
BAKER PERKINS IN THE CHEMICAL MACHINERY BUSINESS
For the early history of what came to be known as Baker Perkins see;
The Origins of the Founders
History of Perkins,
Bacon & Petch.
History of A.M.
Perkins & Son Ltd.
History
of Joseph Baker & Sons Ltd
History of
Werner & Pfleiderer (London) Ltd.
History
of Werner, Pfleiderer & Perkins Ltd.
INDEX:
- BAKER PERKINS IN THE CHEMICAL MACHINERY BUSINESS
- THE BIRTH OF THE UNIVERSAL MIXER
- THE BEGINNINGS OF BAKER PERKINS INC, SAGINAW
- THE CHEMICAL DEPARTMENT IN PETERBOROUGH IN THE POST-WW2 YEARS TO 1954
- THE CHEMICAL DIVISION POST-1954
- THE ACQUISITION OF STEELE & COWLISHAW
- THE GRANBULL TOOL CO.
- MAN-MADE FIBRE PLANTS
- A FLIRTATION WITH TBE
- ENTRY INTO THE RUBBER INDUSTRY
- BULK MATERIALS STORAGE PLANT
- THE PODBIELNIAK CONTACTOR
- THE WERNER & PFLEIDERER AGENCY
- A NEW CHEMICAL AND FOUNDRY DIVISION IS FORMED
- THE LARGEST TWIN-SCREW REACTOR IN THE WORLD
- RE-ORGANISING TO MEET WORLD DEMAND
- PLASTICS COMPOUNDING MACHINERY
- THE MERGER WITH APV
- EXPLOSIVES, PYROTECHNICS & PROPELLANTS
- THE 1990s
BAKER PERKINS IN THE CHEMICAL MACHINERY BUSINESS
It has always proved difficult to determine what is meant by "chemical" in the context of Baker Perkins’ historic development. "Food" is very clear cut – bakery, biscuit, chocolate and confectionery are all relatively easily defined market areas and the processes and machinery developed for each are instantly recognisable. However, many of these machines process basic raw ingredients, the characteristics of which are not dissimilar to many others used in a wide range of other industries. A sifter can, within reason, sift "chemicals" as easily as it can sift flour or sugar, a mixer can mix ingredients of similar viscosities almost regardless of their basic constituents, etc., etc. It is when the process demands specific conditions of ingredient feeding, temperature, hygiene, materials of construction in contact with the material being processed, discharge arrangements and so on, that the opportunity arises to develop a new version of a basic machine and market it to different industry sectors. This has undoubtedly been the case throughout the history of Baker Perkins and its constituent companies and it is therefore tempting be very simplistic and suggest that "anything that isn’t food is chemical".
The birth of the "Universal" Mixer
 |
 |
 |
 |
 |
 |
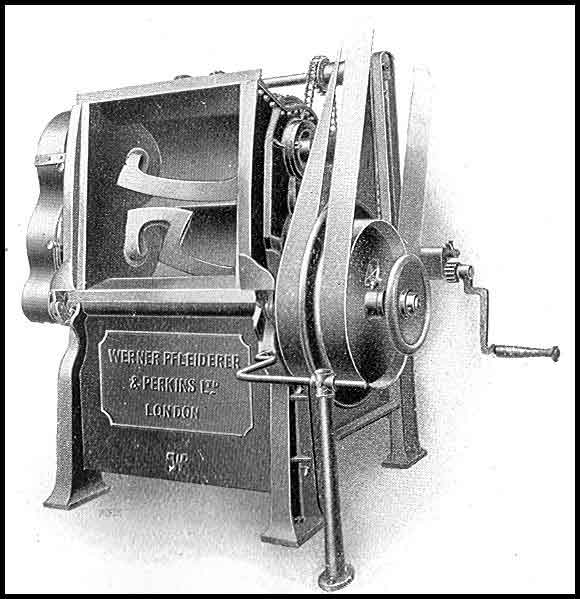
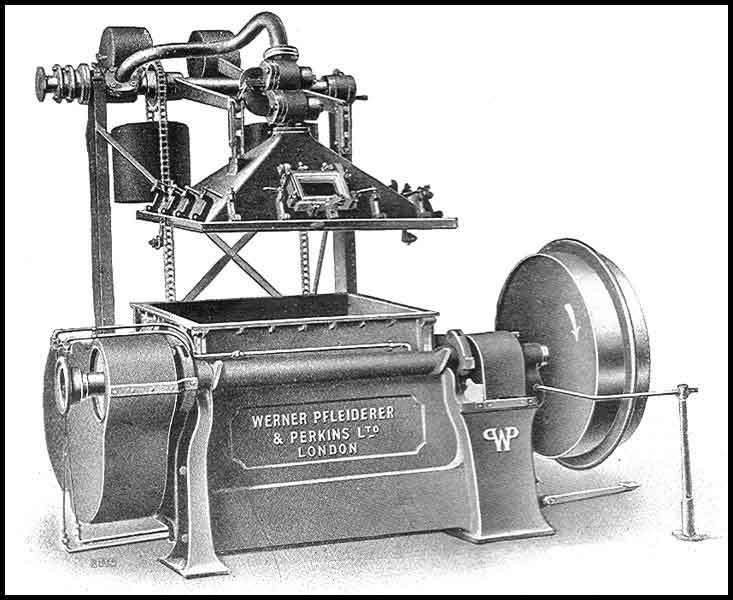
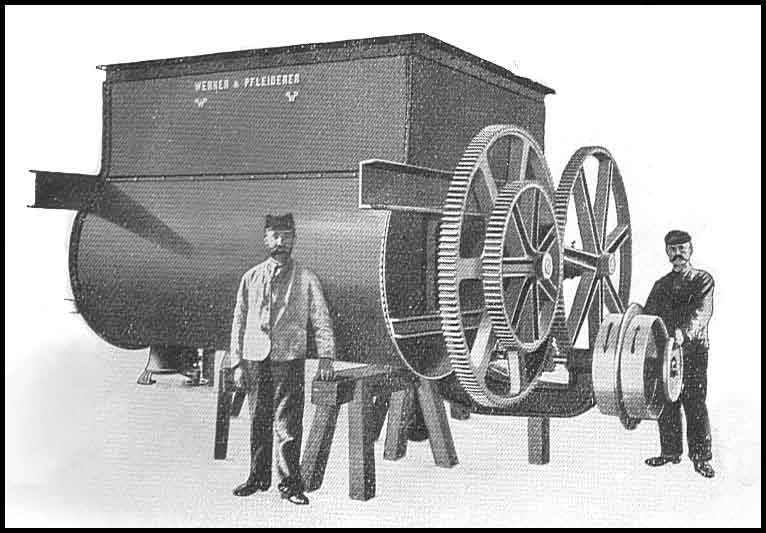
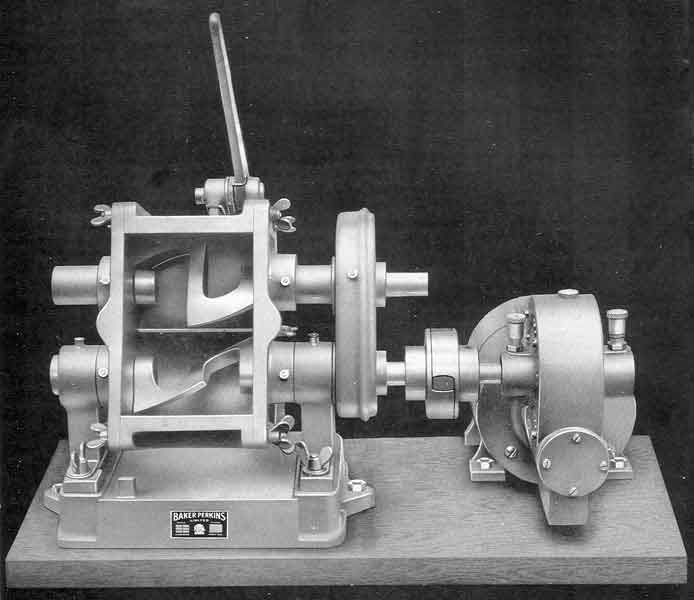
| WP&P Universal mixer 1909 | WP&P Universal Mixer with Vacuum 1909 | Very Large WP&P Universal Mixer 1909 | Laboratory Size Universal Mixer | 18 Gallon Universal Mixer | Heavy Duty Universal Mixer |
Baker Perkins’ involvement in the chemical machinery business can be traced back to 1873 when Paul Pfleiderer, a naturalised German, born on 1st January 1848, came to England to set up a business selling the "Universal" Mixer. This was the invention of a German named Freyburger who had sold "the world rights for all time’ to Pfleiderer for 900 marks (about £45). Pfleiderer immediately took out an English patent for the machine and established himself as the "inventor of the Universal Mixer" contracting for the supply of machines embodying "his principles". He also sold equipment imported from the Mixing and Kneading Machinery Works of Cannstatt, Stuttgart, Germany, owned by Hermann Pfleiderer & Company. In 1880, Hermann Werner took control of the Hermann Pfleiderer works, formed the firm of Werner & Pfleiderer and took control of the agency that Paul Pfleiderer had created at Upper Ground Street, London.
 |
 |
| Hermann Werner 1848-1906 | This is believed to be Paul Pfleiderer |
In its original form, the "Universal Mixer" was described as "a machine with two discs which were a very successful imitation of the highly dextrous hands of a clever and skilled man." It was manufactured at Cannstatt and its early applications were presumably in bakeries as it was then referred to as a kneader. When Herman Werner was in charge at Cannstatt, Paul Pfleiderer helped him to develop the Universal Mixer to handle more products and it is possible that this collaboration led to design of the "Z" blade configuration that opened up the possibility of its use for hundreds of applications in the "non-food" area.
 |
Illustrations of various Universal blade configurations |
Paul Pfleiderer continued to sell machinery imported from Cannstatt until, in 1885, Hermann Werner, wishing to take a closer interest in the activities of his London agent, established the London partnership of Werner & Pfleiderer (London) Ltd. Paul Pfleiderer was given a small share in the business and the selling rights within the British Empire for the machinery made in Cannstatt. There were other "chemical" machines made at Cannstatt which were listed as - "kneading, mixing, masticating, sifting, crushing and beating …appliances for the Chemical trades", and presumably Paul Pfleiderer sold these too. Little evidence has been found that A.M. Perkins & Son Ltd ventured in to the "chemical" industry; indeed, it is difficult to see how its products would have much application. It is, however, certain that Joseph Baker & Sons Ltd sold its sifters, grinders and mixers for applications other than "food".
The agreement with Hermann Werner had confirmed the geographical area in which each company would trade but machinery made in Cannstatt was still being sent in considerable quantities to Regent Square for sale in Britain and the Empire. The "Universal" kneading machines had been made under licence at Regent Square, but in 1903 Hermann Werner had arranged for the entire supply for the British market to be imported from Cannstatt. This created a major space problem at Regent Square, forcing the move to Peterborough in 1904.
It is worth noting that in the January 1904 interview by "The Peterborough Advertiser" with Mr Baskerville – the "Peterborough Manager" for WP&P – it was stated that the company made – "machinery for certain industries, principally chemical; bakery equipment, heating and ventilating apparatus and so forth." It might be concluded from the punctuation that there was significant emphasis on "chemical" and this is interesting as one might have thought that the main emphasis would have been on bakery equipment.
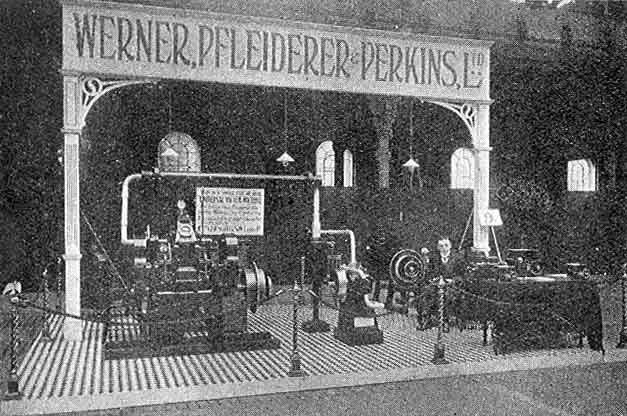 |
Illustration of
WP&P’s stand at 1911 Chemical Engineering and Industries
Exhibition. |
In line with Paul Pfleiderer’s undoubted passion for keeping his company in the public eye, Werner Pfleiderer & Perkins showed "Universal" Mixers at a number of exhibitions during the late 1800’s/early 1900’s, including a demonstration at the First International Chemical Engineering and Industries Exhibition at the Royal Agricultural Hall, London, May 1911 of how they could be matched with George Scott & Co. Ltd’s vacuum pumps.
It would be fair to assume that both Werner Pfleiderer & Perkins and Joseph Baker & Sons were supplying equipment to "non-food" sectors up to the outbreak of WW1. In the case of WP&P, it is not clear whether this still included some equipment sourced from Cannstatt. It is known that, during the conflict, both companies made cordite mixers (incorporators) – essentially glandless Universals - an obvious "chemical" application.
The beginnings of Baker Perkins Inc, Saginaw
 |
Advertisement for
original W&P Saginaw Factory – 1911 |
Hermann Werner had established a factory at Saginaw, Michigan, USA after successfully showing Werner & Pfleiderer’s line of equipment at the 1893 World’s Fair in Chicago. He purchased a plot of land at a modest price from the State of Michigan anxious to attract industry to what had become a derelict area. Just before the 1914 War a start had been made on new works in Hess Street where machinery for bread, biscuits and macaroni were to be manufactured.
In January 1919, an ex-Peterborough employee, George Hicks, who had worked at Saginaw during the time that it had been owned by Werner & Pfleiderer, sent a letter to F.C. Ihlee to alert him that the Saginaw factory was about to be sold. Immediately Allan R. Baker was contacted at his office in Willesden, he sent E.H. Gilpin to go with Ihlee to Saginaw and buy the factory if at all possible. After lengthy negotiations, the factory was purchased.
The illustration of a W&P advertisement shows that the "Universal" Mixer was a key part of the Saginaw factory’s output – being used to process "chemical and pharmaceutical products, colours, paints, varnishes, paper pulp, cellulose, foundry sands and loams, rubber materials, etc." and this undoubtedly helped launch what became Baker Perkins Inc. into the chemical machinery business. However, Elmer Baker saw the fast-growing USA Bakery machinery market (for which equipment designed in England was becoming less appropriate) as the key opportunity for the new Saginaw factory and it was to this that much of Saginaw’s energies were to be applied. (See also History of Saginaw).
Following the merger of Joseph Baker & Sons Ltd and Perkins Engineers Ltd in 1920, it was decided that Willesden would concentrate on developing biscuit, chocolate and sugar confectionery machinery while Peterborough specialised in equipment for the bakery and chemical industries. At the British Empire Exhibition in Wembley in 1923/24, as well as major working demonstrations of its food equipment, Baker Perkins was exhibiting chemical machinery – three exhibits on the stand of the Institution of Chemical Engineers – selling Werner & Pfleiderer (Germany) chemical machines as well as its own grinding sifting and mixing machinery and its range of Baker speed-reducing gears.
Baker Perkins produced a fairly bulky catalogue in the mid-20’s that presented many of its food machines as suitable for processing ‘chemicals’. Included among these were Savy Jeanjean and Baker Perkins chocolate refiners for modifying pastes of various sorts. Grinders, sifters, Universal mixers of all sizes and configurations also featured.
(NOTE: THIS CATALOGUE MAY BE SEEN IN THE BAKER PERKINS ARCHIVE BEING DEVELOPED AT PETERBOROUGH CENTRAL LIBRARY – REFERENCE CODE: PAS/BP/6/6/1).
It is not known what percentage of the company’s business was represented by this activity between the Wars. The somewhat abbreviated style of Company Annual Report produced at the time did not allow much detail in either commentary or figures. It is clear, however, that the chemical sector was very important to Baker Perkins from an early date. Universals continued to be manufactured at Cannstatt between the wars and it was not until after 1945, when the metric drawings were acquired from Germany, could they be converted for manufacture at Westwood. In preparations for the impending conflict Baker Perkins was making cordite mixers adapted from the "Universal" mixer as early as 1937. At the same time, the first bottom discharge mixers for cathode and anode paste (aluminium production) were being made at Peterborough for British Aluminium at Fort William. It is said that these mixers continued in service at Fort William for 50 years. Further machines of this type and size were supplied up to 1949.
The Chemical Department in Peterborough in the post-WW2 years to 1954
As with all the other departments in the Company, the sales section was separate from the drawing office. Like the other sales sections on the 5th floor it reported to the member of the Board of management responsible for sales - Franklin Braithwaite. The Sales Manager was H.G. Edmonds and his assistant was W.R. (Ralph) Stiles with K.S. (Ken) Trimmings also in the sales office. J.C. (John) Cobbing was the only representative The Estimating Department serviced all of the sales departments but one estimator specialised in chemical work.
The Drawing Office Section Leader was R.C. (Roland) Eames and his assistant J.C. (Jack) Hucklesby. R.H. (Ralph) Hindle was attached to the department having earlier operated as the technical liaison officer for the manufacture of the Sun Engraving rotogravure colour printing presses (See History of Baker Perkins in the Printing Business). Austin Palmer ran the experimental department in which there was a small-scale universal mixer. This was required for customers to assess the suitability of the machine for their processes and gauge the size of the production machine they would need. John Cobbing's judgement was remarkably accurate in predicting the scaling up effects.
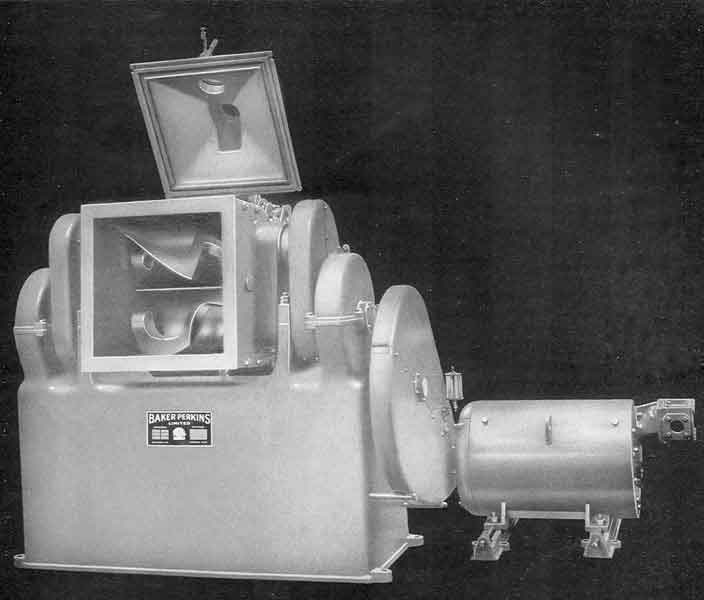
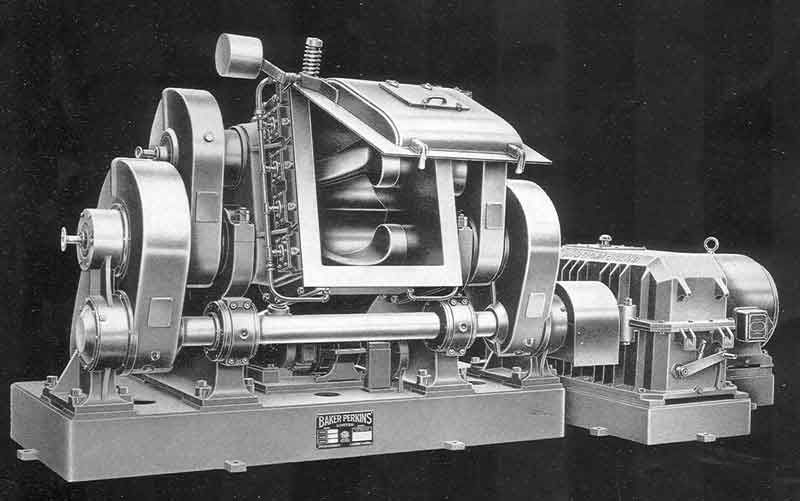
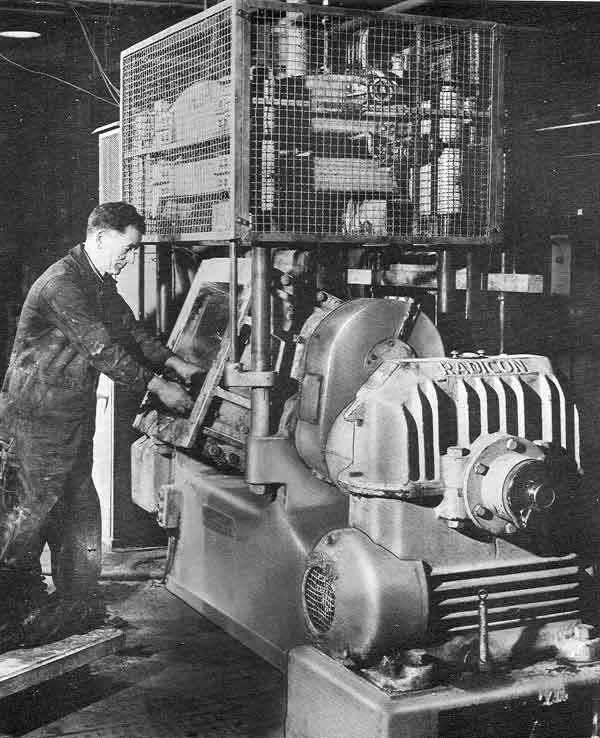
The Universal mixer had been made at Peterborough since just after WW2 and continued to be the key product for the "chemical" department. The words "Universal" and "Chemical" had become almost synonymous. Modifications were made to its design for specialised applications. For example, the paint industry required rounded blade edges for dispersion. There were special designs of blades for working as shredders and a new range of mixers of much more solid construction were designed to operate at higher powers to handle the mastication process in the rubber industry. Jackets could be fitted to the body of the machine when heating or cooling was required and sometimes the blades were cored for the same reason. There was a range of sizes from 1.5 pints– a laboratory mixer - up to 2,200 gallons, the largest, which was used for heating and mixing bauxite in aluminium processing.
The bottom-discharge Universal mixers for cathode and anode paste, supplied since 1937, were redesigned in 1949 with new drives, sophisticated electrical heating and pneumatically operated sliding doors. At about this time, the three largest machines built to date – with a capacity of 1125 Imperial gallons and 100 HP drives - were installed in Norway.
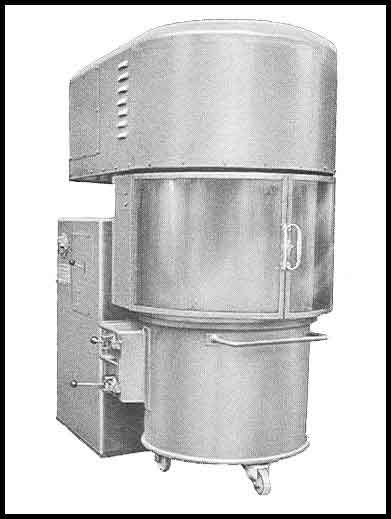
Making Viscose Rayon
The drawings for the "Vissolver" – a machine particular to rayon processing – together with those for a "shredder", had been acquired by Baker Perkins Inc from Germany after WW2 and made available for manufacture in England. Courtaulds provided significant business for us – and Baker Perkins enjoyed an annual cricket match with them (See Cricket).
Viscose rayon is made by converting purified cellulose to xanthate, dissolving the xanthate in dilute caustic soda and then regenerating the cellulose from the product as it emerges from the spinneret. Baker Perkins equipment was suitable for three parts of this process – "shredding" (using a modified Universal mixer) – the specially processed wood pulp, after steeping and pressing is converted into a white crumb; "xanthating" (using a Baker Perkins churn) - the properly aged white crumb is placed into a churn, or other mixing vessel, and treated with gaseous carbon disulfide; and "dissolving" (using a Vissolver) - the by now yellow crumb is dissolved in aqueous caustic solution. It is interesting to note that the "shredding" operation, using a mixer based on the "Universal", is known in the trade as "Pfleidererizing".
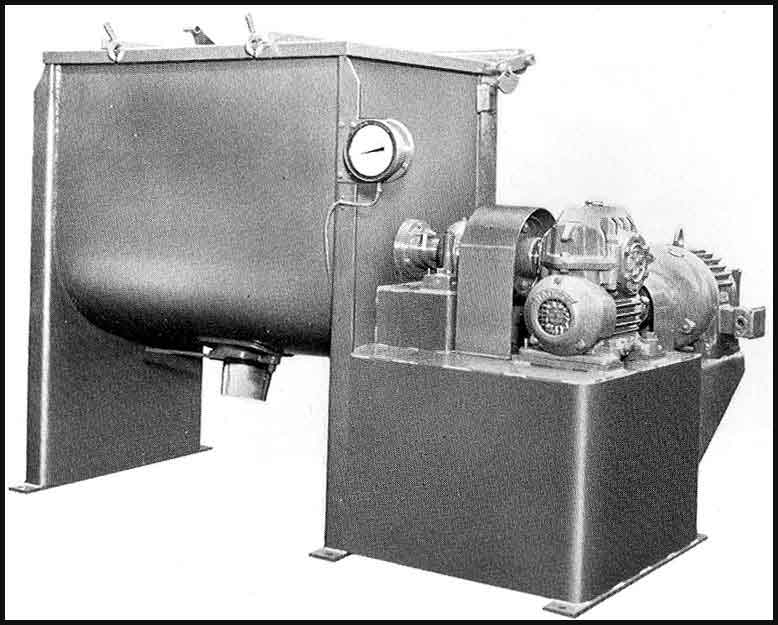
Ribbon blenders were also sold for mixing sand and other granular substances. These consisted of a U-shaped horizontal trough and a specially fabricated ribbon agitator, with a set of inner and outer helical agitators. The outer ribbon moves materials in one direction and the inner ribbon moves the materials in the opposite direction, moving materials both radially and laterally to insure thorough blends in short cycle times.
Soap Machinery
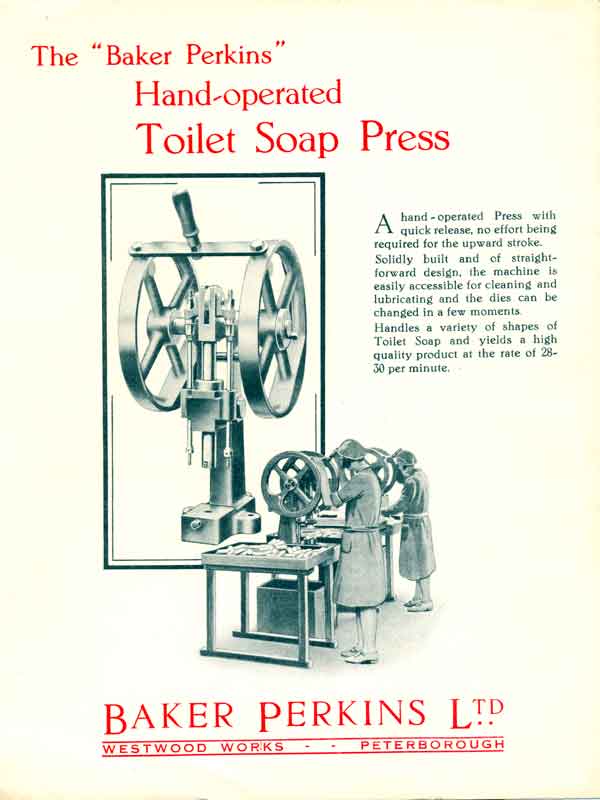 |
Early Advertisement for soap machinery. |
Soap machinery had been part of Baker Perkins’ catalogue since 1920 and the signing of the "Credo Agreement" between Joseph Baker Sons & Perkins and Savy Jeanjean et Cie of Paris, who manufactured chocolate and soap machinery but the earliest reference found on Customer Reference Cards is dated 1888. Also, many lines of Soap making equipment were sold to Lever Bros. at Port Sunlight from 1900 onwards. The Peterborough chemical division sold presses for stamping out bars of soap and the equipment for operating the Monsavon counterwashing process. The specialised tanks required for the Monsavon process were the only items that could be classified as chemical plant as opposed to machinery. It is thought that these came from the Savy Jeanjean association.
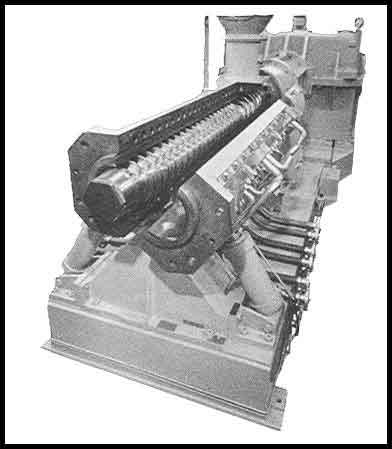
Gordon Barker remembers - "The backbone of Baker Perkins' soap equipment was the Soap Plodder. This had a screw that tapered down from the feed to the discharge end, where a die extruded the blank tablet. that was then cut to length ready for pressing. The Plodder was fed from "Universal" mixers used for mixing the ingredients.
The Jones (R.A. Jones,USA) 'K' Type was the main press of the industry. Soap tablets were fed to the press in the vertical position via an infeed conveyor on one side and discharged onto an take-off conveyor on the other side. The Single 'K' Press could produce 120 flat tablets per minute (For shaped tablets the output was lower). The single head machine had four pockets operating in sequence thus - blank tablet - tablet pressed - tablet ejected, pocket empty. A 'Duplex' version had two pockets at each station and produced 240 tablets per minute.
Baker Perkins also made hand presses that stamped the tablet in the horizontal position".
Many of the plants supplied by Baker Perkins included cartoning machines and these, too, were supplied by R.A. Jones who had a long-standing association with Rose Forgrove, Leeds - see here
Peter Hornsby recalls (from around 1960) - "I can remember a soap tablet machine in the Chemical Demonstration Dept producing tablets of Palmolive.The units were called soap plodders and were built under licence from America.The units were fed with extruded blocks from a 3 or 4 to 1 heavily tapered extruder which I think we also made. A chip mixer churned out the mix of fats, perfumes and other additives to put in the extruder. I gather BP sold many machines and one I know went to Port Sunlight. The actual tablet compressor head had four soap tablet sized holes that were indexed round at speed with two small dies recessed to a makers design that closed rapidly compressing the tablet which were then ejected. I think it made one tablet every 3 or 4 seconds. It was dramatic to watch".
In 1954, the Board of Management of Baker Perkins Ltd came to the conclusion that it should embark on a positive policy of expansion and in mid 1955 set up a Future Development Committee to review ways in which this could be carried out (See also History of Baker Perkins Ltd). A year earlier a study had been made of Baker Perkins Inc’s chemical machinery business (see also – History of Saginaw), which was operating successfully with a wider range of products to offer - heavy duty mixers, both batch and continuous, for many kinds of chemicals, including explosives and centrifuges - manufactured and sold under licence from Escher Wyss of Switzerland (and not available to Baker Perkins Ltd to manufacture or sell in England) - for the separation of liquids and solids. Two continuous mixers, designed specially for chemicals and plastics processing, had been added to the heavy duty "Ko-Kneader" line that was licensed from the inventor Heinz Liszt. Also, during WW2, Baker Perkins Inc had developed specialised mixers for rocket fuel and explosives.
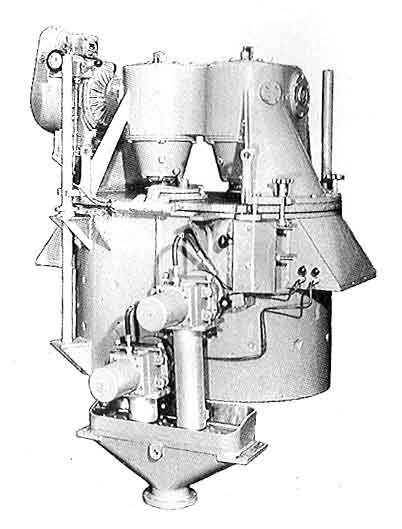
 |
Ko-Kneader for plastics and anode
paste preparation. |
 |
Vertical Mixer for Rocket Propellant. |
The conclusions of this study did not point to any significant opportunities for exploitation at Peterborough. In machinery for rayon production, Peterborough was already working in parallel with Saginaw and its activities with Universal mixers were broadly the same, albeit in a smaller market.
One facet of the American operation was, however, of particular interest in that their sales and design sections were organised together under one manager, Ken Mack, and known as the Chemical Division. Likewise there was a Bakery Division. The rationale for this was that the chemical activities were fundamentally different from those in the bakery industry. In the bakeries there was one main process, by all means with variations. It was a coherent industry with many plants geographically spread to be near their domestic customers. In chemical, as exemplified by the Universal mixer applications there were many different processes for different industries such as paint, plastics, rubber, soap, explosives, aluminium and foundry. The markets were very different and presented different selling and design challenges.
It should be emphasised here that the Future Development Committee felt that Baker Perkins’ interests were embedded in the design and manufacture of machinery appropriate to the skills and facilities of its factories at Westwood and Bedewell. It was not setting out to supply the chemical industry as such since so many of the industry’s requirements were satisfied by plant rather than machinery.
With regard to the expanding chemical industry, the committee noted that
the company still had a very limited range of equipment to offer and the
chairman, A.I. Baker, noted that – "We have realised the potentials
of the chemical industry but the results of developing new types of machine
from scratch are bound to be slow, and we have not yet felt by any means
the full benefit of the work carried out in the past few years".
It was considered that even the title "chemical" was misleading
- in practice it merely meant "equipment for processing substances
which you couldn't (or didn't want to) eat or drink". However, no
one came up with a short name for this - "non food" was considered
too negative! In the light of the Saginaw experience a recommendation
was made in 1954 that a Chemical Division should be formed at Peterborough
and J.M. (John) Peake was appointed as its manager.
The Chemical Division post - 1954
The Chemical Division was formed with the remit to develop its activities. It was housed in the Orlit building on the car park that had been built as a temporary structure during WW2 (See Outside Views). John Peake recalls - "I remember the Orlit building very well as I spent some time in it as the manager of the newly formed Chemical Division - I think that this was in 1954. Previously , the sales staff were with all the other sales departments and likewise those in the drawing office were with all the other drawing office staff on floor 2 or 3 of the main building.
It was obvious that we all needed to be in the same place and the Orlit building was the solution (we were following the divisional approach as in Saginaw). It had been my recommendation that a division should be formed following my visit to Saginaw for Barton Baker to study their activities. I thought that I might get a job in a new chemical division if it was formed but didn't dream that I would be put in charge!"
The approach initially was to try to build on existing business with which the division already had an entrée, usually through sales of Universal mixers. Although there was an intention to develop new products of its own design, it was realised that this would be slow. To make progress more quickly it was accepted that sales and manufacturing licences from established companies should be sought.
John Peake considered that – "Chemical engineering operations could be classified under a number of headings, including – mixing, separation, size reduction, heat exchange, distillation, evaporation, etc. We were already in mixing and Baker Perkins Inc was in separation through the centrifugals of Escher Wyss with whom we would not try to compete. Evaporation and distillation generally involved chemical plant – as opposed to machinery - in which we were not interested.
We did investigate opportunities in size reduction (grinding) and, after dismissing huge machinery like rock crushers, looked for innovation at the smaller end of the market. One invention, by a man named Leccas, purported to achieve size reduction of particles by using a high-speed rotor to force them into areas of very high turbulence. In this situation, it was expected that the particles would cannon into each other and be shattered. In the event, we were not satisfied about the efficiency of the machine and gave up any further quest in this market sector.
Dennis Wheeler, recruited as a chemical engineer, spent some time with Baker Perkins Inc in Saginaw and brought back the opportunity to exploit a mechanical heat exchanger, having rotating blades that wiped the viscous substance over a series of heated or cooled plates much like in a Microfilm sugar cooker (See also History of Baker Perkins in the Chocolate & Confectionery Business). After one major installation for an Italian customer, this venture was dropped". A venture into separation in the mining industry was investigated later, in 1960, using Tetrabromoethane, but with little success – see details below.
An early task was to safeguard the marketability of the range of Universal mixers. After the War, the nature of the materials to be mixed had begun to change as plastics became more popular. Mixes were more viscous and problems arose with blade deflection. During 1956/57, the whole Universal mixer range was re-designed, with the old design labelled the "Size" range and the new known as the "Gallon" range. The "Size" range had a wide trough, hence, for the same capacity, a smaller trough radius – the "Gallon" range having a narrower trough and larger blade radius. The bearings on the "Gallon" range were closer together, the blade section increased and the blade deflection problem was overcome.
The New Plastics Machinery Team
 |
The Plastics Machinery Team - (Left to Right) - Brian Quint - Sales Manager; Roy Doone - Project Engineer; John Scott - Sales Rep.; Ivor Powers - Design Draughtsman; Alan Halford - Sales Rep.; Alan Francia - Sales. |
The plastics industry was considered an attractive target because it was expanding and a separate plastics division was set up. B.S.C. (Brian) Quint was recruited to concentrate on this area and P.W. (Peter) Ashton, a chemical engineer, also joined and preliminary work began on the specification of a plastics extruder. Brian Stanley designed the 3½" plastics extruder and was also involved in the 1½" and 2" extruders that used the same gearbox with interchangeable barrels. As that progressed R.W. (Roy) Doone, who had previous experience of extruder design was recruited. A test centre under Peter Hornsby was set up in a room at the far end of the Machine shop near to the railway. Peter Hornsby remembers:
"In the late 1950s, for commercial or technical reasons, Baker Perkins bought into other companies in the United Kingdom involved in the manufacture of machinery that could use Baker Perkins know-how or be produced at Westwood works. In the later half of the 1950s Peter Ashton, as part of his remit, looked into entering the then developing plastic machinery markets. John Peake, along with his other responsibilities, was to oversee this development.
Following Peter Ashton’s findings, the decision to proceed was given and Roy Doone was recruited from the plastics machinery manufacturer, Peco. He was the section leader with the responsibility of deciding the range of machines to be made and developed.
The first machine designed and put together was the 1½ “ diameter plastics extruder. The unit was designed by Brian Stanley and assembled, by me, in a separate room within the Chemical Experimental Department. (See also The Experimental Department). It was to be a multi-plastic material unit capable of extruding polyethylene, Poly Vinyl Chloride (PVC) and nylon. Each material has its own melt characteristic, hence three barrel sections were made. The screws needed to force the heated plastic through dies, with whatever profile was called for, had to be in three lengths,
20 to 1 length/diameter for polythene, 15 to 1 for the more heat sensitive P.V.C. and 10 to 1 for polyamide (nylon) which had a rapid transition from solid to liquid.
These three barrel lengths had to be firmly clamped together (in the 20 to 1 form) and individually piped with copper tubing to provide water cooling during the melt process. The piping was carried out by Ray Dobson, coppersmith, who made a piece of inanimate machine into a work of art. It was a pity there were outside covers to be fitted.
We conducted many demonstrations of the machine’s abilities, not only to potential customers but also to sections within Baker Perkins. We attempted to extrude sugars, rubber and even breakfast cereal. The latter was to try to get an expandable cereal which eventually emerged as the original “snap, crackle and pop” variety. (See also History of Baker Perkins in the Snack Business). None of these really worked well as the machine was made specifically for the plastics market. We had numerous mishaps such as explosions and fires but nothing overly dramatic. Fortunately, the machine’s drive was protected, mechanically, by shear pins and electrically by fuses. Ron Coles, the electrician responsible for the wiring was a permanent fixture replacing fuses.
Ron used to eat lunch in the works‘ canteen and always carried a knife, fork and spoon in his overall side pocket. Whilst replacing a fuse, he used the knife as a screwdriver and blew the end off it. Fortunately, he was insulated by the knife handle. I have the knife to this day in my toolbox as a memento.
At one stage it was hoped that a P.V.C. floor tile manufacturer would purchase our extruders, hence a 3½" diameter machine was designed by Ivor Powers, manufactured in the works and assembled in the department’s new home in the old bakery in the south-east corner of the machine shop. Along the length of the bay were windows that supplied light and ventilation for the ratefixing section in the office block. When the huge 3½" machine was started, the motor noise caused a rapid closing of these windows, causing many complaints, particularly in the summer. We never really extruded a great deal from this machine although I do believe we sold one or two to Brazil.
Brian Quint, who was the Sales Manager, came from the well-known company, Bakelite. He started to develop our market and took on an agency for Dreher Granulators for chipping faulty extrusions and general rejected plastics mouldings. These machines were made in Germany and proved quite popular.
They could be sold in their own right as they needed no allied machinery. A big leap was then made by entering into a trade agreement with an Italian Company, based in Milan, called Triulzi. They produced injection moulding machines and we were to manufacture under licence.
30-gramme and 140-gramme presses were bought in from Milan and housed in the new demonstration bay. These machines were used for many customer demonstrations and I had to travel to Milan to gain expertise in an entirely new field. A week’s intensive course at a local moulding company, Combex, in Werrington, was then needed to learn the art of actually producing saleable mouldings.
Baker Perkins exhibited the extruder and the larger press at Olympia and caused chaos by overloading the electrical supply to the stand and creating a blackout of the exhibition. Large polystyrene boxes were moulded at fixed times of the day as a demonstration of the machine’s abilities but we had to spend hours breaking up and granulating the mouldings under the eye of Customs and Excise inspectors, as we did not have a manufacturing licence for mouldings in the United Kingdom. A ”swap out” ensued, exchanging some moulded boxes for washing up bowls, plastic bags and buckets from other exhibitors.
Although a batch of six small 30-gramme machines were made in the fitting shop, they never really sold well although by then John Scott from Casmacord (a plastics moulding company) and Alan Halford from British Petroleum Plastics, had been employed as machinery salesmen. A few extruders were also sold but all ultimately developed failed thrust bearings. Rotating barrel sections caused problems until a locking system was devised.
At this time, Baker Perkins bought an extant plastics machinery manufacturer in Kingston-Upon-Thames, which became Baker Perkins Granbull Limited, headed by Joe Bull.
The firm produced plastic bottle blowing machinery that could mould petrol cans and assorted plastic bottles. Ultimately, a mould and fill machine was developed that was quite revolutionary.
After a year or so, the sales of machinery were producing poor returns and Baker Perkins decided to close the enterprise. Where some of the Baker Perkins staff went I do not know as I too left Baker Perkins after only six months, for family reasons.
However, I do know that Roy Doone and Ivor Powers moved to Swindon and worked for a company producing shrink-wrap polypropylene film and allied machinery. As I live close by we still meet regularly and talk of the old days with “The Firm”.
The basic range of equipment sold by the Peterborough plastics division included: extruders, film blowing lines, floor tile lines, vacuum forming equipment and the Dreher (German) granulator. Injection moulding was another key process in the industry but it was considered to be too great a task to develop Baker Perkins’ own range of machines. A sales and manufacturing licence was therefore entered into with Triulzi, an Italian firm.
Entering the Foundry Industry
John Peake recalls – "We were encouraged to consider entering the foundry industry by our association with our own foundry and particularly Alliance Foundry. Reg Dean who had experience in the foundry industry joined the Division and K.T.J. (Kenneth) Bone who had sold Alliance to BP acted as our consultant. Shell moulding was a relatively new process that was gaining ground in the industry. A single station prototype machine had already been designed by Jack Hucklesby and tested successfully in the Experimental Department. John Peake and Ralph Hindle had then designed fully automatic three-station machine". For further information on the development of the Foundry machinery business see History of Baker Perkins in the Foundry Machinery Business.
In the light of BP Inc’s success with continuous sand mixers their drawings were used to build one and install it at Alliance. This machine was smaller than any that had been built in America as foundries like those of General Motors in Saginaw had huge output requirements. Although Baker Perkins Ltd did not sell any mixers of this design, others based on the ribbon blade and with smaller outputs were developed successfully later. Furthermore, the experience with sand led to applications with many other materials.
It was around this time that the business of Steele & Cowlishaw was brought to the notice of the directors
The acquisition of Steele & Cowlishaw
Steele & Cowlishaw was founded in 1924 in Hanley, Stoke-on-Trent and manufactured machinery for a number of industries including – paint, ink, ceramic, paper coating and general chemicals. They had begun by manufacturing flexible shaft couplings and had co-operated with the nearby Refractory Research Association to produce electric furnaces for testing refractory bricks. Their main production was of ball mills for the mixing of paint and like materials but these were by no means all of their output which included – paint shakers, pot mills, high speed mills, hynetic mills, edge runner mills, fluid energy mills and continuous mills, planetary mixers, horizontal ribbon blade mixers, paddle mixers, turbo mixers, vertical mixers, pug mixers, semi-paste mixers, paint-conditioning machines, hydiscolvers, cone blenders, storage vessels, portable tanks, paper coating plant and crystallisers (to process chemical slurries or pastes into a crystalline form. Steele & Cowlishaw did not invent the ball-mill but worked hard to exploit it. The mixing process – carried out by the rotation of various ingredients in a cylinder containing pebbles or metal balls – was particularly suitable for use in the paint industry.
Steele & Cowlishaw was acquired by Baker Perkins in 1958. (See also History of Steele & Cowlishaw).
Baker Perkins Inc began making vertical mixers for mixing solid rocket propellants 1958. Over the years, the machines have been sold to a wide range of businesses, universities and the military – both in the USA and around the world. They have been used to make fuel to power communications satellites and military rockets - perhaps most famously, the solid fuel boosters that helped launch each of the US space shuttles into orbit - and a whole range of explosives. The Baker Perkins group developed a complete family of both batch and continuous equipment to manufacture propellants, plastic explosives and pyrotechnic powders. As might be expected, a lot of experience and know-how is necessary to serve this highly complex – not to say highly dangerous – industry sector.
THE GRANBULL TOOL CO.
A manufacturer of equipment for the plastics industry, particularly bottle blowing machinery - The Granbull Tool Co., Kingston-upon-Thames - had been associated with Baker Perkins prior to its acquisition in 1960 (See also History of Baker Perkins Granbull). The company was acquired to form the core of a new entry into the plastics market and it is believed that the plastics division personnel at Peterborough moved to Kingston soon after the acquisition. Granbull was made a subsidiary of Baker Perkins Chemical Machinery Ltd in 1962 and the company moved from Kingston-upon-Thames to the Baker Perkins Developments’ factory in Twyford. In late 1965, Baker Perkins Granbull Ltd. was merged with BPCM Ltd as the plastics division of that company. Despite some innovative approaches to product development, this venture into plastic bottle blowing and filling equipment had involved the Group in sizeable losses and the affairs of the Granbull division were wound up in 1967 by disposing of its business and remaining usable inventory to Cravens Machines Ltd., Darnall, Sheffield, a wholly owned subsidiary of John Brown & Co. Ltd.
Man-Made Fibre Plants
As well as their normal plastics machinery, the Peterborough plastics division had produced the first man-made fibre line to be built at Peterborough – for producing "Acrilan" at Monsanto, Coleraine, N. Ireland. The chemical division took over handling this equipment after the plastics division moved to Kingston and a number of plants were sold around the world.
More details of these plants can be found here.
A Flirtation with TBE
Also in 1960, the chemical division entered upon a new venture with the Government of Israel and Israel Mining Industries in the development of the use of the heavy liquid, Tetrabromoethane (T.B.E.), found in the Dead Sea in Israel. It had been shown that this could be used to separate particles of different specific gravities as required by the mining industry. In certain mines, when the materials have been recovered and crushed to a small particle size it is necessary to separate the "lights" from the "heavies". This was being carried out in practice by using a "dense liquid" formed with extremely fine particles such that certain granules that would otherwise sink in ordinary water could be floated off. However, T.B.E. is a "heavy liquid" with a significantly higher specific gravity than the dense liquid and it can therefore achieve a greater degree of separation. The challenge was to develop the machinery to operate on production and S.W. (Stan) Patching was recruited to tackle this and he was installed in a small office in Letchworth. Unfortunately in grappling with the implications of handling T.B.E on a production scale it was found that the substance was just sufficiently toxic to be unsafe and the project had to be abandoned in April 1962.
Entry into the Rubber Industry
The early 1960’s saw the entry of the Peterborough chemical division in to the rubber industry. The heavy-duty masticator was already being sold to the industry and a similar approach to that previously used to enter the plastics market was taken and a rubber department was set up under Jim O’Mahoney. The mixer side of the chemical division (except rubber mixers) was transferred to the main office building under R.C. (Roy) Brunswick. Extra bays were added to the Experimental Department in 1960 and these were used to house equipment for the chemical division – including injection-moulding machinery – together with rubber extrusion machinery. The range of equipment handled by the rubber department included:
- Extruders built under licence from Troester, Hannover.
- Tyre - Tube Presses built under licence from Leon Herbert, Frankfurt. Baker Perkins modified the tube press for vulcanising the felts to tennis balls and sold 12 to Slazenger Sports.
- Salt Baths for curing rubber.
- Tyre Remoulding Presses were made at Bedewell.
 |
Rubber Extruder |
 |
Demonstration Facilities at Peterborough |
By 1962, Baker Perkins were building the entire range of Troester cold-feed and hot-feed rubber extruders for sale in the UK. A magazine article of the time commented –
"Baker Perkins offer, free of charge, demonstration facilities for evaluation of clients' stock using, if need be, clients’ dies and this offer is of more than casual interest in view of the competition which is likely to shortly faced from the Continent".
The first use of the name "Baker Perkins Chemical Machinery Limited" (BPCM) was in 1962 when a company was formed to include the new acquisitions, Granbull and Steele & Cowlishaw together with the existing chemical and rubber m/c departments at Peterborough.
An Export Division of BPCM was established in July 1965, under J.S.H. Rodman, that operated from the Baker Perkins Export Company’s offices in London. It was responsible for the overseas sales of all equipment manufactured by Baker Perkins Granbull and all equipment used in the plastics industries manufactured by Baker Perkins Chemical Machinery Ltd. and Steele & Cowlishaw.
Baker Perkins was supplying cold feed rubber extruders in 1965 for producing braided hose and rubber mouldings – window frame and windscreen extrusion, stair nosing, etc. The cold feed process claimed advantages over hot feed – lower power costs, more consistent extrusion and greater versatility allowing smaller runs to be made economically for specialist product markets.
Bulk Materials Storage Plant
Baker Perkins Inc had been selling equipment for conveying flour pneumatically and this technology was also taken up by the food machinery divisions at Peterborough. It is perhaps one of their less well remembered activities but, in the mid-1960s, a small team including Arthur Ferns, Ken Hanson, Tom Digby and Jim Kemp was engaged in this operation within Baker Perkins Ltd’s chemical division, during which time many complete plants were installed in UK and abroad. In fact, Baker Perkins contributed some pioneering work in this field as shown by various published papers at the time. Typically, these plants comprised large capacity silos for bulk storage of materials, delivered on site by road or rail tankers. The contents of the silos were discharged on demand through rotary valves or directly into pressure vessels. (BP undertook considerable experimental work in the development of pressure vessels for this application). When the pressure vessel was filled, as indicated by a high level probe, compressed air was applied and the contents of the vessel were conveyed through pipe work, often over long distances, to various destinations. Pneumatically controlled diversion valves could be installed in the pipeline to direct material to multiple points of usage, on demand. Cyclone filters could be used to separate the conveyed material from the conveying air.
Some of the materials to be conveyed were highly abrasive when transported in a fast moving air stream and BP developed special wear resistant bends with silicon-iron liner plates to reduce the problem of bend wear, which became the industry standard. The automatic control system to enable the entire plant to be operated with minimal labour supervision was an important engineering and sales feature of these plants and required considerable expertise on the part of the plant design engineer.
One order, received in 1966, was for storage and handling equipment for installation in a £30 million polyester fibre plant to be erected in Russia. The plant was to produce 50,000 tons of man-made fibre per year. It was, at the time, the most valuable order that the chemical machinery division had won. Four Baker Perkins men – Don Jeneson, Keith Dewberry, Jack Butter and George Watton - spent two years working on equipping the 300 acre site at Mogilev 100 miles from Minsk and 320 miles south-west of Moscow.
In 1967, the Peterborough chemical machinery division supplied two 320 feet long leaching ranges to Porous Plastics Ltd, Kings Lynn. These were used for the manufacture of separator plates for car batteries. Baker Perkins also supplied the powder handling plants, high speed mixing equipment and their control panels.
Two of the largest ball mills made thus far by Steele & Cowlishaw left their factory in early 1967. 9 feet in diameter and 9 feet long, jacketed and aluminium lined, each weighing 30 tons and each driven by a 100 HP motor, the mills were to be used for the fine grinding of a special chemical used in a variety of industries. Steele & Cowlishaw also designed and produced a plant, consisting of a reactor and blender, used in the manufacture of high-grade industrial oils. In the same year the Peterborough rubber division supplied a cold feed extruder to produce material for re-treading tyres – a regular feature of those days when road safety was subject to less stringent laws than today.
As if to prove the previously suggested supposition that "if it's not food – its chemical", Westwood’s chemical division manufactured 17 coin minting presses for the Royal Mint in 1967/68. These were part of the UK’s changeover to decimal currency that was due to be completed in 1971.
The Podbielniak Contactor
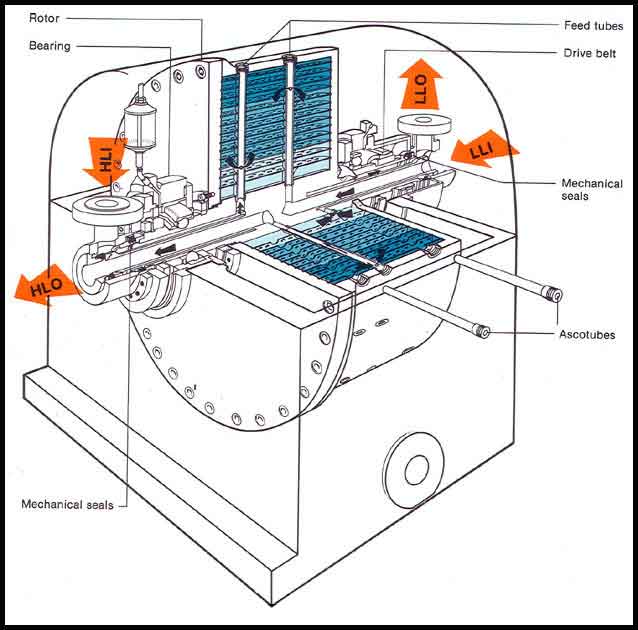 |
Diagram of Podbielniak Contactor
|
 |
Line of Pods refining lubricating
oil in Taiwan |
In the latter part of 1967, Baker Perkins Inc purchased the centrifugal business of the Podbielniak Division of Dresser Industries Inc, Dallas, Texas. The Podbielniak Contactor (the "Pod") was a world-renowned piece of machinery used in liquid-liquid extractions and separations complementing the solid-liquid centrifugal equipment already marketed by the Saginaw chemical division. Ideally suited for manufacture at Saginaw, the "Pod" broadened the company’s field of opportunity in the food, chemical and petroleum industries and allowed entry into the hydro-metallurgical and waste treatment industries. In many industries it is necessary to remove certain components, desirable or undesirable, from liquid solutions. This done by washing the liquids containing the substance to be removed with a chemical solvent, in what may be termed a "chemical washing machine". That, in brief, is the work of the "Pod" Contactor. "Pods" find applications in the pharmaceutical, petroleum and detergent industries among others.
The "Oblicone" dryer was part of Steele & Cowlishaw’s range of high vacuum dryers. Two machines were supplied to ICI in 1968 each having a capacity of 150 cu. ft. and working at 250 degrees C under a vacuum of 1 torr.
The Werner & Pfleiderer Agency
Werner & Pfleiderer was a prominent German machinery manufacturer with headquarters and works located at Stuttgart-Feuerbach, with whom Baker Perkins had a long association (see also Baker Perkins and Werner & Pfleiderer - The European Limited Partnership). Around 1968, WP parted with their then agent in the UK, Kimball and Company, and appointed Baker Perkins to act as agent for the WP range of continuous compounding machines for processing thermoplastic polymers such as polypropylene, polystyrene, polyethylene, etc.
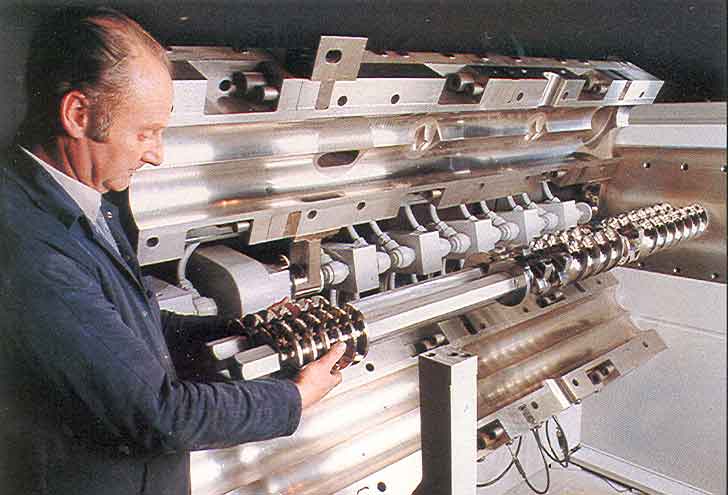
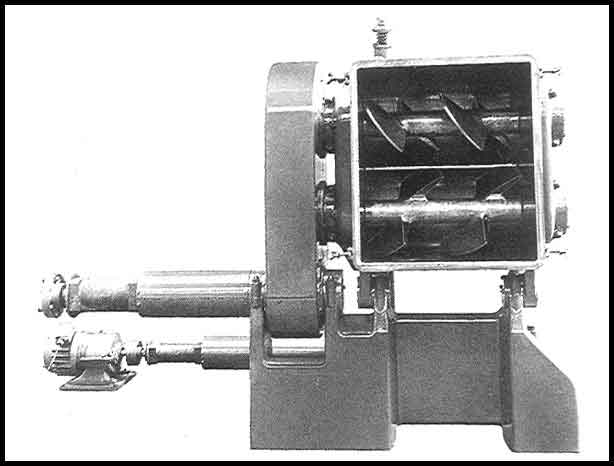
WP found that twin-screw extruders (ZSK) offered a number of advantages over conventional single screw machines, especially for the more complex compounding applications. These ZSK machines incorporated a number of advanced features such as co-rotating, closely intermeshing screws assembled from various different segments (e.g. screw bushings, kneading discs, etc.), which were keyed onto the bare shafts. By this means, it was possible to build up a screw configuration of great flexibility, tailored to suit the particular requirements of complex processes. Process variables such as kneading intensity, mixing input and retention time could all be closely controlled by selecting the appropriate type and sequence of screw segments. Likewise, the extruder barrel was built from a series of figure-8 shaped sections that could be bolted together to enable machines of different processing length to be assembled. Some sections incorporated vent ports for venting gases released during processing. The barrel sections were each drilled for independent water circulation, so that heating or cooling could be provided at exactly the right point as the polymer proceeded along the length of the barrel. Typically, an extruder multi-hold die plate with a rotating pelletiser device could be fitted to the discharge end of the ZSK to provide a continuous discharge of discreet plastic pellets as the end product.
These machines, although highly expensive, were technically sophisticated and offered unique features. This was recognised by the major plastic and chemical producers and processors throughout the world and they were widely adopted in the UK by Shell Chemicals, BP Chemicals, Porvair and many other leading producers in the plastics industry.
Mention should also be made of the Plastificator PK machine, which found a ready market in the UK. This machine was developed specially for processing Plasticised Polyvinyl Chloride (PVC). The design was very ingenious. It employed a ribbed, conical rotor assembled in a closely fitting conical housing. The rotor was capable of small movement along the horizontal axis thereby increasing or decreasing the gap between the rotor and the fixed housing. The narrower the gap, the more work done and vice versa. In this way, it was possible to control very carefully the intensity of the work done on the polymer, which was important for applications such as incorporation of colour pigments.
A New Chemical and Foundry Division is formed
A new Chemical and Foundry Division was formed at Westwood Works from Jan 1 1970, with R.C. Dean – divisional manager, J.C. Hucklesby – technical manager, A.W.D. Ferns – manager W+P equipment sales, J.H. North Sales Manager and G.C. Chestney – office manager. The two parts of the business carried on as separate entities under one roof and while this history continues with the development of the group’s chemical machinery activities, the story of the Foundry business is told at length in History of Baker Perkins in the Foundry Business. By this time, Baker Perkins were out of the soap machinery market – this sector having been taken over by Italian competition.
In 1974, the decision was made by BP to disengage from the WP agency agreement in the UK and WP subsequently set up their own subsidiary company in the UK, which continued to offer machines imported from Stuttgart. The era of the WP agency in the UK was considered to be an interesting and memorable period for all concerned and marked a close practical co-operation between Peterborough and Stuttgart.
The Largest Twin-Screw Reactor in The World
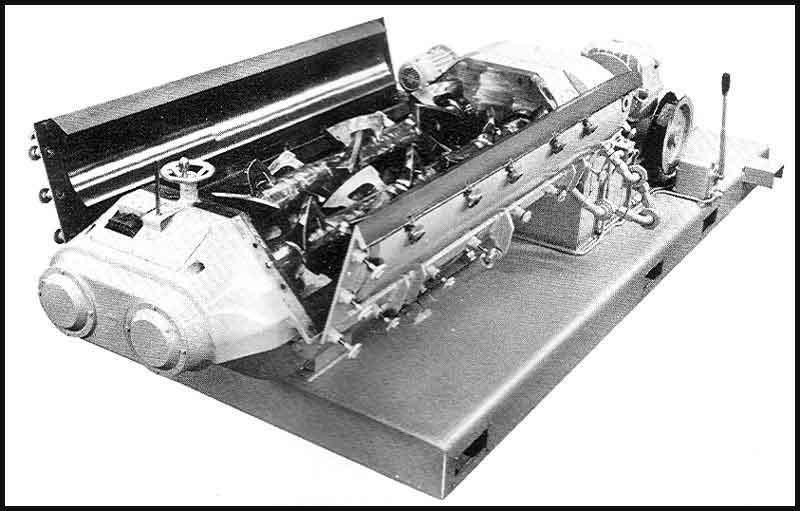
The largest twin-screw reactor to be built anywhere in the world to that date was shipped form Baker Perkins Inc’s Saginaw factory in 1969. One of a pair built for one of the world’s major chemical companies, it weighed 100 tons and was driven by an 800 HP motor. The two stainless steel rotating screws were 35 inches in diameter. Saginaw received the John C. Vaaler Award from Chemical Processing magazine for this achievement. This was the second time in two years that Saginaw had been given this Award. Also in 1970, Saginaw produced a 200 gallon, 200 HP dispersion mixer for grinding of colour pigments. Large size Ko- Kneaders for making carbon paste for electrodes continued to be an important market and batch type machines for the same duty were thought to have even greater prospects. Shipments of machinery for plastics and fibres were at an all time high with several Ko-Kneader plastic compounding lines being shipped to Europe for processing polypropylene – the first equipment of this type to be supplied to a European plant. The "Rotofeed" was successfully adapted to manufacture paste for the sheet-moulding sector of the plastics machinery market.
 The
"Rotofeed" was a continuous processing machine designed as a blending
and slurrying unit for powdered solids and liquids, waxes and light doughs.
It accepted a feed of materials and after blending discharged them under
light pressure for further processing in, for example, the Flowmaster
reactor. Three standard sizes were available – 7", 14" and 26" –
these being the outside diameter of the screw at the feed end. The machine
could be fitted with various "Head" units permitting further processing
– for heat transfer to and from the product; for intensive mixing;
for aeration or for incorporating additional ingredients.
The
"Rotofeed" was a continuous processing machine designed as a blending
and slurrying unit for powdered solids and liquids, waxes and light doughs.
It accepted a feed of materials and after blending discharged them under
light pressure for further processing in, for example, the Flowmaster
reactor. Three standard sizes were available – 7", 14" and 26" –
these being the outside diameter of the screw at the feed end. The machine
could be fitted with various "Head" units permitting further processing
– for heat transfer to and from the product; for intensive mixing;
for aeration or for incorporating additional ingredients.
1970 also saw the opening of the $1 million chemical machinery research centre at Saginaw. The centre was equipped with customer conference rooms, eight test cells (one specifically equipped for handling hazardous or flammable test materials) and a chemical analytical laboratory.
As part of the UK Ministry of Technology’s drive to strengthen the British plastics industry and to meet the ever-growing demand for plastics in the UK market, it placed a £34,000 order in early 1970 for six Steele & Cowlishaw "Drydispersers" to be installed in the several British companies for extensive tests under production conditions. The "Drydisperser was used by the plastics industry to compound or blend materials before extrusion or calendaring.
In 1973, Steele & Cowlishaw acquired Advisory and Component Services Ltd of Weybridge. The company specialised in plant designed for the plastics industry and was to form the nucleus of a new division to handle this opportunity.
During this same period, Saginaw’s Chemical Machinery Division were marketing a full range of batch and continuous mixers for the production of such diversified products as high strength colour pigments, anode and cathode paste for aluminium reduction, solid rocket propellant and the compounding of plastics. Pusher type centrifuges and liquid-liquid contactors/separators were also offered to the Chemical industry. Saginaw was proud to state that over 90% of the free world’s penicillin was being produced using Baker Perkins contactors. It is interesting to note in this context that Steel & Cowlishaw were claiming in 1966 that - "most penicillin used in Britain is milled in Steel-Shaw fluid energy mixers".
The versatility and market possibilities of the multi-purpose twin-screw machine were becoming more apparent each year to Saginaw. In 1973, Saginaw had successfully started up a 24" diameter reactor for a chemical complex, received an order for a complete line for toner for copying machines and installed a compounding line for a proprietary engineering plastic.
Re-organising to meet world demand
The group’s chemical machinery business entered a new phase in February 1974 with the formation of Baker Perkins Chemical Machinery Ltd., a new company headquartered in Peterborough. It incorporated what was the chemical division of Baker Perkins Ltd, Steele and Cowlishaw Ltd and the European marketing organisation of Baker Perkins Inc. C.R.A. (Bob) Senior – the then group marketing manager - was appointed chairman and the new company was responsible to F. (Fred) Giordiano, vice-president and general manager of Baker Perkins Inc’s chemical machinery division. Baker Perkins Chemical Machinery (BPCM) was to serve the chemical and process industries throughout Europe and adjacent countries, with the UK factories not only manufacturing for the new company but also marketing products made in Saginaw. This meant that continuous mixers and centrifugal machines were available for sale in the UK for the first time.
At the same time, Saginaw were developing compounding and pelletising machinery for plastics reinforced with fibreglass. It was hoped that this would lead to participation in the world growth of glass-reinforced plastic.
In 1976, Baker Perkins Inc. entered into a long-term reciprocal agreement with Thomas Broadbent & Sons Ltd of Huddersfield involving the mutual licensing of their respective centrifugal machines. Baker Perkins was to manufacture and market the Broadbent solid bowl, screen bowl, vertical batch and sugar centrifugals in the USA. Thomas Broadbent was to get the same rights in the UK for the Baker Perkins pusher and small, special purpose solid bowl units.
At Stoke, manufacture of small M-P twin-screw mixers, previously made for Saginaw by an outside supplier, were under construction. In return, Saginaw was test marketing several Stoke designed machines in the USA – the Hydisperser, Drydisperser and the Granulator. Two of Baker Perkins Inc’s machines were never considered for manufacture in the UK – the Vertical mixer for energetics and the Podbielniak Contactor.
As well as the machines previously mentioned, among the machines being marketed at that time were:
 |
The Shear-Mix – introduced in the late sixties and building on the company’s experience of dry mixing and masticating processes in the rubber industry. It had twin three-wing blades and was available in capacities from ½ gallon to 54 gallons and suitable for processing a wide range of end-products including tyre treads, brake linings, polythene, PVC and linoleum base. A screw feed could be fitted for powder additions. |
 |
The Hydisperser consisted of an open top tank – capacities of from 9 to 4,500 litres were available – having a series of baffles and a radial impeller allowing the shear forces to be adjusted to suit the material being processed. |
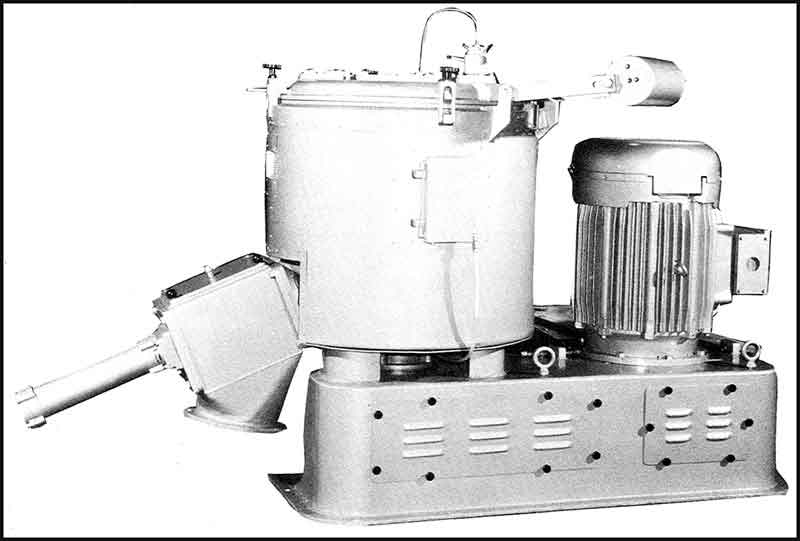 |
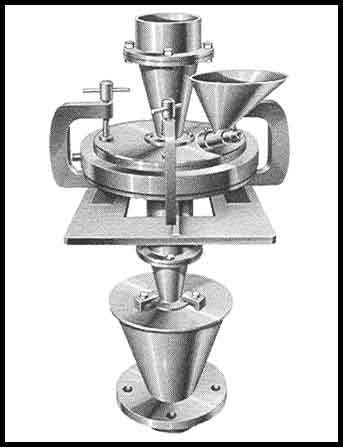
The Drydisperser was used for the high speed blending of a wide range of powder and granular materials. Standard Duty machines of from 9 litres to 1000 litres capacity were used for the pigmentation of polymer and other free flowing powders. A Heavy Duty version of up to 220HP was used for compounding plastic materials or, in combination with a Cooler, the semi-continuous preparation of rigid and plasticised PVC. |
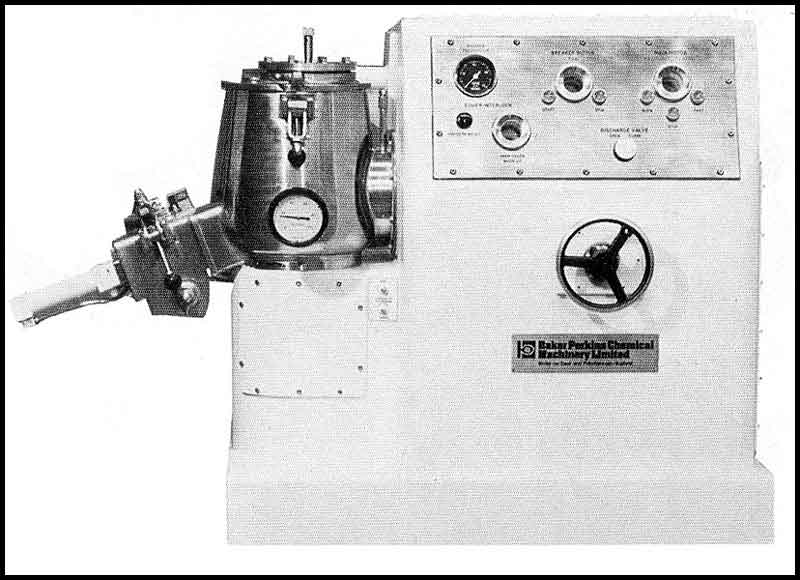 |
Developed from the Drydisperser, the Granulator was a high intensity mixer designed for the pharmaceutical and other industries to produce a granular mass suitable for drying, sieving and tab letting. A main impeller mixed dry powders, colours, trace ingredients, etc. before the addition of a binder solution producing a spontaneous wet granulation. A side-mounted breaker impeller then created a granulate of the required size. In later years, the Granulator was adapted to handle pyrotechnics powders. |
 |
The Hyvisolver was specifically developed for the preparation of rubber solutions and adhesives. |
 |
The Hydiscolver was designed for the wet dispersion of paints, inks and general coatings. |
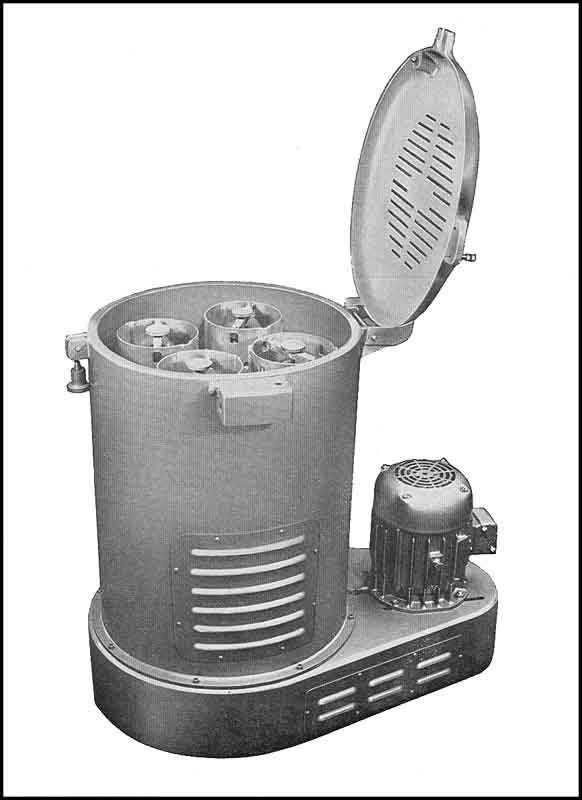 |
The High Speed Planetary Ball Mill - a high speed milling and wet and dry dispersion device with either 2 or 4 porcelain, stainless steel or mild steel pots of between 2 ½ and 7 pints capacity. |
 |
The Batch-flo mixer was a relatively simple general purpose machine suitable for blending and mixing a wide range of powders, granules and slurries. |
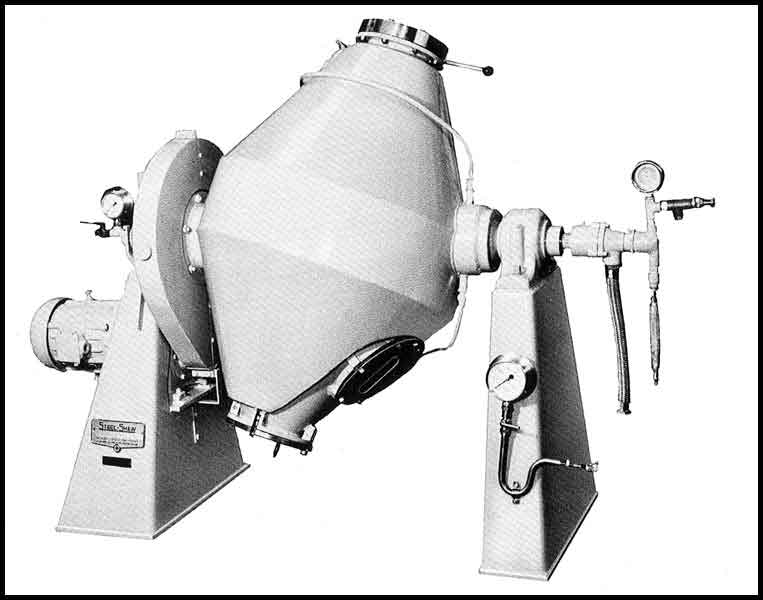 |
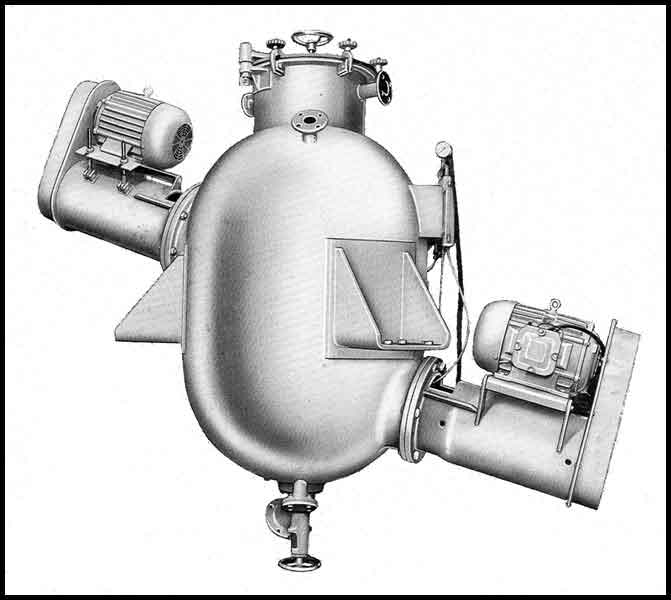
Steel-Shaw Oblicone blenders and dryers were designed for the intimate blending of powder, crystals and granular material. The offset cone gave an improved blending action and there were no internal baffles or blades that would allow materials to lodge during processing. The machine could be arranged for vacuum operation. |
 |
Fluid Energy Mill – for continuous superfine milling of high quality powders. |
 |
Planetary Mixer – Re-movable pan mixer for pastes and ointments. |
 |
Polykneader – a single screw compounder for viscous materials. |
 |
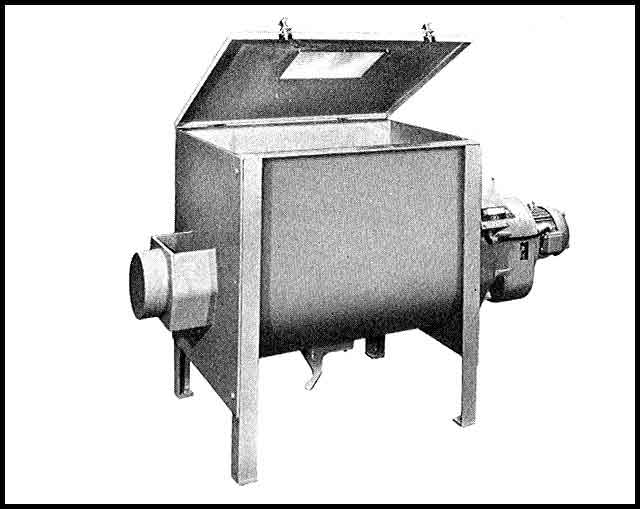
Simplex batch mixers had an uninterrupted spiral ribbon type blade for mixing and blending slurries, light doughs or powders. Vacuum or pressure could be applied for de-aeration or drying applications. |
 |
The continuous Simplex mixer, designed for high output powder and light slurry mixing, had 8 ribbon blades mounted on a single shaft and the blade configuration could be varied to suit the duty required. |
 |
The Continuous Universal Mixer evolved from the batch Universal mixer and had twin shafts carrying a series of removable blades which could be set to give a variety of mixing, retention and discharge characteristics. |
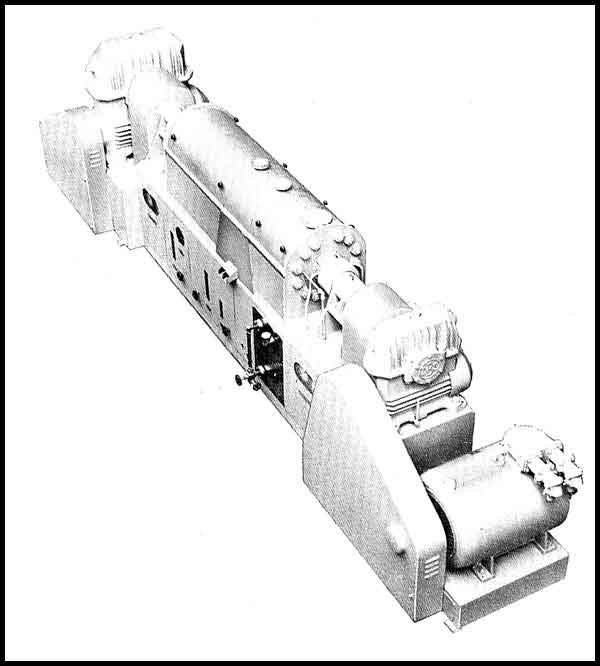 |
Flowmaster Reactor – a continuous mixer/heat exchanger having a series of heat exchanger plates clamped together by heavy duty tie rods. Specially designed impellers between each blade imparted intensive mixing to the feed material. |
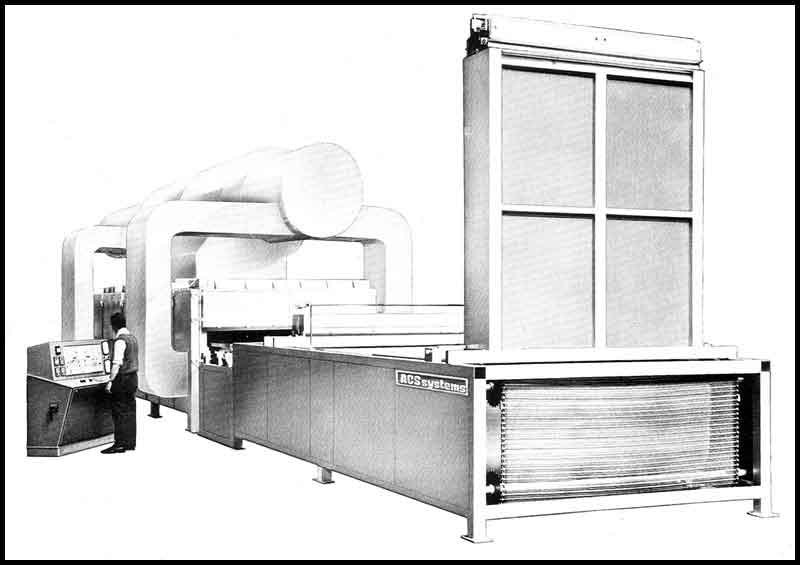 |
ACS Systems – newly acquired in 1974, this range of equipment was for the production of composite materials for the reinforced plastics industry - glass fibre chopped strand mat machines, sheet moulding compound machines and continuous impregnating and laminating machines. |
Saginaw received Chemical Processing magazine’s John C. Vaaler Award again in 1976. This time it was for the development of the Uni-Axis TM Mixer.
By the 15th September 1977, all "chemical" personnel located at Peterborough had moved to the original premises of Steele & Cowlishaw at Stoke-on-Trent that had become the new headquarters of BPCM. A new laboratory for demonstration, development and research on heavy mixing and compounding equipment was operational by the end of September. (See also History of Baker Perkins Chemical Machinery Ltd.).
In 1978, Baker Perkins Inc announced the signing of an agreement with Durr & Clay Investments Corp. of Indianapolis that gave Saginaw exclusive manufacturing rights and non-exclusive marketing rights in the USA for DCI’s range of Dyna products. These were used in the recovery of solvents from liquid or gaseous waste streams.
In early 1978, Baker Perkins Holdings acquired Malaxeurs Guittard of Paris, continuing the groups’ rationalisation and expansion of its chemical and allied interests in Europe. The acquisition also gave Baker Perkins its first wholly owned manufacturing facility on the continent of Europe. Guittard produced a wide range of batch mixers for many "chemical" type applications.
Guittard became the design and manufacturing centre for the Universal mixer. Apart from their new range of screw discharge universals there was a need for another updating exercise as had been carried out in the 1950’s.
Plastics Compounding Machinery
At Stoke, BPCM concentrated on the design and testing of polymer compounding systems for the plastics industry. The MP2000 twin screw compounder gained significant success in a number of market sectors including powder coating materials; masterbatch compounds and colour concentrates; thermoset moulding materials; reprographic toners; technical compounds and PVC.
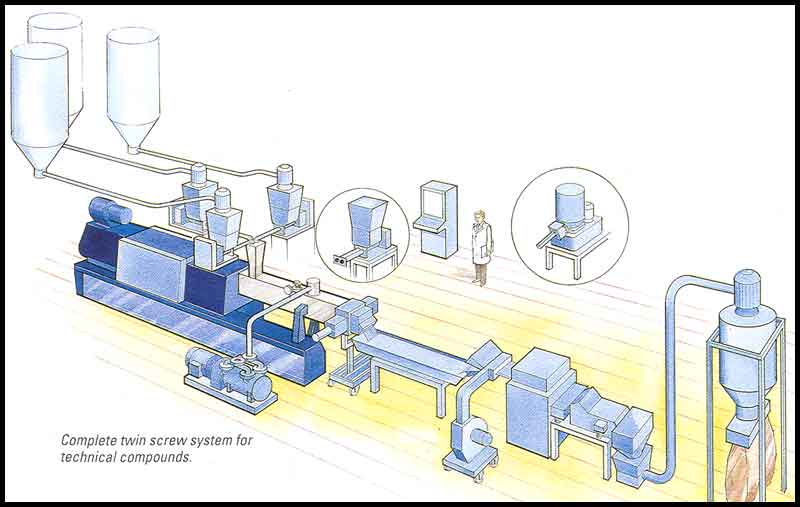 |
Complete twin screw system for
technical compound |
 |
Open MP2000 compounder |
This mixing/extrusion technology was later developed to produce snack foods and breakfast cereals and became a very important part of Baker Perkins Ltd’s food machinery activities.
At the Kunstoffe exhibition held in Dusseldorf in the following year, Stoke were able to show for the first time in Europe, their Mark 3 series compounder and palletising systems. It was claimed that the new development was suitable for processing colour and additive concentrates, engineering thermoplastics, fibre reinforced and mineral filled materials as well as rigid and flexible PVC. Mark 3 compounders were also installed in the customer demonstration laboratories at both Stoke and Saginaw.
Guittard, Saginaw and Stoke collaborated in 1981 on the production of what was believed to be the only machine of its type in Europe – a salt grinder for use in the pigment industry. The design was based on the process typically used in pigment production in America where salt suspended in glycol is used. The glycol acts as a viscosity adjuster, at the same time allowing power adjustment in the batch, additions of glycol being used to control the viscosity of the batch. The salt effectively grinds like the balls in a ball mill but the salt is expendable: when the batch has been processed water is added which dissolves both salt and glycol. A filter press is used for separation, leaving only the finished pigment for collection.
At the INTERPHEX exhibition held at Brighton in 1982, BPCM introduced their new "Novamix". Aimed at the cosmetics industry the machine was used in the preparation of face powders and powder-based eye-shadow formulations.
Saginaw introduced, in late 1982, a radically new approach to palletising plastics. Combining their expertise in both plastics extrusion and centrifuge technology, the G-Force pelletiser utilised a spinning die to both extrude molten plastic and to cut the emerging strands into uniform pellets, using half the energy required by competitive palletising equipment. A twin-screw compounder discharged directly into the rapidly rotating (at between 2,000 and 4,000rpm) G-Force die. Centrifugal force extruded the molten material through holes in the rim of the die, each extruded strand being once per revolution as it passed a stationary knife. The pellets were then cooled in a water or air stream.
The Institute of Polymer Technology at Loughborough University (founded in 1967 with funds from the plastics and rubber industries) needed a more technically advanced compounding system in 1986 to install in their laboratory. The laboratory already housed a unique range of equipment for polymer processing, testing and analysis where it trained students and solved industry problems. The trend in the industry towards more and more tailor-made polymers put pressure on the Institute to provide increasingly sophisticated compounding facilities. A Baker Perkins MPC/V30 laboratory scale compounder/extruder was chosen, complete with a package deal of screw components, was chosen as giving, in the words of the Institutes senior lecturer - “immediate and extensive flexibility – with optimum performance on different products”.
With the opening of a new satellite factory on Newcastle under Lyme’s Parkhouse Estate, Baker Perkins Chemical Machinery Ltd installed the first link of its kind in Britain – an optical fibre connection with the powerful computer system at Peterborough. Provided by British Telecom, this link provided BPCM with immediate access to sophisticated software as a tool in design and manufacturing.
In early 1986, Baker Perkins plc acquired Ownership of Sterling Extruder Corporation of New Jersey for just over £11 million. Sterling sold machinery and systems to the plastics processing industry and its products - blown film, blow moulding, sheet and compounding equipment for the plastics industry, together with wire and cable coating systems - were considered complementary to those made by the existing plastics machinery business centred on Saginaw.
The merger with APV
1987 saw the merger between Baker Perkins and APV. Of the previous Baker Perkins facilities, the huge factory at Saginaw, Michigan, purchased by Joseph Baker Sons & Perkins in 1919, was closed and as part of the new management’s first priority "to initiate action to eliminate losses, to improve margins in low return activities and to ensure that proper attention was paid to profitability throughout the enlarged group" and Sterling Davis was sold.
The headquarters of the American chemical machinery business and the existing plastics machinery operations were moved from Michigan to New Jersey where a new Customer Demonstration Centre and development laboratory were built, manufacturing being transferred to APV Crepaco’s Lake Mills, Wisconsin factory.
In 1987, the Chemical sub-group employed approximately 700, with full-service companies located at Saginaw, Michigan; South Plainfield, New Jersey; Edison, New Jersey; Stoke-on-Trent and Newcastle-under-Lyme, UK; and Paris, France. Marketing companies were maintained in Milan, Italy and Hanover, West Germany. The sub-group marketed its products to the rest of the world through local agents, many of whom were APV group companies.
Telford Smith of Melbourne manufactured the first plastics extruder to be made in Australia just after WW2 and by the early 1950s, they were setting up complete lines to produce film, sheet, profiles and wire and cable covering. 1200 machines were at work all over Australia and New Zealand by 1989 when APV Baker Pty Ltd acquired the Company and formed a new division – APV Telford Smith. APV sold the Telford Smith business in July 1993.
APV plc announced in September 1990 that it wanted to dispose of the Plastics machinery business and it was consolidated at the Edison facility. When, in December 1990, it was sold to Crompton & Knowles Corporation for $7.3m, APV was able to raise further funds from the sale of the freehold factory and offices at South Plainfield. Gordon Barker recalls that the last two Universal mixers were made at Westwood Works in 1990.
Explosives, Pyrotechnics & Propellants
One of the most successful but, for obvious reasons, less well known businesses in which Baker Perkins was world leader over many years, was the development of machinery for the manufacture of explosives, pyrotechnics and propellants.The Baker Perkins Group had been in the explosives mixing business for over 100 years, the earliest record found to date being the supply of a Cordite Mixer to the Royal Gun Powder Factory* in 1884. Records also show many machines being sold to Nobels Explosives from 1890. It is clear from advertisements of the time that Werner & Pfleiderer was producing Cordite Mixers at Saginaw before the plant was purchased by Baker Perkins at the end of WW1.
Cordite Mixing
[* Gunpowder is said to have been invented in the year 800 by the Chinese and introduced to the west in the 14th century. The Royal Gun Powder Factory is thought to have been milling gunpowder since before 1561, at that time as a private family business that was later acquired by the Government in 1787. The instigator of this was Lieutenant General Sir William Congreve who disputed the widely held belief that the private manufacturers made better gunpowder than the government.Over the years, the site was developed to produce guncotton, nitro-glycerine, cordite and RDX - said to be the high explosive of WW2. The Royal Gun Powder Factory became the Propellant, Explosives and Rocket Motor Establishment- Waltham Abbey (P.E.R.M.E. Waltham Abbey) in 1945.
Nitro-glycerine - the first 'high' explosive - was invented in 1844 but the dangers when handling it were enormous. It was Alfred Nobel who 'tamed the tiger' by rendering it insensitive to shock thus creating dynamite - and making his fortune. Guncotton was patented in Britain in 1845 but this too was dangerous to handle but this was also 'tamed' by Frederick Abel in 1866. Meanwhile, Nobel, dissatisfied with dynamite, introduced 'gelignite' in the 1870s.
In the 1860s, the Military was searching for an improvement to black powder for firearms.and substances based on guncotton and nitro cellulose were tried before Alfred Nobel succeeded in combining two violent explosives - nitrocellulose and nitro-glycerine - into a mild propellant. As a result of this, the British War Department set up a an Explosives Committee, the two leading members of which - Frederick Abel and James Dewar - contrived to get round Nobel's patent and produced 'Cordite' - made from gunpowder (an explosive mixture of potassium nitrate, charcoal and sulphur) mixed with nitro-glycerine (a colourless, thick, oily, flammable and explosive liquid].
Cordite became the main propellant used by the military and the 'Universal' Mixer, patented by Paul Pfleiderer, was modified as the "Nitro-Incorporator" to manufacture Cordite from the 1890s. So dangerous was this mixing process that, when in operation, each machine was housed in its own bunker – the main motor drive to the machine was through a 30’ long shaft passing through a series of flame-proof doors to prevent a spark from the electric drive motor igniting the mixture. As with all the machinery sold to this sector, a very high surface finish with no pinholes was required on the trough and blades. The trough cover was of very light construction, fabricated or cast from aluminium and held in place by spring clips or swing bolts, thus, in the event of an explosion, the blast was directed upwards - through the roof - reducing the damage to the building.
The Baker Perkins Group built over 1000 Cordite (smokeless powder mixers) for service during the two World Wars - including 112 ordered in a 5 week period from Perkins Engineers , together with others built by Joseph Baker and Sons, during WW1 and in November 1937, when it appeared to some people that a war with Germany was inevitable, the Imperial Chemical Industries Company placed with Westwood Works an order for a considerable number of Nitro Incorporators for making cordite. This was followed shortly by orders for incorporators from HM Office of Works and for some years thereafter Westwood was engaged in making these machines, at one time reaching a rate of output of eight machines per week and in all 676 were completed. Baker Perkins continued to make these Cordite Mixers - to the latest design standards - up until the early 1990s when the Group's chemical machinery businesses were sold off.
The Cold War and the Space Age
Since WW2, more sophisticated explosives, propellants and pyrotechnics have been demanded and Baker Perkins led the field in the development of process equipment to meet the needs of this ever expanding industry. This was the era of what our American cousins called "Peace-keeping missiles" and the beginning of rockets to the Moon and the Space Shuttle.
Solid Propellants
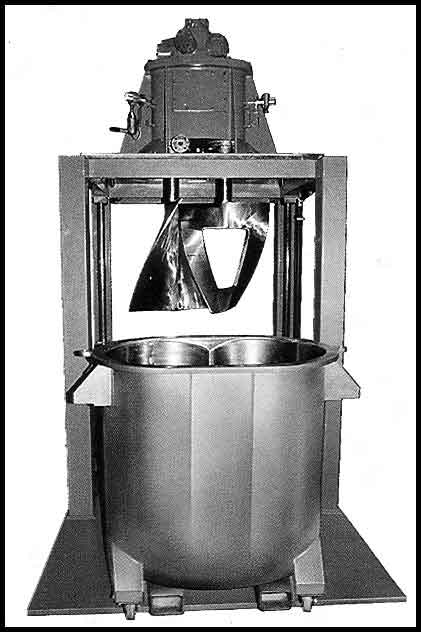
During the 1950s, when the UK Royal Ordnance and the USA Ordnance factories were looking into the mixing of propellants, the UK decided to pursue Plastic Propellants While the USA developed Rubbery/Composite Propellants. Thus it was that two companies in the Baker Perkins Group were designing mixers for products with the same end use. However, as the Baker Perkins Inc, Saginaw design was being funded by the US Government, Baker Perkins UK were precluded from using the drawings to build the smaller machines over here, although minor modifications were to the mixers which were purchased for the UK Ordnance factories. There was also a big difference in the mixers, the UK machines being a Planetary Mixer with a figure-'8' bowl (in which the mixing blades planetate around each other). The Baker Perkins Saginaw machine was a dual Planetary Mixer with a round bowl. This was a clever design in which the drive turned the inner housing which then turned the blades. Thus the blades planetated around each other as well as around the bowl, wiping it in a different position each revolution - making for a more intensive mix. There was also a big difference in the propellants, the Plastic looking like a putty and the Rubbery/Composite being like a good porridge. The Plastic propellants burns with a black smoke and the Composite with a white smoke - as can be seen on the Space Shuttle during lift-off. The propellant in the booster rockets of the Space Shuttle is made on Baker Perkins Saginaw mixers.
The Rubbery propellant gained universal usage and over 400 Vertical Twin Blade Planetary Mixers were supplied to over 20 countries.
Pyrotechnics
Mention has been made elsewhere in these websites of the possibility of adapting machines designed for one application in an industry sector for use in another. An example would be the Pharmaceutical Granulator developed at BPCM Stoke for mixing, drying and granulating pharmaceuticals prior to finishing in a tablet press. Baker Perkins Saginaw successfully adapted the machine for use in the Pyrotechnics business.Testing proved that the 'tulip' shaped bowl was strong enough to resist being blown up!, the mixing blades were fitted with hydraulic drives and feeders for powders and a solvent pump completed the conversion. Similar success stories could be told about the Dry Disperser and the Double Cone Blender.
Saginaw introduced a new continuous mixer for energetics in 1990. The SE series twin-screw, co-rotating, self-wiping, fully intermeshing continuous mixer had in-line extrusion capability. The design recognised the potential volatility of modern energetic material and safe operation was the prime design criterion.
 |
 |
 |
 |
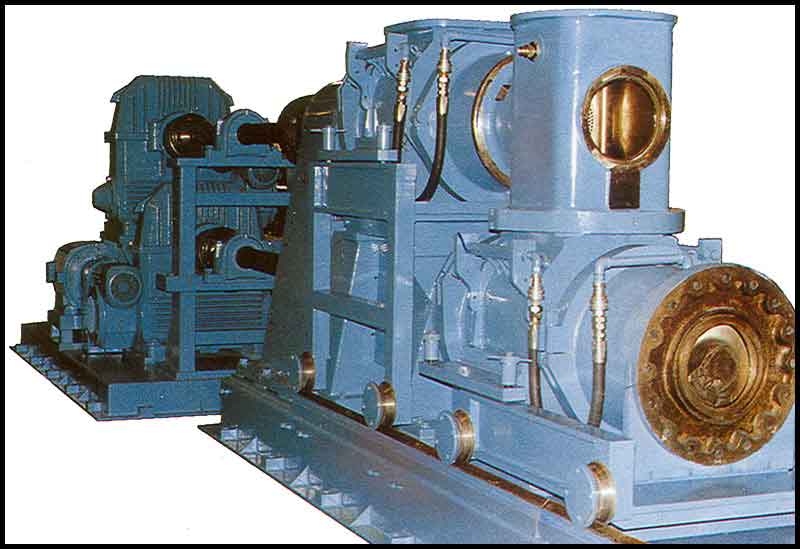 |
 |
| Non–Planetary Vertical Mixer | Vertical Planetary Mixer | Horizontal Incorporator | Vertical Incorporator | De-aerating Pugmill | Twin Screw Energetics compounder |
Many hundreds of Baker Perkins machines were in service in leading chemical, aerospace and research facilities all over the world. Laboratory mixers allowed customers to evaluate processes and products in the customer test and demonstration facilities at Saginaw and Stoke. The range of available equipment included:
- Non planetary vertical mixers
- Twin blade vertical mixers – for both "rubbery" propellants and plastic bonded explosives.
- Twin screw continuous mixers.
- Horizontal incorporators - developments of those built at Joseph Baker & Sons, Willesden and Peterborough in WW1 and at Baker Perkins Ltd, Peterborough in WW2.
- Twin stirrer vertical incorporators – for HE mixing (TNT or RDX).
- Single stirrer vertical incorporators – for melting/mixing TNT/RDX type materials.
- Twin Blade Incorporators – for mixing solid propellants.
- Granulator – for pyrotechnic powders.
- Propellant cutting machines – for heating and cutting solid rocket fuel.
- De-aerating pugmill – for the de-aeration of solid rocket fuels and direct filling of rocket motors.
The 1990s
Baker Perkins Chemical Machinery Ltd’s operations were moved from the original factory in Cooper Street, Stoke-on-Trent to the Parkhouse, Newcastle-under-Lyme facility in 1991. The manufacture and assembly of twin-screw extruders was re-located from Stoke-on-Trent to Peterborough in 1994, to take advantage of the state-of-the-art design and manufacturing facilities available at APV Baker’s headquarters.
Following the APV/Baker Perkins merger in 1987, Baker Perkins Guittard was renamed APV Chimie Equipement SA. It was sold to a company formed by its management in 1991 for one French Franc.
The 1995 APV Group Annual Report states that the business of APV Chemical Inc was sold in April 1995 for £1.6m. This business still exists, working out of the original works/offices in Hess Street, Saginaw and producing the same chemical product line - Centrifugals, Continuous Mixers, Batch Mixers, Vertical Energetics, etc., under the name of B & P Process Equipment.
NOW, FOR MORE INFORMATION ON SOME OF THE BAKER PERKINS COMPANIES INVOLVED IN THE CHEMICAL BUSINESS SEE:
History of
Steele & Cowlishaw.
History of Baker Perkins
Inc. Saginaw.
History
of Baker Perkins Chemical Machinery Ltd
History of Baker Perkins
Ltd.
All content © the Website Authors unless stated otherwise.