
BAKER PERKINS IN THE PACKAGING BUSINESS
See also:
- History of The Forgrove Machinery Co. Ltd.
- The History of Rose Brothers (Gainsborough) Ltd.
- The History of Job Day & Sons Ltd.
- The History of Rose Forgrove Ltd
INDEX:
- Baker Perkins in the Packaging Business
- Development Between The Wars
- WW2 And The Post-War Years
- Gateshead and The Flowpak
- Forgrove GmbH, Cologne
- The First Seacroft Factory
- Biscuit Handling
- The Acquisition of Rose Brothers
- Baker Perkins Granbull
- More Associations
- The Creation of Rose Forgrove LTD
- The Gathering Storm
- Investment in Worldwide Distribution
- New Competition
- New Products -----
- ----- And a new Customer Service
- ----- And more Investment
- Queen's Award for Export Achievement
- Another Major Blow
- Rose Forgrove Inc. USA
- The new Gateshead Factory
- A New Management Team -----
- ----- And a Major Restructuring
- Closure of the Gateshead Factory
- Special Projects and The Senator
- Another Major Restructuring
- The APV Years
BAKER PERKINS IN THE PACKAGING BUSINESS
Long before the creation of Baker Perkins in 1933, the acquisition of an efficient range of packaging machines was seen as an essential part of a world-class food processing machinery company’s development. Automatic wrapping machines fitted well with the Baker’s philosophy of reducing drudgery and increasing hygiene in food production but, despite making attempts to develop packaging machines before the Great War, they had to wait until well into the twentieth century before they were able to make significant progress in obtaining their own packaging machinery capability.
The business was said to be different in character from others of the Baker Perkins Group in that it was characterised, not by end-users but by its products, being primarily a supplier of unit machines – depending heavily on sales volume and comprehensive geographical market and industry sector coverage.
Another significant characteristic, particularly in the post-war period (and later), was the dependence on selling and manufacturing cross licenses with other packaging machinery companies. This was both a strength and, arguably, a weakness as will be seen later.
|
|
The Coming of the Packaging Machine
In a paper given to the Yorkshire Branch of the Institution of Mechanical Engineers in November 1935, Frederick Grover, co-founder of The Forgrove Machinery Company, pointed out:
“The advent of wrapping machinery coincided roughly with the coming of the petrol engine and the motor car. In 1896 there were only 16 motor cars on the register and it is doubtful whether there were as many wrapping machines in the world”.
“(In 1898) a striking fact about large-scale production of more or less standard articles of consumption was the enormous factory space taken up by the wrapping and packing departments. Hundreds were employed in wrapping small confections like chocolate in tinfoil or caramels in waxed paper, sometimes neatly folded, sometimes merely with the ends twisted. All the goods which are today displayed in shop windows in attractive covers, were at that time entirely wrapped by hand, whereas by now (in 1935) they are for the most part wrapped by machine. The inventor of wrapping machines was looked upon more or less as a crank. Even though he might be successful, his machines called for a considerable outlay of capital, whereas girl labour was rated at five or six shillings a week and could be engaged or discharged as necessity arose. The speed of hand labour was, in some cases, up to 15 to 20 pieces a minute, and there was little inducement to mechanize the work unless the machine could attain much higher speeds. Another difficulty was the lack of mechanics suitably trained for this class of machine”.
 Despite
this, engineers with vision were proceeding with the development of automatic
wrapping machinery. William Rose’s had taken out a provisional patent
in 1881, for a machine to produce packs of tobacco, which had hitherto
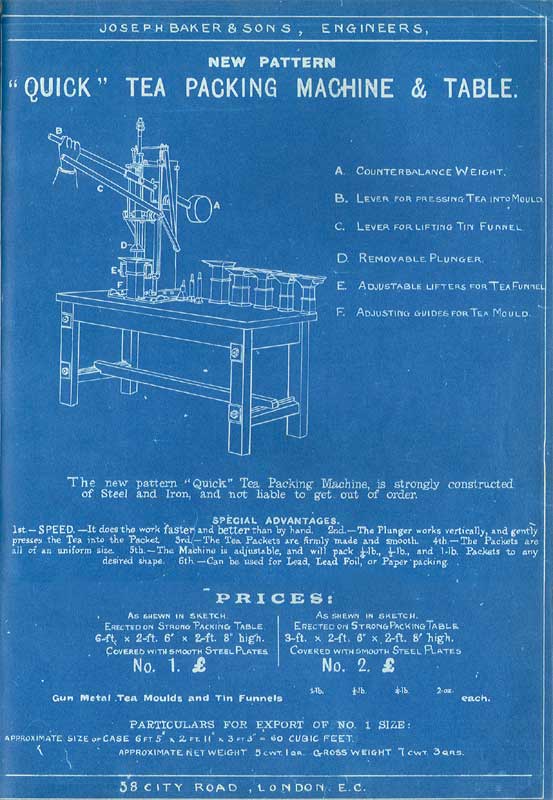
been weighed and wrapped by hand. Joseph Baker & Sons had in its voluminous
sales catalogue of the 1890s, a “Quick” tea packing machine
and table and, by 1901, Frederick Grover and Andrew Forbes had formed
their company and were producing one packaging machine a month. Joseph
Baker & Sons were, in 1904, experimenting with a cartoning machine
for biscuits introduced from America. Any relationship between these companies
was for the future.
Despite
this, engineers with vision were proceeding with the development of automatic
wrapping machinery. William Rose’s had taken out a provisional patent
in 1881, for a machine to produce packs of tobacco, which had hitherto
been weighed and wrapped by hand. Joseph Baker & Sons had in its voluminous
sales catalogue of the 1890s, a “Quick” tea packing machine
and table and, by 1901, Frederick Grover and Andrew Forbes had formed
their company and were producing one packaging machine a month. Joseph
Baker & Sons were, in 1904, experimenting with a cartoning machine
for biscuits introduced from America. Any relationship between these companies
was for the future.
Joseph Baker & Sons had spent a great deal of money in designing and producing a machine to wrap biscuits in half-pound packets but this was not a success. At around the same time, an arrangement was made with John Mackintosh & Sons of Halifax to market a twist-wrapping machine developed by an employee of Mackintosh’s who, co-incidentally, had previously been employed by Rose Brothers, Gainsborough. (NOTE: This concept was developed further in 1931 to produce the Forgrove 22B Universal Twist Wrapping machine – see below – “Twist Wrapping – Development of the 22B”).
Development Between The Wars
Feeding the troops in the trenches of WW1 had shown the convenience and cleanliness of the tin can for food preservation and protection and this brought about something of a culinary revolution. The housewife soon latched on to the benefits of packaged foods, particularly those of great interest to Baker Perkins – bread, cakes, biscuits and confectionery. – and customer demand ensured that food packaging soon became an integral part of the industry. At the same time, the importance of the future role of packaging machinery was becoming increasingly clear as the development of completely automatic lines of food processing plant – from the mixer to the finished product - began in earnest.
Baker Perkins had begun by taking sales agencies with key packaging machinery suppliers, the first steps being taken in the confectionery industry where Baker Perkins marketed the Swiss ‘Sapal’ machine, but it was not until the 1920’s that Baker Perkins began to build serious relationships with established packaging machinery suppliers. Savy Jeanjean, Paris, France had a British business in chocolate and soap machinery. In September 1920, this business was taken over by Joseph Baker Sons & Perkins. It was through this trading agreement that Baker Perkins also became agents for the Sevigne bread-wrapping machines – a product of the National Bread Wrapping Company, USA.
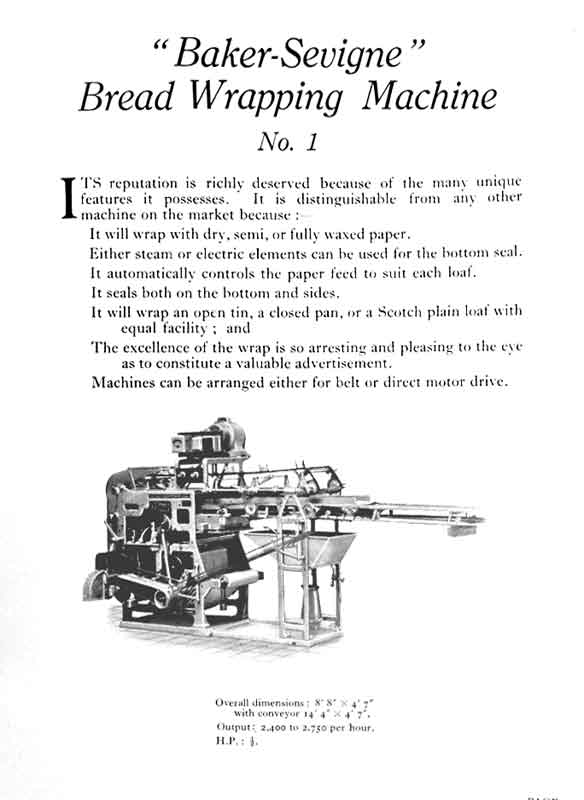 |
Baker–Sevigne bread wrapping machine |
Baker Perkins showed complete lines of plant at the major international exhibitions. Of particular note was the British Empire Exhibition of 1924/25, held at Wembley (see also Trade Exhibitions). Here for the first time the public could watch loaves being made and then wrapped on the Baker-Sevigne wrapping machinery.
In 1925, the only British makers of caramel wrapping machines were Baker Perkins, Forgrove and Rose Brothers.
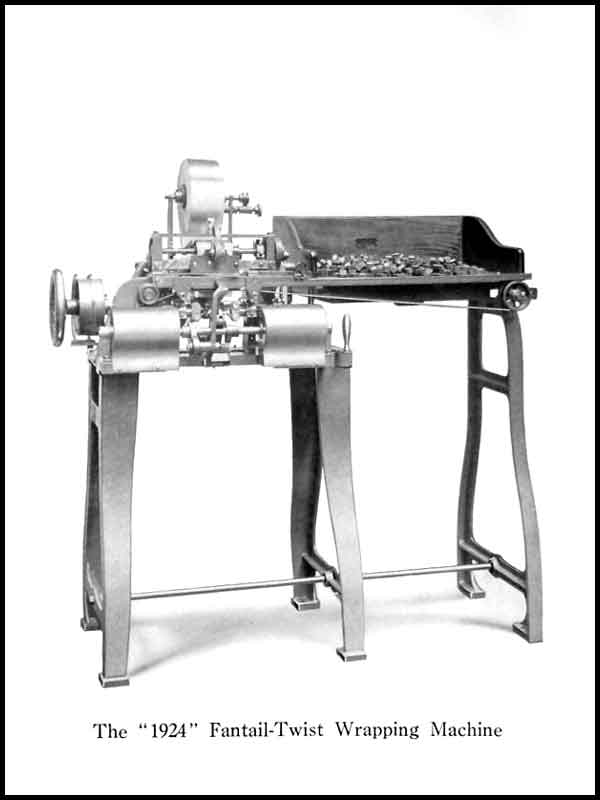 |
1924 “Baker” Fantail Twist Wrapping Machine |
By now, Baker Perkins were acutely aware of the importance of wrapping machines as an integral part of most of the plants that they were supplying and, in 1928, took a minority holding in the Forgrove Machinery Co., Leeds, makers of packaging and wrapping machinery. Forgrove had moved into a new factory in Dewsbury Road, Leeds in 1920 and the Baker Perkins’ worldwide sales organisation soon had an effect on sales of Forgrove machines, creating a need for major extensions to the Forgrove factory and offices in 1929, 1933 and 1936. The early history of Forgrove is told in The History of The Forgrove Engineering Co, and in “History of the Forgrove Machinery Company Ltd 1901 – 1951, written by H. J. Wenban.
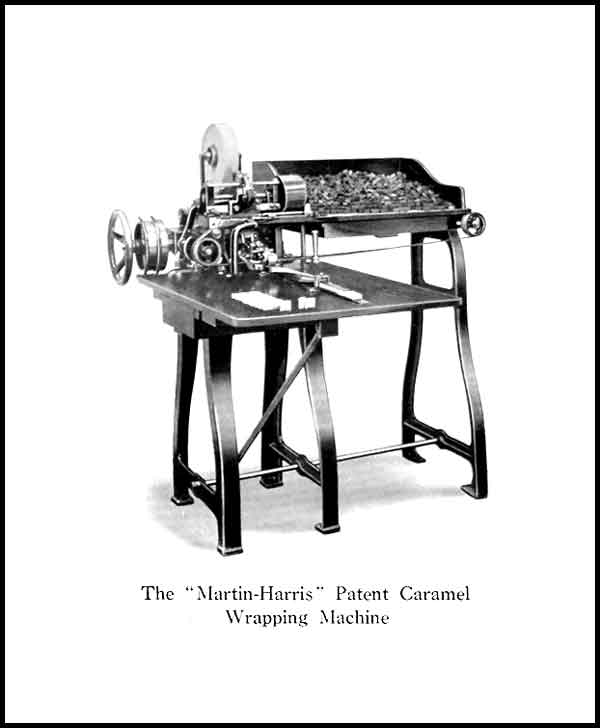
Two or three years before the association with Forgrove, H. Martin and R. A. Harris of Baker Perkins had developed a very successful “Plastic” Twist Wrapping machine for toffee and high-boiled sugar. This material was fed into the machine in a warm or plastic condition, sized in section, cut off to length and wrapped while still warm.
 |
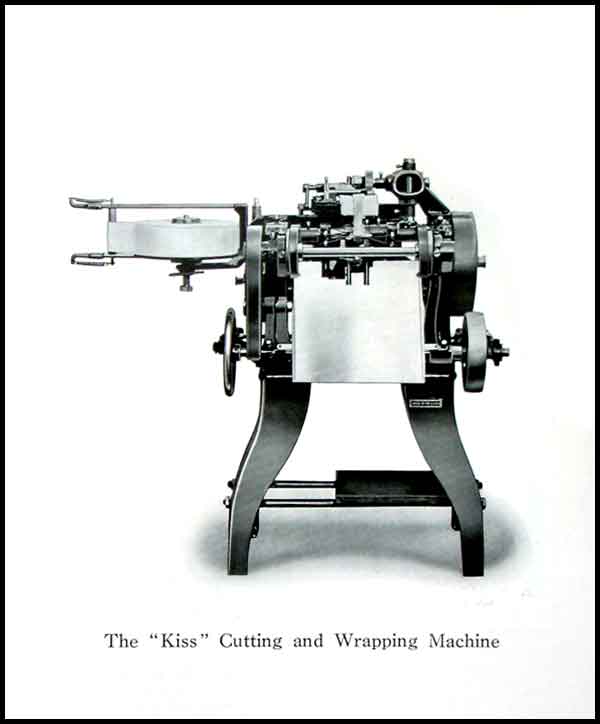 |
| The Baker-Martin-Harris Twist Wrapper | The Package “Kiss” Twist Wrapper> |
The Package Company’s “Kiss-Twist” had been first in this field but the Baker-Martin-Harris machine produced a more regular piece at a speed of around 240 per minute. It was decided that Forgrove should further develop this “Martin-Baker-Harris” machine and it was transferred to Leeds in 1930.
It is interesting to note that, at the time that Forgrove were moving into their new factory in Dewsbury Road, Leeds, a new competitor that was to challenge them throughout their life and in most of their markets was growing rapidly. SIG of Switzerland had been founded in 1906 and had, by 1921, begun to develop and construct its own packaging machines – particular for wrapping biscuits – giving them a lead in this market sector that lasted for many years.
In 1929, Baker Perkins Inc. bought a 60% share in the National Bread Wrapping Company of America and the Package Machinery Company of Springfield, Massachusetts held a minority (40%) share. At about the same time, Baker Perkins had suggested to the Package Machinery Company that it would be to their mutual advantage if Baker Perkins were appointed selling agents for Package machines in Britain. Thus, Forgrove, of which Baker Perkins had acquired around one-third of the equity, were also able to enter into a reciprocal trade agreement with Package.
The National Bread Wrapping Company's bread-wrapping machines were considered to be the best on the American market but, unfortunately soon afterwards, a competitor designed a machine that could wrap sliced bread the sales of which soon beat those of the National Bread Wrapping Co's machine. Despite this setback, the National Bread Wrapping Co. continued to develop new products and, as will be seen later, the designs for their 'National' wrapping machine were passed on to Forgrove in 1949.
The 22B Twist Wrapper
1931 saw the beginning of what was to be one of the best selling of all Forgrove’s products – the Universal Twist Wrapping machine, Type 22B:
TWIST WRAPPING – DEVELOPMENT OF THE 22B
H. J. WENBAN’S “HISTORY OF THE FORGROVE MACHINERY COMPANY LTD 1901 – 1951” RECORDS: “THE DEVELOPMENT OF THIS MACHINE WAS BEGUN BY MR. A. (ALEC) RUSSELL AND MR. (H. E.) GREGORY IN ANSWER TO AN ENQUIRY FROM MR. YOUNG FOR A MACHINE THAT WOULD TWIST-WRAP 12 DIFFERENT SIZES, WHICH SEEMED AT FIRST AN EXTRAVAGANT REQUEST. PRIOR TO 1914, MR. HARRY BRADWELL, OF JOHN MACKINTOSH & SONS, HAD DESIGNED A DISC-FED TWIST-WRAPPING MACHINE FOR SQUARE-CUT PIECES, AND IT IS INTERESTING TO RECORD THAT BY ARRANGEMENT MESSRS. BAKER PERKINS LTD HAD MANUFACTURED QUITE LARGE NUMBERS OF THEM. THIS MACHINE PUSHED THE PIECES DOWNWARDS THROUGH TWO SPRING-LOADED FLAPS INTO A POCKET WHEEL, BUT ITS LAYOUT DID NOT LEND ITSELF TO INTERCHANGEABILITY. THE 22B WAS CONCEIVED AS A REVERSAL OF THIS PROCESS. THE SWEETS WERE LIFTED UPWARDS FROM THE DISC-FEED INTO A CARRIER HEAD (OR POCKET WHEEL) AND WITH ADJUSTMENTS AND INTERCHANGEABLE PARTS THERE WAS DEVELOPED A “UNIVERSAL” TWIST WRAPPING MACHINE OF GREAT MERIT”. THE 22B WAS ONE OF THE FIRST FORGROVE MACHINES TO BE PUT BACK INTO PRODUCTION IMMEDIATELY AFTER WW2. THE 1943 ASSOCIATION WITH BAKER PERKINS WITH ITS WELL-ESTABLISHED POSITION IN THE CHOCOLATE AND CONFECTIONERY MACHINERY MARKET LED TO A LEVEL OF SALES SUCH THAT THE NEW 40,000 SQUARE FEET FACTORY BUILT AT GATESHEAD IN 1950 WAS INITIALLY EQUIPPED FOR PRODUCTION OF THE 22B. IT REMAINED AT GATESHEAD, STILL SELLING IN LARGE QUANTITIES, UNTIL THE “DIVISIONALISATION “ (SEE – THE CREATION OF ROSE FORGROVE LTD BELOW), OF ROSE FORGROVE IN 1967, PRIOR TO WHICH, IN 1961, BAKER PERKINS HAD ACQUIRED ROSE BROTHERS (GAINSBOROUGH) LTD AND ITS RANGE OF C+C WRAPPING MACHINES. PRODUCTION OF THE 22B WAS TRANSFERRED TO ROSE’S GAINSBOROUGH FACTORY IN 1966 AND GATESHEAD CONCENTRATED ON MANUFACTURE OF THE NEW FLOWPAK RANGE OF HORIZONTAL FORM-FILL-AND-SEAL MACHINES. (SEE – DEVELOPMENT OF THE FLOWPAK – BELOW). AT GAINSBOROUGH, THE 22B FITTED WELL WITH THE ROSE PRODUCT RANGE, ITS SLOWER SPEED BEING SUITABLE TO HANDLE VERY FRAGILE SWEETS WITH THIN CASES AND LIQUID CENTRES (OR ON CERTAIN PLASTIC WRAPPING MATERIALS) WHILST THE ROSE 5IST WAS FOR HIGHER SPEED, VOLUME LINES. THE ROSE FACTORY PRODUCED 38 22BS IN 1966 COMPARED WITH 26 MADE BY FORGROVE IN THE PREVIOUS YEAR. THE 22B REMAINED IN PRODUCTION UNTIL WELL INTO THE 1970S AND OVER 3,000 WERE SOLD BEFORE IT WAS WITHDRAWN. |
By the mid 1930’s, the “Martin-Baker-Harris” twist-wrapping machine taken over by Forgrove from Baker Perkins had been considerably developed and a fold-wrapping version designed. Speeds of up to 600 per minute were now possible. Forgrove acquired, in 1935, the rights of manufacture and sale for the “Transwrap” machine from its inventor, Walter Zwoyer of Messrs. Henry Heide Inc of New York. Originally designed to produce individually wrapped sweets in heat-sealing cellulose film and “panned” sweets in heat-sealed packets, the machine was considerably developed in later years to handle a very wide range of products.
R. A. Jones & CO INC
In the 1930s, R. A. Jones & Co. Inc. made both soap presses and cartoners. In the USA bars of soap were usually sold in cartons rather than wrapped as in Europe. Baker Perkins made soap blenders and plodders (a device to extrude a “rope” of soap which was then cut into pieces and fed into the soap press which formed the finished soap tablets). They made under licence the Jones J and K press, with the sales rights for the British Islands and Dominions. This allowed Baker Perkins to offer a complete line to such Internationals as Proctor & Gamble and Unilever.Christopher Wenban recalls:
“Around 1938 Lever Brothers of Port Sunlight decided to install new lines of Processing from Baker Perkins, which involved cartoning machines. I think there were six lines each for a speed of 120 cpm, pretty fast for those days. To complete these lines, Baker Perkins obtained sales rights for Jones cartoning machines. The cartoners were shipped in 1939, and went into store with the coming of War. They were never used. But this was the coming together with Jones, and my Father encouraged the contact after the War”.
Hansella
Forgrove introduced a new plastic twist-wrapping machine – (the Forsella) - in 1937. Designed in conjunction with Hansella, Germany, it was a combination of their sweet-forming die and a 42-type high-speed twist-wrapper. A new Chocolate Tablet Wrapping machine – the Type 55 – was designed and a prototype built in 1938/39 but did not go into production until after WW2.
A Successful Collaboration
The Baker Perkins Annual Reports for the years from 1928 up to WW2 record a steady increase in Forgrove business with satisfactory profits and dividends throughout the period. The relationship between the two companies was of undoubted benefit to both parties. 1938 was the last year of normal trading before WW2 and, in 1939, Forgrove began to plan production of armaments at the request of the Ministry of Supply.WW2 And The Post-War Years
The story of Forgrove during WW2 is told in History of The Forgrove Engineering Co. Despite the continuation of hostilities, plans for the future were being laid. The Forgrove Machinery Company and Baker Perkins boards agreed that amalgamation would be the best way forward into the post-war era. Accordingly, in 1943, the remainder of the outstanding shares in Forgrove were purchased and Baker Perkins finally had its own packaging machinery resource.
Confectionery Packaging
(See also History of Baker Perkins in the C+C Business).
Savy Jeanjean was once again in touch with Baker Perkins in 1944 as hostilities were coming to an end. Business for the two companies was generally good in the post war years and the relationship continued until the holding in the company was sold in 1963.
No one knew in 1946 whether Hansella would come back into the picture. Although Baker Perkins had a license to make as well as sell Hansella equipment, they had chosen to import from Hansella prior to WW2. Increased demand following the war years meant that Forgrove, even with the help of sub-contractors, had to concentrate on putting only a selected list of products back into production. It was decided, in the interests of the business generally, to take up the manufacture of the Hansella range of sweet-forming machines – the Rostoplast and Seamless Tablet Machines, including dies and coolers, Horizontal and Vertical Batch Feeding machines, a Centre Filling Machine and a Sizing Unit. Forgrove launched one entirely new machine in 1946 – the Roll Wrapping and Labeling Machine. This brought together a row of circular sweets on their edges and wrapped them in waxed paper or wax-backed foil before attaching a label. The relationship with Hansella continued until 1954 (see below).
Forgrove introduced the “Plaswrap” for forming and wrapping sweets in 1949. This single-headed high-speed unit comprising a forming head, a chain conveyor, and a 42-type twist wrapper was developed from the pre-war “Forsella” mentioned earlier. Later, when linked to the Baker Perkins Ltd continuous “Candymaker” it provided the most compact and fully automated plant for producing and wrapping solid high-boiled sweets on the market, at an output of 650 sweets per minute. (The one hundredth “Plaswrap” was despatched in 1966 to the same UK sweet producer – Bensons of Bury - who purchased the first machine and it was their twentieth “Plaswrap).
Biscuit Packaging
(See also History of Baker Perkins in the Biscuit Business).
 |
| The 4D/4F/4H Biscuit Wrapping Machine |
At around this time biscuit packaging was changing from large tins (packed by hand) to small packs – the biscuits on edge – with end folds and machined wrapped. In the late 1940s, Alec Russell (see – Development of the 22B - above), designed Forgrove’s first biscuit wrapping machine, the No 4. Later, after 1957, at the new Seacroft factory, he developed the principle into the 4C, 4D and 4FH roll wrapping machines. Unfortunately, as noted earlier, SIG, Switzerland had entered the biscuit packaging business some 25 years earlier and had built up a considerable lead, particularly at the top end of the market, and Forgrove never did close this gap.
Bread Wrapping
(See also History of Baker Perkins in the Bakery Business)
 |
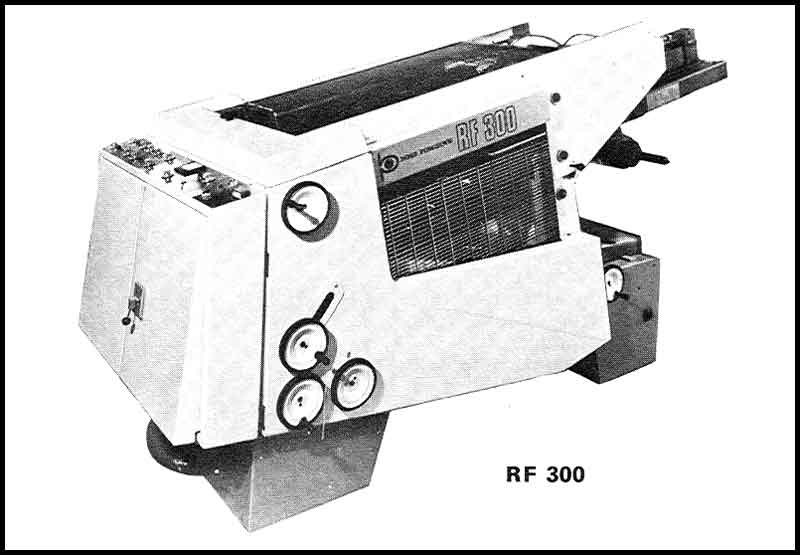 |
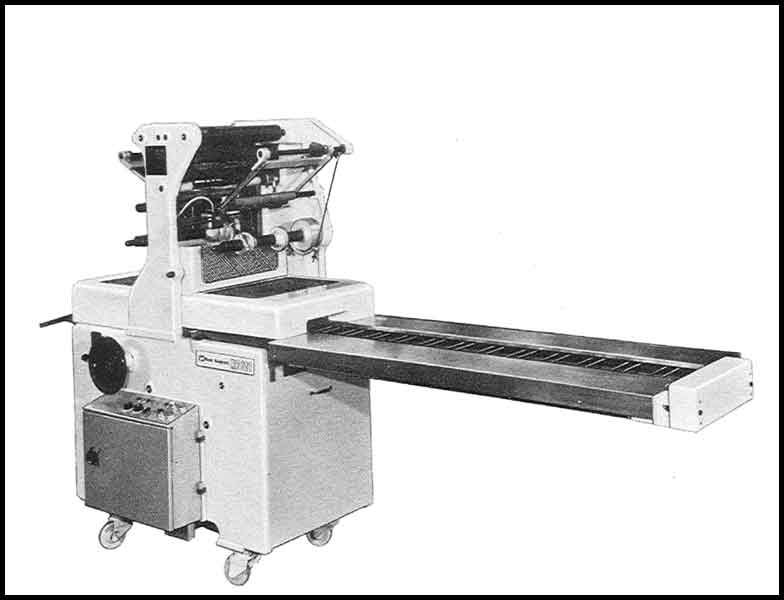
| Forgrove BW5 bread wrapper | Rose Forgrove RF300 bread wrapper |
In 1939, arrangements had been made with Baker Perkins for the design and production of a Bread Wrapping and slicing unit and one had been produced before the War. The Forgrove slicer was retained but the company’s wrapping machine was discarded in favour of the “National” machine.
The Forgrove Machinery Co. Ltd introduced the BW5 bread wrapper in 1949. A National Bread Wrapping Machine Company design, (see History of the National Bread Wrapping Co). It quickly became an industry standard. By the time that it was superseded, thirty years later in 1979, over 2,300 machines had been sold worldwide and it was in use in over 40 countries wrapping hundreds of varieties of bread. Its successor, the Rose Forgrove RF300 could handle the same wide variety of bread at speeds up to 55 loaves a minute. Automatic feeding from a Rose Forgrove slicer was standard.
(Forgrove produced its 2,500th 'National' BW wrapping machine from its Seacroft factory in 1965. The machine, with its self-measuring paper feed, became an important product, more than a thousand being sold in nearly thirty countries, wrapping not only loaves of bread but also other food and non-food products).
Justus Theegarten GmbH
This family company in Cologne originally agented, and then started to make under licence Rose Brothers Sweet wrapping machines such as the FWT cut and wrap, and earlier models of the 5IST, in the Post War period. Franz Theegarten was a close friend of the Rose family. After his death, his daughter, Christa, ran the business very successfully. They made fine machines, some said, better and faster than the equivalent Rose machines by the time of the coming-together of Rose Brothers and Baker Perkins in 1961.
Gateshead and The Flowpak
Following the 1943 merger, the fortunes of Forgrove had continued to improve through the late forties and early fifties with increased profits, all of which were retained in the business. 1950 saw the start of a new 40,000 square feet factory on the Team Valley Trading Estate in Gateshead. From its opening Gateshead was responsible for the manufacture of all 22B/Ds, only taking over the manufacturing of Flowpaks when confectionery machinery was relocated to Gainsborough.
| DEVELOPMENT OF THE
FLOWPAK THE CONCEPT ON WHICH THE FLOWPAK WAS BASED – HORIZONTAL-FORM-FILL AND SEAL (HFFS) – WAS NOT NEW, THE FIRST MACHINES OF THIS TYPE APPEARING IN AROUND 1955, SIG, SWITZERLAND CAUSING QUITE A STIR WHEN INTRODUCING THEIR VERSION IN 1956. CHRISTOPHER WENBAN RECALLS: “THERE WAS A MACHINE CALLED THE CAMPBELL WRAPPER MADE BY HUDSON SHARP IN THE US. MY FATHER SAW THIS MACHINE ON ONE OF HIS VISITS TO PACKAGE, AND THOUGHT THE FIN SEAL STYLE COULD APPEAL TO UK BISCUIT HOUSES. THE ORIGINAL CAMPBELL USED A COMPLEX BARREL CAM TO ACHIEVE THE SLOW DOWN AND ACCELERATION OF THE ROTARY JAWS AS THEY MADE THE END CRIMP. THE FORGROVE DESIGN OFFICE CAME UP WITH A THREE-GEAR ARRANGEMENT THAT ACHIEVED A SIMILAR RESULT. THE FIRST FORGROVE MACHINE WENT TO GREY DUNN IN GLASGOW FOR THEIR 'BLUE RIBBON' CHOCOLATE WAFER BISCUIT”. HOWEVER, IT IS FASCINATING TO REALISE THAT FORGROVE INTRODUCED ITS FLOWPAK ONLY 60 YEARS AFTER THE FORGROVE FOUNDERS – ANDREW FORBES AND FREDERICK GROVER – HAD TRIED UNSUCCESSFULLY TO WRAP BARS OF SOAP ON THEIR FIRST INVENTION. THE “FLOWPAK” PROTOTYPE WAS DEVELOPED AT FORGROVE’S DEWSBURY ROAD WORKS BUT WAS MANUFACTURED, AS WERE ALL SUBSEQUENT FLOWPAKS, AT GATESHEAD. BATCH PRODUCTION COMMENCED IN 1958 WITH AN OUTPUT OF EIGHT PER MONTH AND FOUR MACHINES AT A TIME ON TEST. FITTING IN WELL WITH FORGROVE’S PHILOSOPHY OF HIGH VOLUME, UNIT MACHINE SALES, THE FLOWPAK WAS A RELATIVELY SIMPLE CONCEPT, PRODUCING A NEAT ATTRACTIVE WRAP THAT WAS FUNCTIONAL AND ECONOMIC, AND WITH THE POTENTIAL FOR DEVELOPMENT TO SERVE A VAST RANGE OF APPLICATIONS, BOTH WITHIN AND WITHOUT THE FOOD INDUSTRY. THE PROTOTYPE WAS USED TO WRAP ICE LOLLIES DIRECT FROM THE FREEZER, BUT EIGHT YEARS AFTER ITS LAUNCH, IT WAS USED FOR COUNTLESS APPLICATIONS ALL OVER THE WORLD, AS THE JUNE 1965 ISSUE OF “GROUP NEWS” REPORTED: “FROM PORK PIES TO BISCUITS AND PAPER HANDKERCHIEFS TO TRACTOR SPARE PARTS. IT IS WIDELY USED IN THE FOOD AND CONFECTIONERY INDUSTRIES. ONE LARGE BISCUIT COMPANY NOW MARKETS ITS CHOCOLATE WAFER BISCUITS IN “FLOWPAK” PACKAGES INSTEAD OF TWIST WRAPS AND THEY USE TWENTY MACHINES TO KEEP PACE WITH THE OUTPUT. ANOTHER LARGE CONFECTIONERY COMPANY USES OVER TWENTY MACHINES TO WRAP A WIDE RANGE OF THEIR PRODUCTS”. ITS INHERENT SIMPLICITY DID MEAN, HOWEVER, THAT THE MARKET DID NOT IMPOSE A HIGH BARRIER TO ENTRY AND FORGROVE WOULD ALWAYS BE ASSAILED BY NEW ENTRANTS INTO THE FIELD, PARTICULARLY COMPETITORS WHO ENJOYED A LOWER COST BASE. VOLUME SALES, CONSTANT INNOVATION AND A CONTINUING SEARCH FOR NEW APPLICATIONS WERE VITAL. BY 1965, THERE WERE 11 DIFFERENT MODELS AND SALES OF THE MACHINE HAD GROWN SO AS TO ACCOUNT FOR MUCH OF FORGROVE’S TRADE AND A NEW SECTION WAS FORMED AT DEWSBURY ROAD UNDER KEN ASQUITH TO DEAL WITH ITS DEVELOPMENT. AT GATESHEAD, THE TASK WAS TO DEAL WITH THE MANY DETAIL VARIATIONS REQUIRED TO COPE WITH THE VAST NUMBER OF APPLICATIONS – NO TWO FLOWPAKS BEING IDENTICAL. A BUFFER STOCK OF BASIC MACHINES WAS BUILT AND COULD BE TAKEN “OFF THE SHELF” AND FINISHED TO A CUSTOMER’S REQUIREMENTS. IN 1968, THE SUCCESSFUL 84G VERSION OF THE FLOWPAK WAS RE-DESIGNED AND MOVED INTO THE WORLD OF ERGONOMICS – “DESIGNING A MACHINE FOR PEOPLE, TO MAKE IT EASIER TO OPERATE, EASIER TO CLEAN, EASIER TO MAINTAIN”. DESIGNED IN CONJUNCTION WITH AN OUTSIDE DESIGN AGENCY, THE “84 SUPER G” HAD CENTRALISED CONTROLS, GROUPED ELECTRICS AND A NUMBER OF TECHNICAL FEATURES AS STANDARD, RATHER THAN OPTIONAL – ALLOWING MACHINES TO BE BUILT IN BATCHES, GIVING SHORTER DELIVERY TIMES. BY THE LATE 1970S. ROSE FORGROVE
WERE OFFERING A NUMBER OF FLOWPAK MODELS: THE COMPANY WERE ALSO SUPPLYING A RANGE OF FLOWPAK FEED SYSTEMS TO HANDLE MULTI-PACKS, BISCUIT ROLL OR STACK PACKS. THE FLOWPAK CONCEPT WENT
THROUGH ANOTHER MAJOR REDESIGN IN 1986 WITH THE INTRODUCTION OF
THE FLOWPAK 555. THIS WAS MICROPROCESSOR CONTROLLED, ALLOWING BOTH
FINE-TUNING ON THE RUN AND SIZE CHANGES TO BE MADE QUICKLY AND EASILY.
AN OPTIONAL MEMORY UNIT HELD FULL DETAILS OF MANY SIZE CHANGES.
THE DAY-TO-DAY FUNCTIONS WERE UNDER OPERATOR CONTROL IN A “SPANNER
FREE” ENVIRONMENT, REDUCING THE DEMANDS ON SKILLED ENGINEERING
STAFF AND OPERATING COSTS. |
Forgrove GmbH, Cologne
Hansella of Germany, with whom Forgrove had a relationship going back to 1937 (see above), in 1954 announced its desire to manufacture its confectionery machines in the United Kingdom (in partnership with Guiseley Engineering) and the agreement came to an end. Without an outlet for its packaging machines in Germany, Forgrove, anxious to maintain a presence there, carried out a market survey of the opportunity for food and packaging machinery.
Despite finding that German manufacturers were already well entrenched and that purchasers were reluctant to buy foreign products because of servicing problems, etc., Harold Crowther was convinced that Baker Perkins could prove that their equipment was superior to the locally-produced models. After a lot of legal wrangling, Forgrove GmbH, Cologne was established in 1956 by the Forgrove Machinery Company. The new company's first success came in selling bread wrapping machines despite the fact that German bread does not favour automatic wrapping equipment.
Baker Perkins’ practice had been to establish manufacture in a foreign country only when tariff barriers or other restrictions made it prohibitive to import machinery from England and it was decided to continue importing. Business increased so much that their rented premises in Cologne soon became inadequate and in 1962, new offices, with demonstration rooms and servicing facilities, were built near Cologne Airport and the autobahn. With the formation of Rose Forgrove in 1967, Forgrove GmbH became Rose Forgrove GmbH. The Cologne packaging sales office was sold to the Howden Group with the rest of the Rose Forgrove business in January 1993.
The First Seacroft Factory
By 1957, sales of Forgrove machines were such that a third factory was opened in Seacroft – with W. A. B. Brown in charge - responsible for the manufacture of UE6s, LF, LFAs and 4Cs - in essence bread and biscuit packaging and cartons. In the same year, the first Flowpak was produced and, in 1958, production of the Flowpak was moved to Gateshead.
 |
The RF111 Biscuit Roll Wrapper |
Around 1960 the 110 biscuit roll wrapping machine was designed and launched at Seacroft and also built in Brazil and Spain. It was followed by the 111 (in 1977) and 112 (established by 1985) models.
Biscuit Handling
In the early days, the connection between the wrapping/packaging machine and the production plant still required large numbers of operators, usually women, to load the products into the infeed of the packaging machine. As food processing plants became larger, faster and more complicated, the need to automate this part of the process was made possible by the application of electronic control systems and ingenious mechanical handling equipment, which collated and fed the product efficiently to the packaging machine without human intervention.
With the purchase of Packman Machinery Ltd in 1958, (see also History of Baker Perkins Developments), Baker Perkins ensured that they kept in the forefront of the development of product handling techniques. Thus the group’s answer to a significant proportion of the food industry’s problems was a seamless process solution from raw ingredients to packaged, cartoned end-product, ready for the supermarket shelf.
The Acquisition of Rose Brothers
Rose Brothers, Gainsborough became part of the Baker Perkins Group in 1961 after the death of Alfred Rose. (See History of Rose Gainsborough). The acquisition brought with it Job Day Ltd, the National Folding Box Company and the Northern Manufacturing Co Ltd. Almost immediately, Rose embarked on a major 8-year re-building and factory extension exercise aimed at improving efficiency by improving the restricted layout of the Gainsborough factory. This is described in History of Rose Brothers (Gainsborough) Ltd.
In the 1964 Annual Report, the chairman, A. I. Baker, remarked:
"Once again it gives me pleasure to record the contribution to group profits made by the companies specialising in wrapping and packaging machinery. The three companies between them employ some 2,500 people in six factories on the production of wrapping and packaging machinery, which has become one of the most important fields for our business. They contribute over 40% of the group’s exports from this country and their machines are shipped all over the world. The profits of the three companies together increased by 50% compared with the previous year and they make a major contribution to the United Kingdom Group” – and in the following year -
“The group’s largest investments in the UK are in Baker Perkins Ltd with approximately 3,400 employees in its two factories, and in the three companies comprising the wrapping and packaging machinery group, namely, Forgrove, Rose and Job Day, with just over 3,000 employees in their seven factories. The latter together made a useful contribution to profits and Forgrove in particular continued in its noteworthy achievement in exporting 50% of its turnover”.
Baker Perkins Granbull
Baker Perkins had purchased the Granbull Tool Co. of Kingston-upon-Thames in 1960 to form the core of a new entry into the plastics machinery market. In 1965, Granbull introduced the Filapack – the result of a two-year development project - the first machine was the first to produce, fill and seal a plastic bottle in one operation. Despite this innovative approach to product development, this venture into plastic bottle blowing and filling equipment had involved the Group in sizeable losses and the affairs of the Granbull division were wound up in 1967 (See also History of Baker Perkins Granbull Ltd).
More Associations
Further associations were being put in place. Agreement was signed in May 1966 for the Forgrove Machinery Company to market Robert Sendler, Germany’s range of plastic thermo-forming packaging machinery on a world wide basis and in 1967, the Group acquired a 45% interest in a new partnership in Germany, Rudolf Lensing KG, together with worldwide sales for that company’s machinery for the thermo-plastic forming of packages. The machines were sold as a complementary line to the Rose Forgrove wrapping and packaging machines. The Group’s interest in Lensing was sold in 1970 but Baker Perkins International Ltd and Rose Forgrove continued to develop, make and sell a widening range of machinery for the thermoforming of plastic containers. Advantage was taken of the expertise in this field of Package Machinery Co. an American associate of Baker Perkins.
The Creation of Rose Forgrove LTD
In 1967, Rose Forgrove Ltd was formed with three divisions - Forgrove, Rose and Job Day. The number of people now engaged in producing wrapping and packaging equipment represented nearly one third of those employed in the whole of the Baker Perkins Group. It is useful to reflect on some statements that had been made about the businesses making up the new company:
- In 1958, Harold Crowther, when discussing the licensing agreement
with the Package Machinery Co, suggested that –
“Forgrove machines in the main are cheaper to produce in England as compared with the USA because Forgrove are used to unit and small batch production, whereas in the United States, unless large batch or mass-production methods are used, it is often expensive to produce unit machines. Some Forgrove machines are sold by Package in America cheaper than Package can produce them themselves. It probably costs 35% more to build in the United States the same machine that is produced at Forgrove”.
- A consultant’s report submitted to the Holdings Company Board
in the mid-1960s commented that:
“We understand that the best selling lines at Forgrove post-war have not been post-war Forgrove designs but pre-war ones together with USA licensed designs. We think it unreasonable to expect the Forgrove engineering function to be strong innovators while operating as licensees. It would appear advisable to concentrate product development at Rose, Gainsborough, where the tradition has been to create their own product designs”
- It is clear that in the 1950s and 1960s Forgrove was highly profitable.
The association with Package Machinery Company and to a lesser extent
with R. A. Jones made a big contribution to profits. Forgrove had a
very successful line of confectionery machinery with the 22B, 42 machines,
and other confectionery wrappers. Rose Brothers was a respected but
not a feared competitor.
- At the time, of total Forgrove orders, 50% was obtained by Baker Perkins (Exports) Ltd, 35% by Baker Perkins Ltd, and less than 15% were direct sales by Forgrove. (NOTE: 30% of Rose orders were direct sales). Rose was said to be the more technically competent company whilst Forgrove had production organized on a more efficient and profitable basis.
The first task was to plan a new £1.35m state-of-the-art factory to act as the headquarters of the sub-group (See History of Rose Forgrove Ltd for details). One of the justifications for the new factory was that the savings achieved by eliminating the inefficiencies inherent in the Dewsbury Road factory layout would pay for the increased rent. These savings were achieved. The factory building was completed within budget and the move of the two Leeds Factories in to the new building was achieved with the minimum of disruption.
The new company described its key market sectors as:
- Sugar Confectionery – Pre-formed Piece, Cut and Wrap, Stickpackers.
- Biscuit and Countlines – Roll Wrapping/Feeding, Biscuit on Edge, Biscuits in Trays, Countlines, Boxing-off.
- Bakery – Slicing, Bagging, Overwrapping.
- Tea and Granular – Tea Bagging, Tea Packeting, Sugar Bagging, Breakfast Cereals.
- Pharmaceutical – Strip Packaging, Cartoning.
- Other Food – Snack Foods, Pizza, Pies, Processed Meat/Food, Frozen Cream, Ice Cream, Cheese.
- Non-Food – Toiletries, Cosmetics, Paper Products, Household Products, Soap, Hardware/Spare Parts.
The historic dependence on licensing continued. The new company announced its first Plan which included – “The development of a group strategy in collaboration with associates – Package Machinery Company and R. A. Jones in the USA and Theegarten and Sendler in Germany – The company must blanket the world, yet not overlap in such a way that two sections of the enterprise are wastefully doing the same thing whether in design, selling or forward planning”.
The Group’s 1967 Annual Report was upbeat – “Rose Forgrove Ltd, which contributed to the group’s sales almost £6,000,000 in wrapping and packaging machinery, flexible bearings, gear boxes and specialised equipment for the marine and aircraft industries, made a good contribution to the profit of the United Kingdom group”.
With the ‘divisionalisation’ of Rose Forgrove after 1967, Type 22B and 42 machines from the Forgrove range (made at Gateshead) were transferred to Rose, Gainsborough - the slower speed 22B to handle very fragile sweets with thin cases and liquid centres (or on certain plastic wrapping materials and the 51ST for higher speed, volume lines. The 42 was a high-speed machine – the Super42 being the fastest cut and twist wrap machine in the world but on a more limited range of sizes. The FWT, running at up to 650 ppm, could handle a wide variety of sizes and shapes, with twist and fold wrapping.
R. A. Jones vertical cartoners made at Gateshead were also relocated to Gainsborough. This move facilitated Leeds concentrating on the manufacture of machines of Package design along with a relatively insignificant number of biscuit wrappers of Forgrove origin.
The future of the Job Day packaging machinery business was high on the agenda at this time as its existing factory - the Beeston Royds Works in Leeds from which it had operated since 1935 - was due for demolition. The decision was taken, not to build another new factory, but to house the Job Day business in the newly extended Gainsborough factory. (See also History of Job Day and History of Rose Brothers (Gainsborough) Ltd).
In late 1968, the Baker Perkins group's activities were re-organised on a geographical basis, with the world outside the United Kingdom divided into six regions. See History of Baker Perkins Holdings Ltd. Each region had a regional manager who reported to J. F. M. Braithwaite – executive vice-chairman responsible for overseas operations. By 1971, Europe was the largest regional organisation, measured by turnover. Over 50% of its sales volume was in Rose Forgrove packaging machinery and local selling effort was mainly devoted to Rose Forgrove products. The European Region was therefore integrated into the Rose Forgrove organisation.
The Gathering Storm
There were dark clouds on the horizon. During the late 1960s/early 1970s the OPEC oil price increases had undoubtedly created major market opportunities in oil-producing countries and a number of major contracts were won. There was, however, a major downside to the OPEC oil price increase. Inflation in the UK had begun to rise in 1968 and by the time that North Sea Oil came on-stream in 1975, UK inflation stood at 24.2%. Combined with a rapidly strengthening Pound, the perceived price of UK products in overseas markets rose significantly, making competing in international markets increasingly difficult for UK companies. Probably, because the existing product line continued to sell reasonably well, no major cost-reduction operation similar to the BISMARK exercise carried out by the Biscuit Division of Baker Perkins Ltd in 1970/1973, (See History of Baker Perkins in the Biscuit Business), had been put in place at Leeds and Rose Forgrove was not in as good a shape to weather the coming storm. It could be argued that, in the new competitive climate, the company found itself at a significant disadvantage:
- Historically, The company had, like Baker Perkins, built its reputation on the supply of well-engineered, robust unit machines, having a long working life and supported by a high level of after-sales service, an approach that became increasingly at odds with developments in the market place.
- Although very expert in the profitable manufacture of unit machines, Forgrove was very vulnerable to changes in sales volume.
- Licensing had reduced the need to develop a high level of new product innovation skills.
- The company had been excluded from direct contact with its customers and market place for a number of years.
Soon after the new Seacroft (Leeds) factory was occupied in 1969, (See History of Rose Forgrove Ltd), the comments in the Group’s Annual Reports became markedly less optimistic:
- 1968 – “Rose Forgrove Ltd ---------- continues to make an increasingly important contribution”.
- 1969 – “The initial dislocation caused by the move of Rose Forgrove from its two former factories in Leeds into the fine new premises in Seacroft caused a slightly greater drop in the profits of that subsidiary than had been expected – much increased profits are expected in the current year”.
- 1970 – “Rose Forgrove experienced a disappointing year in certain of its packaging machinery lines”.
1970 also saw the completion of the 8-year re-development of the Gainsborough factory.
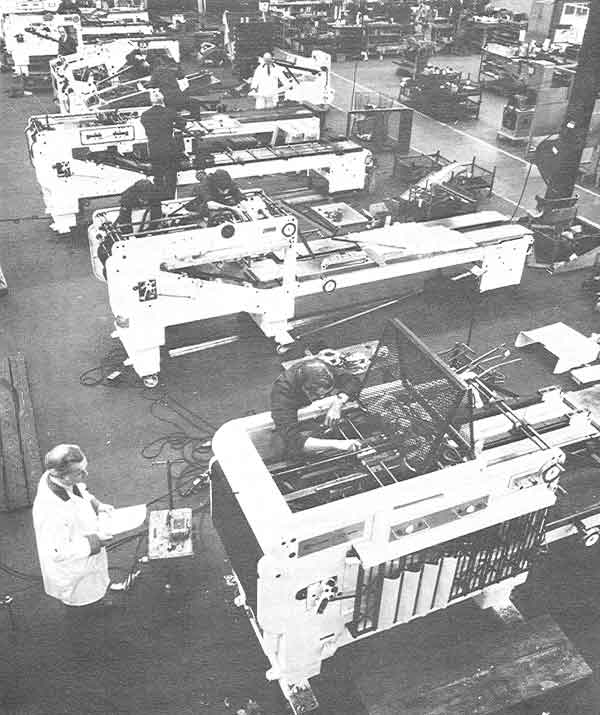
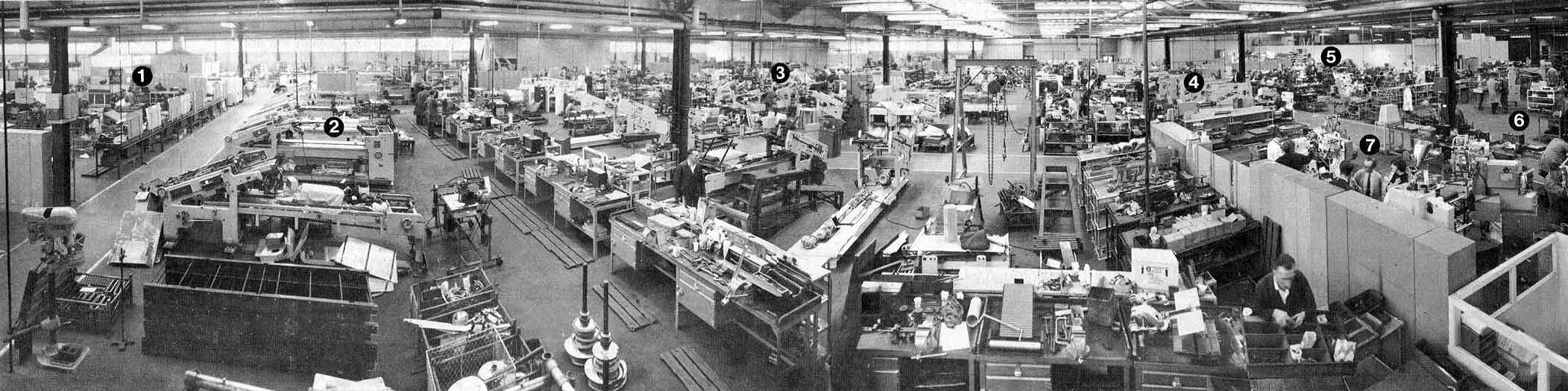 |
Panoramic view of the new Seacroft (Leeds) shop floor. Most of the machines on view are ex-Package designs |
Investment in Worldwide Distribution
1971 – With the closure of the export company (see History of Baker Perkins (Exports) Ltd, History of Baker Perkins International and History of Baker Perkins Holdings), responsibility for overseas sales was given back to the operating companies, including Rose Forgrove. Managing director, Tony Brown, later commented:
“It could be very difficult when other people sold our machinery without real concentration. Packaging machinery could get lost”.
In 1971, at the same time as the move to give manufacturing companies more direct access to, and control over, their markets and sales outlets, and recognising the increased concentration at Twyford on the high speed automation of feeding packaging machines, Baker Perkins Developments was absorbed into Rose Forgrove, Leeds.
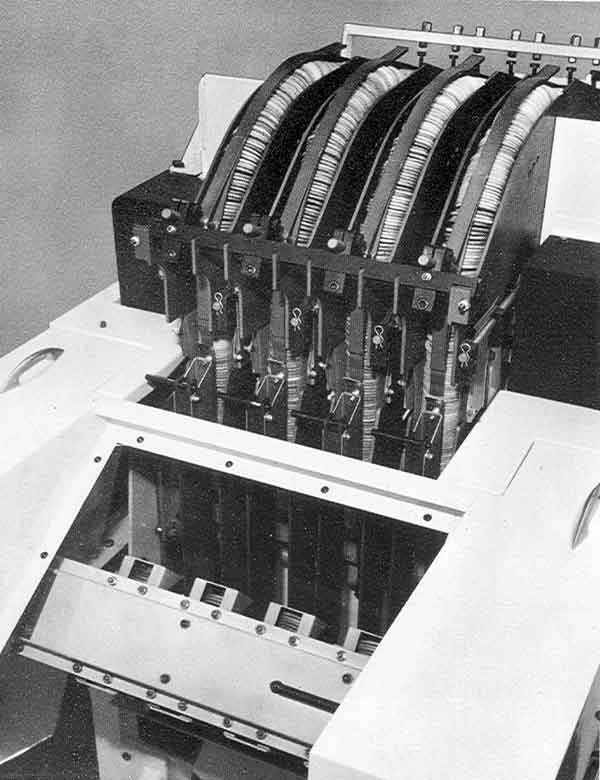 |
Length Measuring Feeder |
The integration of the Packman/Baker Perkins Developments business into Leeds led to much thought being given to whether the company should venture into the supply of integrated packaging systems. The argument between systems and unit machines continued over the years, re-appearing in the years prior to the merger with APV when the Rose business was integrated with Baker Perkins BCS.
New Competition
As well as currency problems, high inflation and high interest rates, the 1970’s brought in a new type of competitor. The Eastern block Europeans began selling good confectionery wrapping machines cheaply just to get foreign currency and life became very hard for a company which relied on overseas markets for high proportion of its turnover. Foreign manufacturers had caught up with the technology, some had low prices to get hard currency, and some just had a lower cost base.
Other major changes were occurring in the market place. Customers were becoming more alert to change, not projecting a long life for their product nor for its presentation. Cheaper machines and less permanent investment were considered preferable.
The Flowpak, on which the Gateshead factory almost wholly depended, with its relative simplicity of manufacture and, therefore low cost of market entry, made the sector highly competitive. When the perceived UK price rose dramatically in the 1970s, it was difficult to compete. With much of sales volume represented by licensed designs, the company had less long-term experience of product innovation than perhaps was necessary to meet the new challenges.
New Products -----
Tobacco packaging was seen as an opportunity in 1970 - harking back to the origins of William Rose’s company (see History of Rose Brothers (Gainsborough) Ltd) – and a new packaging line was sold to a leading UK tobacco producer.
To counter the growing competitive threat 1974 saw the Rose division launch a number of new confectionery machines – the RF 75 FWT cut and wrap machine that won a Design Council award, the RF 340 stick packer and a new double twist wrapping machine – the RF 11 IST. By this time, the confectionery industry formed the biggest part of Rose Forgrove’s business. Later that year, Rose Forgrove launched a new high-speed machine to make and carton tea bags. The RF 370 simultaneously made two parallel streams of tea bags from twin reels of porous paper, accurately metering the required amount of tea into each bag at a rate of up to1,500 bags per minute. A collating wheel lowered a pre-determined number of tea bags in to each carton – which had been formed from flat blanks.
A new version of the Flowpak – the RF 255 – was produced at Gateshead and a new stickpacker – the RF341 – from Gainsborough in 1979.
A completely new method of packaging meat was introduced in 1980 – the RF400 Skin Packer and this was followed in 1982 by the RF511 High-speed packaging machine for sugar, coffee and tea and the RF112 Biscuit Wrapper.
----- And a new Customer Service
Also, in 1974, a further attempt was made by the group’s packaging machinery companies to broaden the service offered to customers. For ten years, customers had been offered training facilities on bread wrapping machines and a customer training officer – Don Hornsby – was appointed to plan training courses for customers in their factories and at Rose Forgrove that would cover a wider range of machines. It was expected that the facility would also be made available to overseas customers.
----- And more Investment
The next three years saw a rather muted reaction from the Group Annual Report, observing that the company had made “another valuable contribution during each of the years”.
A new factory was built at Skegness in 1977, primarily serving the bearings company but also to carry out machining work for the packaging side of the business. The area of factory was extended by one and a half times in 1979. Further investment was also put in to extending the foundry at Gainsborough that supplied castings to the Leeds, Gateshead and Gainsborough factories.
Queen's Award for Export Achievement
Rose Forgrove won a Queen's Award for Export Achievements in 1979. The company was exporting nearly 70% of its output – in money terms, this had represented an increase of 80% in the previous two years. With market coverage as extensive as any packaging machine manufacturer worldwide the company exported to nearly 90 countries every year.
(NOTE: This tended to hide a growing problem. In 1984, Bob Wivell stated – “The cash value of orders fell sharply six years ago (1978) and has been static since then; if inflation is taken into account, orders have been falling steadily”. Also, UK inflation would have reduced the stated growth in exports by half in real terms).
Another Major Blow
To add to the company’s woes, their principal market – confectionery wrapping machinery – suffered a major world recession. As described in the Group’s Annual Reports:
- 1979/80 – “Sugar confectionery is more of a luxury than many foodstuffs and consumption levels are suffering in many countries as a result of the slower growth in personal real incomes”.
- 1980/81 – “Packaging machinery – Orders, particularly for the confectionery industry, have continued at a low level and the Rose Forgrove factories concerned have been and indeed are continuing to operate at levels well below capacity, working only 3 and 4 days each week. Over the past two years, the decline in profitability of packaging machinery has been an important factor in the fall of profits from food machinery. There are signs of improvement and we are particularly encouraged by orders of tea packaging machinery from Russia amounting to £6.5 million which will provide much needed factory work load in the months ahead”.
Against this background, further significant investment was made in distribution and manufacturing facilities:
Rose Forgrove Inc. USA
A 3,000 square feet sales office and service complex opened a few miles south of Chicago’s O’Hare Airport in 1981. General Manager, Doug Gregg, headed a staff of seven. (It became an operating division of Werner Lehara in July 1986).
The new Gateshead Factory
A new 100,000 square feet factory at Gateshead was opened in 1981. Costing £3.25m to build, the new facility replaced the old, outmoded, leased premises just across the road. Finance for the building came from the European Investment bank, a regional development grant and the Department of Industry. The decision to go ahead with the new building, despite the depressed trading conditions, was taken with the knowledge that funds from at least two of these sources would not be available later. The 1981 Group Annual Report stated:
“Situated within a prospective new enterprise zone, the factory with its more economic layout should help us to achieve a reduction in unit costs and to cope with an increased volume as and when demand improves” – and in 1982:
“The Gateshead plant has now been in operation since August 1981 and, whilst not operating at full capacity, it is making a useful contribution to Rose Forgrove’s improving profit. The additional machine tools which we plan to install at Gateshead in order to increase capacity will be purchased when we are satisfied that the improved level of ordertaking that we have seen over recent months can be maintained”.
However, difficult trading conditions prevailed and the early eighties saw a continuing low level of investment in the sugar confectionery industry and in 1982, the Rose Forgrove factories concerned – Leeds and Skegness - were working only 3 and 4 days each week. The Baker Perkins Annual Report for the year ending 31st March 1982 stated –
"After two difficult years, our packaging machinery business, with its four factories in the United Kingdom, recorded considerable improvements in orders, sales and trading profit. These improvements owe much to the non-confectionery interests, as little improvement has yet been seen in sales to the candy market”.
1983 saw Rose Forgrove earning a good profit with a much higher level of packaging machinery production. Its business was bolstered by the production of tea packaging equipment for the Soviet Union, the first order for £6.5m being obtained in late 1980. Further orders in early 1981 and in the autumn of 1981 brought the total for tea cartoning machines and weighing and case packing equipment for V/O Technopromimport of Moscow to £15.5m.
A New Management Team -----
R. F. B. (Bob) Wivell was appointed managing director of Rose Forgrove on 1st November 1983. The existing managing director, W. A. B. (Tony) Brown, continued as chairman of the company until his retirement in 1985.
The company failed to secure sufficient orders to offset the effect of the completion of the exceptionally large orders for tea packaging machinery and as a result reduced its labour force by a third and in the year ending 31st March 1984, made a loss. In autumn 1984, the new managing director, Bob Wivell, reported to open meetings held at each of the company’s five factories (see also History of Rose Forgrove), that in 1983/84 Rose Forgrove lost money for the first time in many years.
The problems facing the company were, however more deep seated since they were the result of declining orders over a number of years, even though in recent times the company have been cushioned by the large Russian order at Gainsborough. Ignoring the special tea business, the cash value of orders had fallen sharply six years earlier and had been static since then. If inflation is taken into account, orders had been falling steadily. (NOTE: It is worth remembering here that the last comment takes us back to 1978, the year before Rose Forgrove received the Queen’s Award for Exports). Bob Wivell described the situation as - “Under-utilised factories operating in the style of the 1960s, both in terms of old equipment and of a production philosophy relying on high inventory to secure acceptable delivery/lead times”.
----- And a Major Restructuring
Despite a higher level of orders taken in 1984/85, sales were lower and consequentially losses were higher than in the previous year. A major modernisation of systems and facilities was initiated. Many of the most visible changes were in improvements to manufacturing efficiency. The machine shops were re-organised into cells so that components were manufactured five times faster than before and an IBM System 38 was installed to provide better control over manufacturing priorities, stocks and costing procedures. Further changes were announced, intended to complete the re-shaping of the company, involving radical change in the sales and technical sections of the packaging business.
Previously, in sales, whilst there was some industry specialisation in the UK, organisation was mainly by territory, e.g., Europe, USA, Africa, India and the Middle East and Eastern Europe. This had been changed and all UK based personnel were organised on the basis of the four main industry groups in which Rose Forgrove had extensive expertise, i.e.:
- Chocolate and Confectionery
- Biscuit and Snack
- Food
- Pharmaceutical
Sales managers were appointed to take charge of each of the industry groups with a team of staff dedicated to selling the company’s products, for their particular group, anywhere in the world, as well as providing industry expertise to support sales establishments such as Germany (Rose Forgrove GmbH) and USA (Rose Forgrove Inc). Mike Talbutt was in charge of all of the company’s overseas-based sales staff and he, together with the four industry sales managers, was responsible to Peter Jessop – sales and marketing director.
Bob Wivell continued –
“Just as importantly, the company will have a comprehensive look at the question of quality. Amazingly, we have never really defined precisely our quality standards. Quality is not just a question of machine finish and whether a machine works properly – it covers everything that we do or make which impinges on the customer, right through from first contact with a potential customer, to having equipment working successfully on his premises. Joe Mason has been appointed as quality manager for the whole of packaging”.
One area that did not seem to have been given enough attention was that of product development. Some examples of new product innovation have been mentioned earlier in this history but the rate of innovation was not rapid enough to reverse Rose Forgrove’s decline in competitiveness. The company’s reliance on volume sales of, by now elderly products, was having an effect.
The following year, manning levels were further reduced at four of Rose Forgrove's five factories – Leeds, Gateshead, Gainsborough and Skegness. The total UK workforce, which in 1983 stood at just over 1250, had to be reduced by between 140 and 180.
Closure of the Gateshead Factory
The Gateshead factory was closed in October 1985, only four years after its opening, at a cost of £1.3m. because of "continuing losses and the urgent need to reduce overheads". 160 employees were made redundant. The group newspaper – “Contact” commented:
“The company has lost money in recent years and its share of the world market has declined. Pressures from European and Japanese competitors have increased as Rose Forgrove products have become less competitive. The company embarked on a programme of revitalisation 18 months ago.
The new management team which took over the running of the company has carried out a comprehensive review of the company’s manufacturing capacity. Despite the introduction of new manufacturing technology and significant product development, it has become obvious that sales would not be sufficient to support three factories. Production is therefore being rationalised at two factories – Leeds and Gainsborough”.
Total Rose Forgrove sales in 1985 rose by 8% but the trading loss before exceptional costs was little reduced from the previous year. (NOTE: UK inflation was running at 6.1% at this time).
Meanwhile, back at Peterborough:
Special Projects and The Senator
In the mid-1980s, Special Projects – part of Baker Perkins Ltd’s Biscuit and C+C Division – was asked by Cadburys to join them in developing a High Speed Lug-less Flow Wrapper. Unlike conventional flow wrappers such as the Forgrove “Flowpak”, the “Senator” minimised product damage by detecting the position of the in-coming product with sensors, eliminating the need for in-feed lugs and a pressurised queue of products. The product was aligned with the wrapping material rather than aligning the film with the product’s position as in conventional wrapping machines. The first three Senator prototypes were used by Cadburys to package their “Crunchie” bar. A total of 16 -17 machines were built at Peterborough.
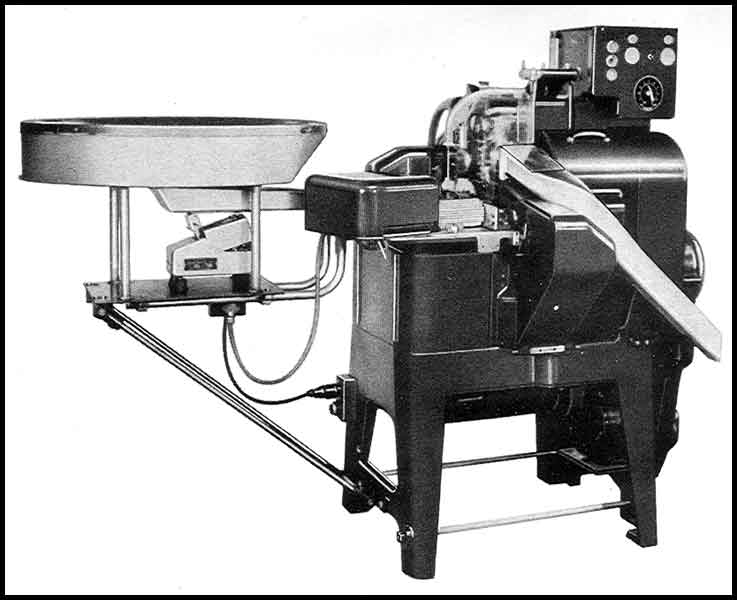
 |
The Senator High-Speed Flow Wrapper |
Particularly suitable for handling confectionery and biscuit count-lines, the Senator excelled in wrapping choc ices, five machines being installed at Birds Eye Walls. A pressure-less feeder designed by Special Projects used similar technology to the Senator to feed large delicate products (pizzas, ice-cream gateaux, etc), to a wrapper or cartoner without the products coming into contact with each other.
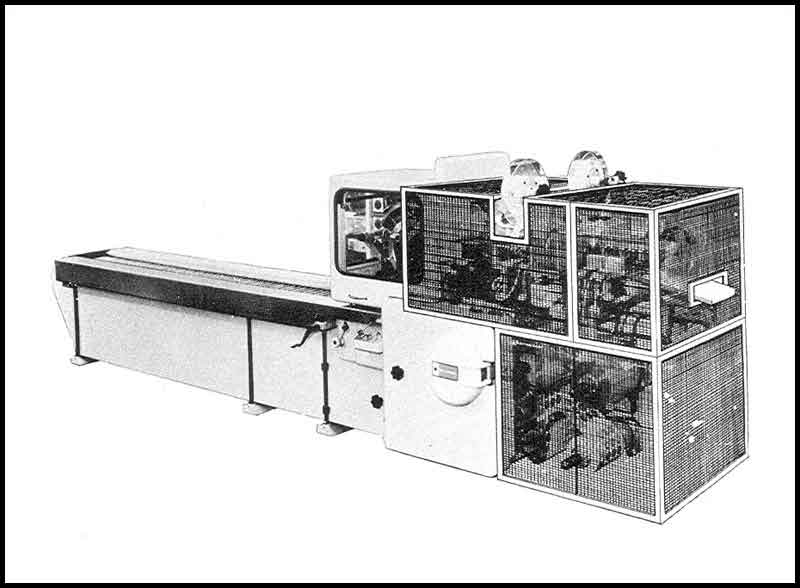
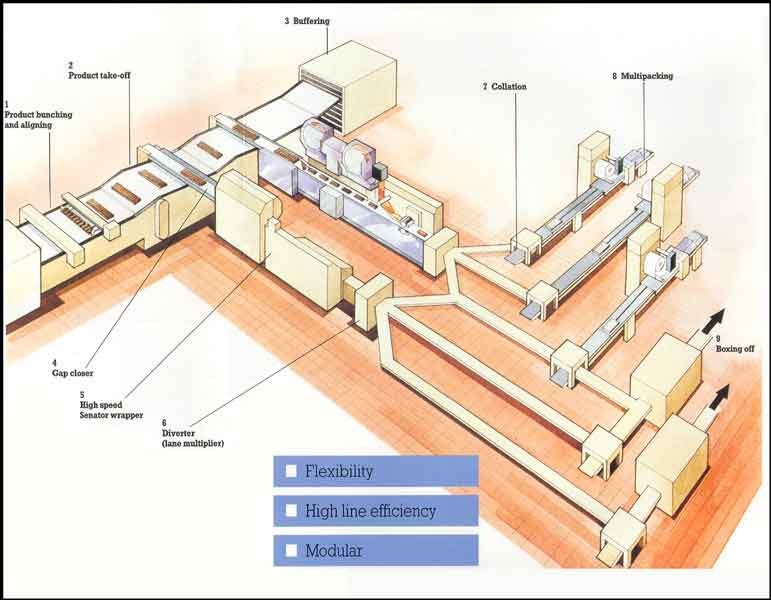 |
The Packing Hall – A complete Senator-based Solution |
Special Projects also developed an expertise in the design and installation of total solutions to the demand for increased automation in the ‘packing hall’ and final product storage warehouse– the most labour intensive areas of a food factory.
Another Major Restructuring
The low level of business in early 1986 forced Rose to announce 90 redundancies. The demand for castings also continued to decline and the foundry at Gainsborough was closed with the loss of 30 jobs. The workforce then stood at 310.
In the August 1986 restructuring aimed at creating individual companies with responsibility to serve customers on an industry basis, the Rose division was split off from Rose Forgrove Ltd, and Baker Perkins BCS Ltd assumed responsibility for the supply of packaging equipment to the Biscuit, Candy, Snack and Beverage industries manufactured at Gainsborough. The design and production of biscuit and snack packaging equipment, and some relevant personnel, were transferred from Leeds to Gainsborough.
Following the new association with Baker Perkins BCS, some design input from Peterborough’s Industrial Design resource (see also The Drawing Office), was introduced to Gainsborough. Martyn Wray was involved with Ken Spencer in designing the RF365 high-speed sweet twist-wrapping machine which was capable of handling 1000 pieces/minute. A second design was produced, a cut and wrap machine, also capable of 1000 pieces/minute but neither machine sold in quantity before the company was sold.
At around the same time, Leeds produced a new version of the LMF Biscuit Feeder and the Flowpak 555 – both with Industrial Design input. Rose Forgrove Ltd, based at Leeds, concentrated on supplying packaging equipment to the Food, Pharmaceutical and Personal Products markets. Bob Wivell remained as managing director of the Leeds operation. As part of this development, Rose Forgrove Inc. had become an operating division of Werner Lehara Inc. in July 1986.
From 1st April 1987 The Rose packaging machinery business became Rose Packaging Systems Ltd, an integral part of Baker Perkins BCS Ltd but still based at Gainsborough. See:
- History of Baker Perkins Ltd.
- History of Baker Perkins in the Biscuit Business.
- History of Baker Perkins in the C+C Business.
Baker Perkins BCS could now provide integrated lines for the continuous production of chocolate and candy of every kind from ingredients through to the finished goods warehouse.
In October 1987 the closure of the Gainsborough factory was announced and the business was transferred to Rose Forgrove Ltd at Leeds. In 1990, three years after the merger between Baker Perkins and APV, the Rose division was sold to AM Packaging and became AMP-Rose, Gainsborough.
The APV Years
When Baker Perkins merged with APV in 1987, Rose Forgrove was picked out as being one of the ex-Baker Perkins companies that needed early attention by the new management – "Plans have been drawn up for the rationalisation of various UK subsidiaries, including Rose Forgrove (the loss-making packaging division) and will be implemented during 1987." The company was re-named APV Baker – Packaging Machinery Division.
Bob Wivell resigned as managing director of Rose Forgrove in April 1988 and Ron Edgar was appointed in his place but relinquished his duties in October 1988, Mark Gibbard, Group Personnel Manager, was seconded to Leeds as managing director reporting to Ray Porter, the head of the new APV Packaging Machinery Group that brought together the Leeds packaging machinery operation and the rest of the APV packaging machinery interests.
The Rose Forgrove confectionery division (Rose) was sold to AM Packaging in 1990 and became AMP-Rose, Gainsborough. Rose Forgrove was sold by APV in January 1993 to the Howden Group "for a nominal consideration". It was bought out of receivership in May 2001 by Molins and production was transferred from Wakefield to Beeston, Nottingham, now trading again as Rose Forgrove.
Special Projects moved, with the rest of the remaining Baker Perkins food machinery business, in 1991 to the new APV Baker factory in Paston, Peterborough. Since its recent acquisition, the business has reverted to trading as Baker Perkins.
Details of the final years of each part of the group’s packaging machinery business will be found in:
- History of The Forgrove Machinery Co. Ltd.
- The History of Rose Brothers (Gainsborough) Ltd.
- The History of Job Day & Sons Ltd.
- The History of Rose Forgrove Ltd
TO BE CONTINUED
All content © the Website Authors unless stated otherwise.