valves.
08/06/1878: Propellors for ships.
23/12/1878: Wearing surfaces of steam and other engines.
For details of another prolific inventor from the "Perkins" stream of the business see The Pointons.
THE BAKER FAMILY
The Flour Sifter
The key invention from the Baker side was the Flour Sifter (For more details see How It Started) for which Joseph Baker took out a Canadian patent in 1870 and a US patent in 1871. This remarkably simple but effective device was soon much in demand. His workshop in Trenton, Canada soon grew into a busy little factory as the product was developed, with different attachments, for use in the preparation of a wide range of foodstuffs.
In 1876, Joseph Baker made his first trip to London accompanied by his son. Joseph Allen Baker. That a market for the sifter existed in the UK soon became clear and when Joseph returned to Canada, his son remained in Scotland – where he met his future wife, Elizabeth Balmer Moscrip – and began to send a stream of orders back to Trenton. Later he was joined by his brother, William, and, after opening a small office in Liverpool, he was able to calculate that he would be able to sell "at least 100,000 sets and clear upwards of £30,000 above manufacturing costs and expenses".
Food Process Plant
A year later, Joseph Baker began to make plans to settle in England in order to help his sons and their first factory was opened in Tabernacle Walk, Finsbury (See Before Westwood). Joseph Baker began to evolve other machines and, only three years after becoming established in London, they were showing equipment at a London Exhibition. This included biscuit-making machinery – the first branch of the food industry to be mechanised (although the production of hard ship's biscuits had been mechanised for some years) - and both travelling and stationary ovens. It is worthy of note that in the eighteen-eighties, Joseph Baker & Sons were agents for the Perkins steam ovens described above.
One original and very successful innovation was a machine for producing sugar wafers, designed by George Baker – the third son. It was claimed that:
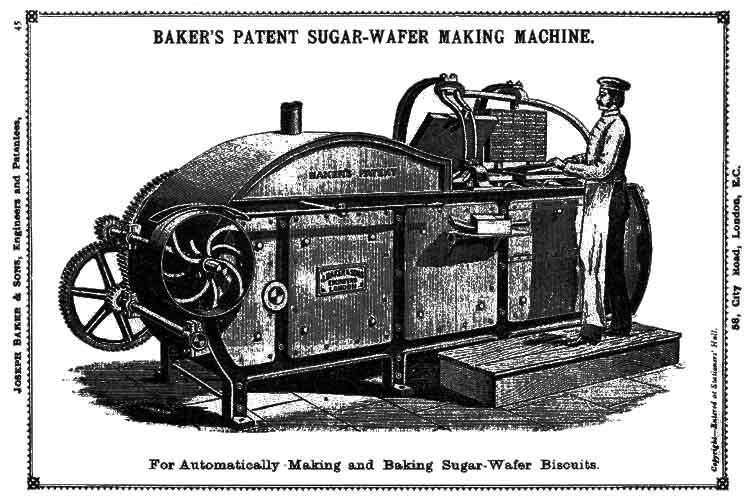 "Since
it reduced labour costs by at least five-sixths, gas by two-thirds and
needed only half of one horsepower to drive it, no baker without this
machine could compete against rivals who had installed it".
"Since
it reduced labour costs by at least five-sixths, gas by two-thirds and
needed only half of one horsepower to drive it, no baker without this
machine could compete against rivals who had installed it".
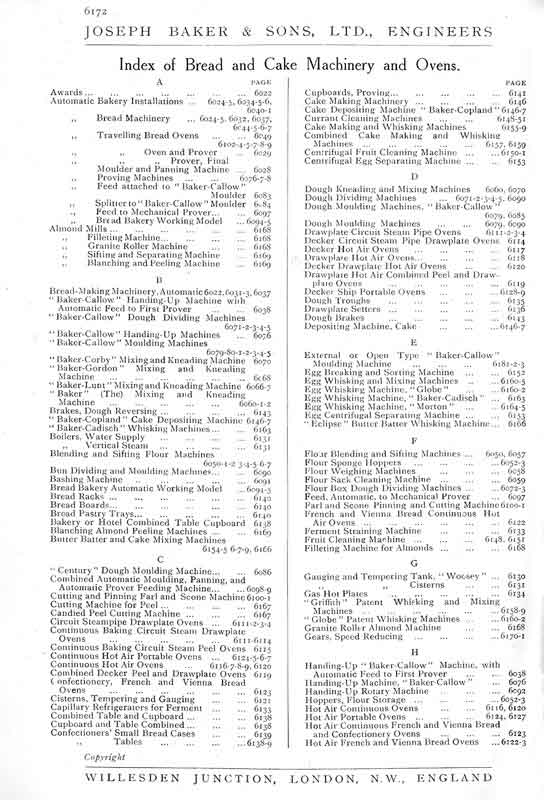
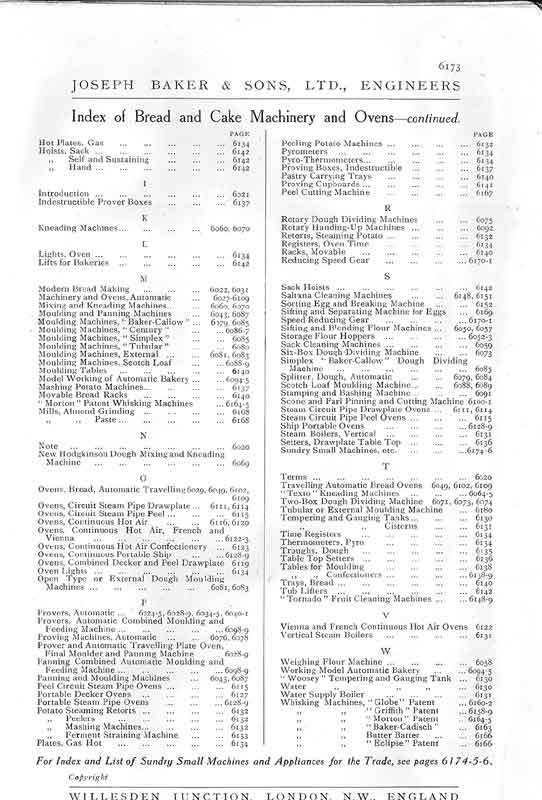
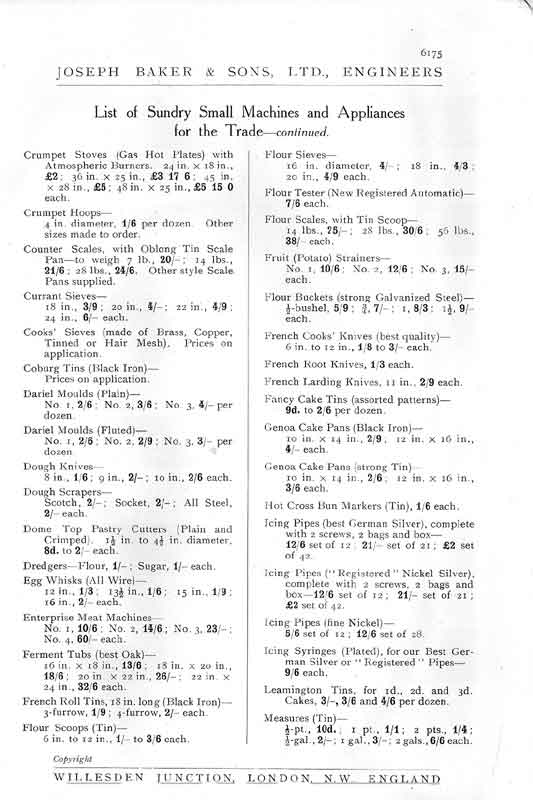
By the turn of the century, Joseph Baker & Sons was located in Willesden and was the most important manufacturer of machinery for the food industry in the United Kingdom. On incorporation in 1902 it had a bigger workforce than the Werner, Pfleiderer & Perkins and Lewis & Pointons Panification Ltd. firms put together.
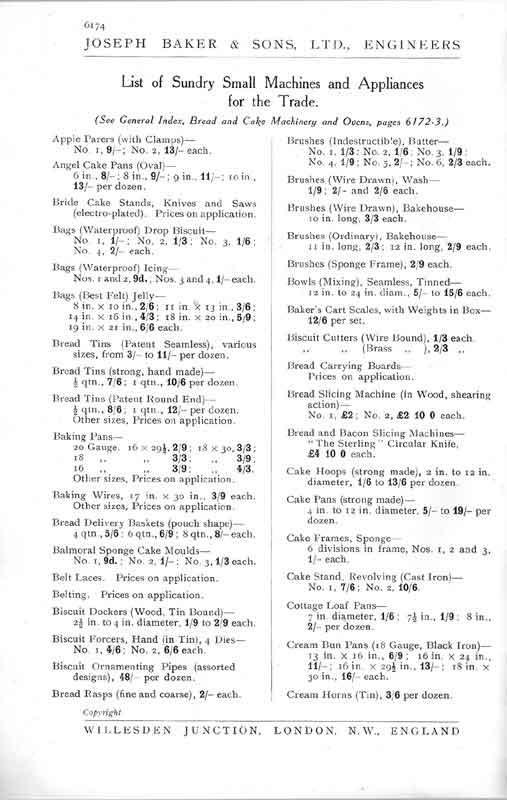
The company was quick to see opportunities to improve production methods in many parts of the food industry but often entered the market by selling other company's products before developing its own designs. An increasingly wide range of equipment for the chocolate, biscuit and other food industries was developed at or merchanted from Willesden and they soon became the source of any equipment which the shopkeeper, biscuit maker or confectioner could possibly need Some idea of the breadth of product range being offered by Joseph Baker & Sons at the time can be obtained from the Index to their 1915 Sales Catalogue shown below:
 |
 |
 |
 |
 |
 |
The foundations of the company's later business in fully automated food process plant were well and truly laid.
A more detailed account of the development of the Baker product line may be found in Augustus Muir's "History of Baker Perkins" – Chapters 7 and 16. The range of products produced at Westwood Works in later years is shown in The Product Line.
For more information about the early days of the Company's businesses in London, see How it Started, Some Historic Correspondence and Before Westwood.
All content © the Website Authors unless stated otherwise.